🔥 实战痛点解析
新人在车间,最容易栽跟头的就是宏程序和现场调机。G代码背得滚瓜烂熟,一碰到G16、G68这种坐标系变换就懵圈,更别提G51.1镜像加工这种骚操作了。半径补偿用不好,不是过切就是欠切,小R角清角更是噩梦。更别说找正工件、打表这种基本功,光靠肉眼和尺子,精度根本没谱。中途换刀片,转速吃刀量没配好,轻则刀具报废,重则工件报废,甚至伤机床。这些痛点,不吃点亏根本悟不透。
📚 教程核心价值
硬核要点:这套教程专为那些想在CNC编程和现场操作上突破瓶颈的兄弟们量身打造。从G16极坐标、G68旋转、G51.1镜像等高级宏程序指令的深挖,到半径补偿的灵活运用、凹凸工件的顺逆铣切换,再到现场找正、打表校验、孔加工排障、中途换刀等一系列车间实战技能,全部是干货。手把手教你如何避开过切、欠切,优化刀路,提升加工效率与精度,真正把机床玩明白。
| 教程深度:高级实战 |
软件环境:通用CNC系统 |
| 资源容量:10.42 GB |
适合人群:操机员、工艺工程师、CNC程序员、模具师傅 |
|
⚠️ 排坑避雷:宏程序与手动编程对细节要求极高,G/M代码逻辑混乱,参数设错或计算偏差,轻则导致工件报废,重则机床撞刀受损。实战中务必反复检查验证,切勿马虎!
|
📋 完整实录目录
⬇️ 目录总计 95 节,点击展开全部详细目录 ⬇️
| 1. 1 宏程序概述 |
| 2. 1 斯沃仿真的安装以及基本操作 |
| 3. 2 宏程序之变量 |
| 4. 2 坐标系的认识 |
| 5. 3 变量的赋值,宏程序的原动力 |
| 6. 3 机床面板的认识 |
| 7. 4 变量的运算 |
| 8. 4 审视图纸坐标系 |
| 9. 4 审视图纸坐标系2 |
| 10. 5 机械坐标系 |
| 11. 5 条件转移和循环语句 |
| 12. 6 工件坐标系和相对相对坐标系 |
| 13. 6 循环语句小练习 |
| 14. 7 变量在宏程序中的小练习 |
| 15. 7 建立坐标系之对称分中 |
| 16. 8 建立坐标系之非对称分中以及g55-g59 |
| 17. 8 三角函数1 建议在第七节学习 |
| 18. 9 偏移坐标系以及对Z0的两种方法 |
| 19. 9 三角函数2 建议在第七节学习 |
| 20. 10 宏程序编程的方法【小记】【重要】 |
| 21. 10 建立坐标系的超快方法以及修改坐标系的第二种方式 |
| 22. 11 倒C角 基础内容要仔细理解 |
| 23. 11 扩展坐标系 |
| 24. 11.111111 安全使用坐标系 |
| 25. 12 程序的编辑与执行 |
| 26. 12 倒圆角-1 |
| 27. 13 倒圆角-2 |
| 28. 13 后台编辑(机床演示)以及其他功能 |
| 29. 14 GSTHMD等各种代码提前了解 |
| 30. 14 螺旋铣孔 |
| 31. 15 G00 G01 指令 |
| 32. 15 沿周钻孔-1 |
| 33. 16 G02 G03 圆弧编程格式1 |
| 34. 16 沿周钻孔-2 |
| 35. 17 G02 G03 圆弧编程格式2 |
| 36. 17 内圆倒R角 |
| 37. 18 G01快速加工C角和R角 |
| 38. 18 内圆加工C角 45度 |
| 39. 19 C角各种角度 |
| 40. 19 顺逆铣以及刀具半径补偿 |
| 41. 20 G10 动态半径补偿变化-1 |
| 42. 20 建立半径补偿G41 G42 一 |
| 43. 21 G10 动态半径补偿变化-2 |
| 44. 21 建立半径补偿 G41 G42 二 |
| 45. 22 G10 动态半径补偿变化-3 |
| 46. 22 坐标的相互计算 |
| 47. 23 顶面加工行切加工方式 |
| 48. 23 坐标的相互计算 |
| 49. 24 G90 G91绝对坐标相对坐标编程 |
| 50. 24 行切加工型腔 |
| 51. 25 环切加工型腔 |
| 52. 25 主程序 子程序 |
| 53. 26 G65 宏程序的调用 |
| 54. 26 主程序 子程序 2 |
| 55. 27 G65 宏程序的调用-实例 |
| 56. 27 单向加工 |
| 57. 28 群孔加工——宏调用 |
| 58. 28 整圆内圆加工 |
| 59. 29 孔系加工 |
| 60. 29 整圆的外圆加工 |
| 61. 30 G52临时坐标系 |
| 62. 30 椭圆参数方程加工 |
| 63. 31 R角加工和刀具的选择 |
| 64. 31 椭圆标准方程加工 |
| 65. 32 顶面单向切削 |
| 66. 32 螺旋铣孔 |
| 67. 33 曲线之抛物线 |
| 68. 33 群孔加工【两种方式】 |
| 69. 34 键槽的加工 |
| 70. 34 钻孔加工 G81 G82 G73 G83 |
| 71. 35 铰刀 镗刀的使用以及镗孔指令G85 G86 G76 |
| 72. 35 铣螺纹 外螺纹为例 |
| 73. 36 R平面的巧妙使用以及G90 G91和G98 G99指令 |
| 74. 37 产品零件&模具零件区别 |
| 75. 38 钻孔 镗孔 机床演示 |
| 76. 39 圆弧进退刀方式 |
| 77. 40 刀具长度补偿 G43 G44 |
| 78. 41 取消长度补偿G49 |
| 79. 42 环形槽加工 |
| 80. 43 MDI手动输入模式 |
| 81. 44 G16极坐标指令 |
| 82. 45 G68旋转指令以及钻群孔 |
| 83. 46 G51.1镜像指令 |
| 84. 47 攻丝指令 |
| 85. 48 案例1 以及半径补偿的灵活运用 |
| 86. 49 案例2 凹凸工件以及顺逆铣切换减少编程工作量 |
| 87. 50 案例3 半径补偿错误的处理以及小R角的处理方式 |
| 88. 51 常量程序加工内槽分析以及巧妙留出底面余量 |
| 89. 52 如何用校表确定中心 |
| 90. 53 如何用校表检测异形类工件的精度 |
| 91. 54 孔加工出现问题后的解决措施 |
| 92. 55 大型、小型工件的快速找正方法 |
| 93. 56 工件的二次加工找正方法。 |
| 94. 57 加工过程中中途更换刀片的操作步骤 |
| 95. 58 转速的设置 |
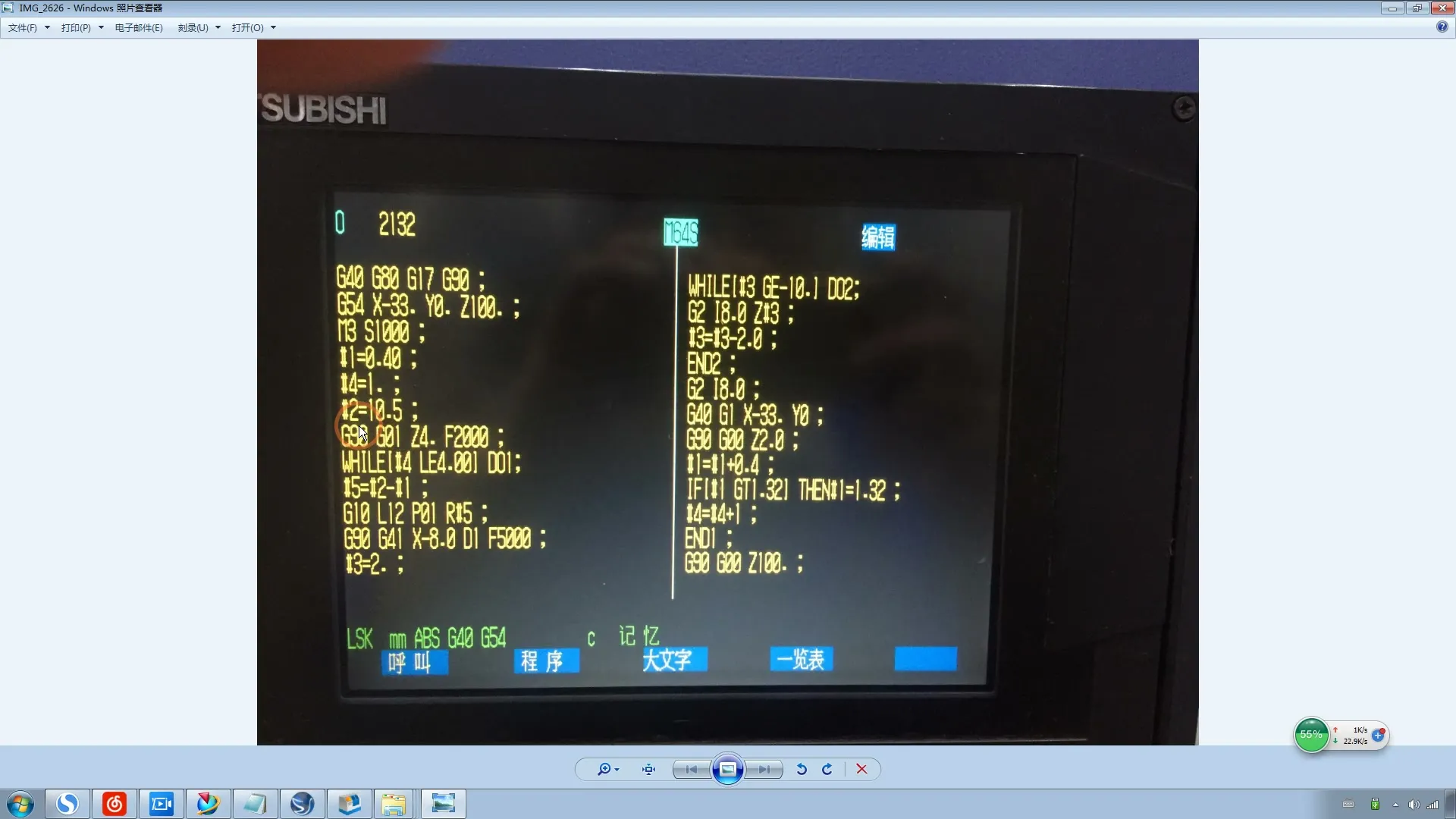
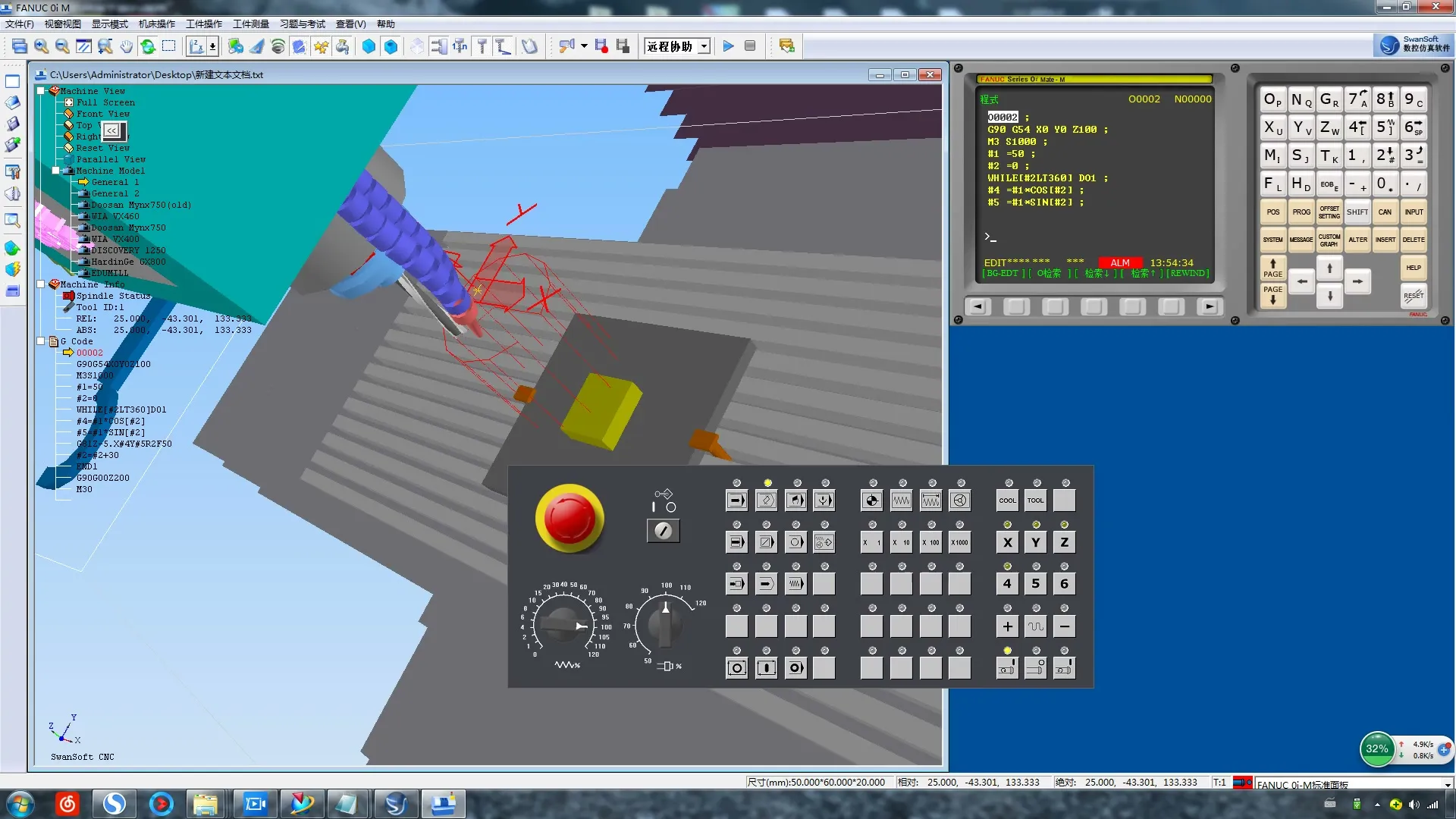
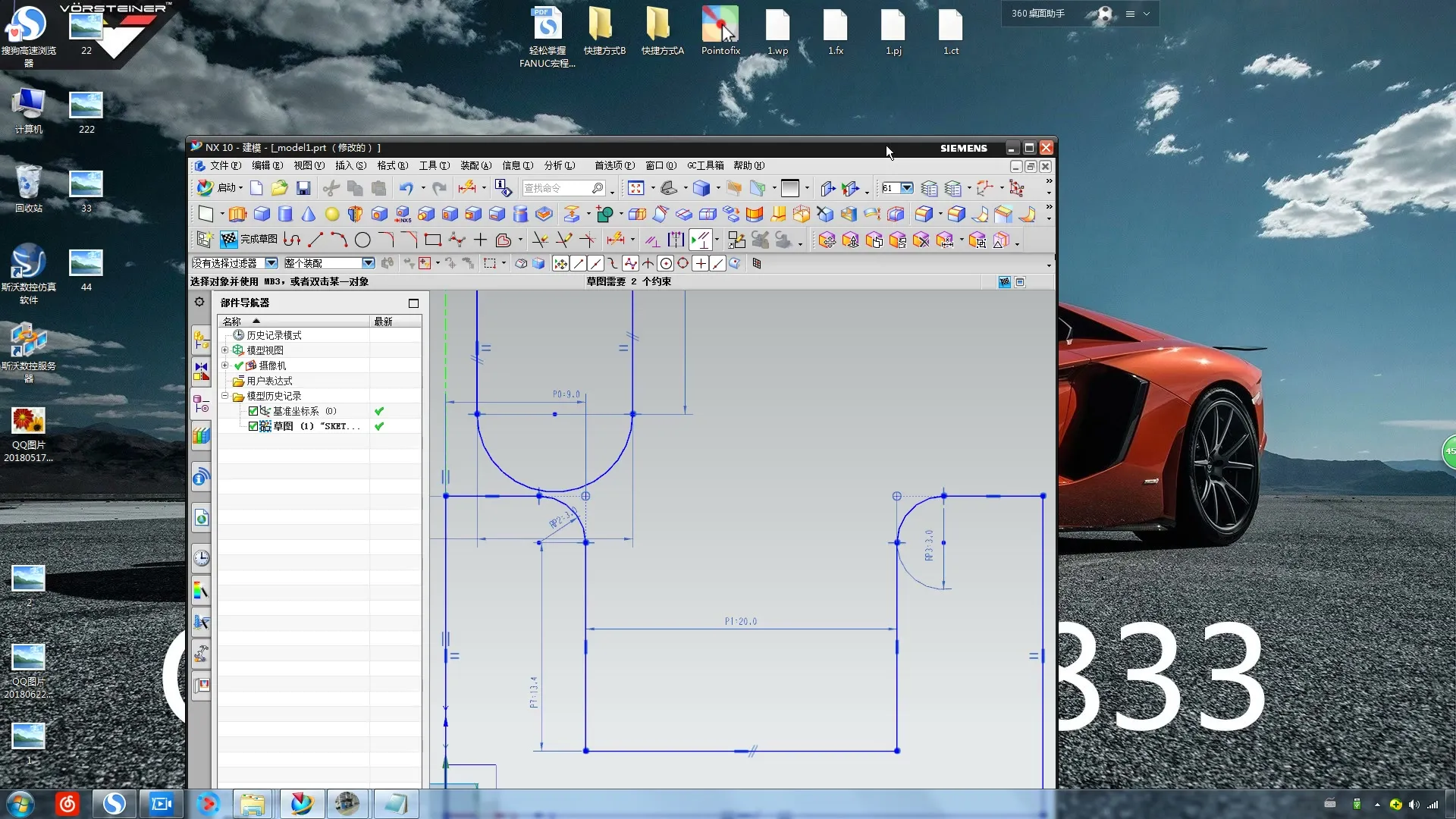
📺 实机操作画面预览

📸 截图选自第 1 节内容
📸 截图选自第 10 节内容
📸 截图选自第 11 节内容
📸 截图选自第 12 节内容
📸 截图选自第 13 节内容
📸 截图选自第 14 节内容
📸 截图选自第 15 节内容
📸 截图选自第 16 节内容
📸 截图选自第 17 节内容
📸 截图选自第 18 节内容
🛠️ 核心干货提炼
CNC宏指令与复杂刀路优化
深入解析G16极坐标、G68旋转、G51.1镜像等高级宏指令,教你如何将这些“编程黑科技”应用到复杂工件加工中。不光能大幅缩短编程时间,还能实现单程序多工件、对称工件的快速加工,彻底告别重复劳动。
半径补偿与小R角精修
别再被过切、欠切搞得焦头烂额!本教程详细剖析半径补偿的原理与实战应用,教你如何灵活切换顺逆铣,处理凹凸工件,甚至面对小R角清角这种“老大难”,也能通过精准的补偿和刀路优化,轻松搞定,确保工件精度与表面光洁度。
车间找正与精度打表秘籍
工件装夹不准,一切白搭!从校表确定中心、异形工件精度检测,到大型小型工件的快速找正,再到二次加工的精确对刀,每一招都是车间老师傅压箱底的绝活。彻底解决工件找正的痛点,确保每次开机都能加工出合格件。
💡 学习者 FAQ 解答
Q1: 使用G16/G68/G51.1这些宏指令时,最容易出现什么逻辑错误导致加工失败?
A1: 宏指令的最大坑在于坐标系的原点、旋转中心或镜像轴线没定义清楚。G16没指定极坐标原点,G68旋转中心偏离,G51.1镜像轴搞反,都会让刀路彻底跑偏。要点是,务必在调用指令前,用G90/G91确定好绝对/增量模式,并精确设定基准点,再一步步验证。
Q2: 半径补偿在加工小R角或复杂型腔时,怎么避免过切或欠切?
A2: 处理小R角,首先要选用合适的刀具,刀具半径不能超过R角半径。其次,半径补偿G41/G42的运用要灵活,尤其是在入刀、出刀以及切换顺逆铣时,补偿方向和抵消点是关键。经常遇到的问题是忽略了R角过渡段的刀补路径,导致过切或留余量。有时需要结合骗刀或分层精修才能达到最佳效果。
Q3: 遇到工件二次加工,如何确保找正精度,避免累计误差?
A3: 二次找正的核心是建立可靠的基准。如果工件上有已加工面或孔,优先利用这些特征进行打表或用塞尺校正。如果无法参照,需要重新找回工件理论上的中心或边缘。通常我们会用高精度校表,配合G92或G54-G59等工件坐标系设定,将误差控制在最小。关键是每次找正都要有固定参照,避免“空中抓轴”。
温馨提醒
本站所有资源都是通过百度网盘下载,请自备百度网盘账号






暂无评论内容