

🔥 实战痛点解析
兄弟们,搞五轴再加工,最头疼的就是吃不准残料到底剩多少、在哪块儿。新手编程经常把刀路走得稀烂,要么在已经清完的区域反复空走刀,要么在残料堆积的地方吃刀量过大,直接崩刀。再深一点,就是复杂的干涉避让,尤其是那些深腔、窄槽,刀轴一摆动就可能和夹具、毛坯甚至机床本体撞个瓷实。这种低效又高风险的加工,简直是浪费生命和刀具!
📚 教程核心价值
硬核要点:这套教程专治你在四轴五轴残料再加工中遇到的各种疑难杂症。从如何精准判断残料分布,到优化刀路避开干涉,再到实现光顺、高效的精加工策略,它手把手教你如何榨干HyperMILL 2018的每一分潜力。确保你的零件型面无过切,余量均匀,最终产品能一次性过检。
| 教程深度:高级实战 | 软件环境:HyperMILL 2018 |
| 资源容量:15.27 GB | 适合人群:五轴操机员、高级编程师、模具精修技师 |
| ⚠️ 排坑避雷:本教程基于 HyperMILL 2018 录制,请确保电脑安装了同等或更高版本的软件,否则将无法打开练习图档! | |
📋 完整实录目录
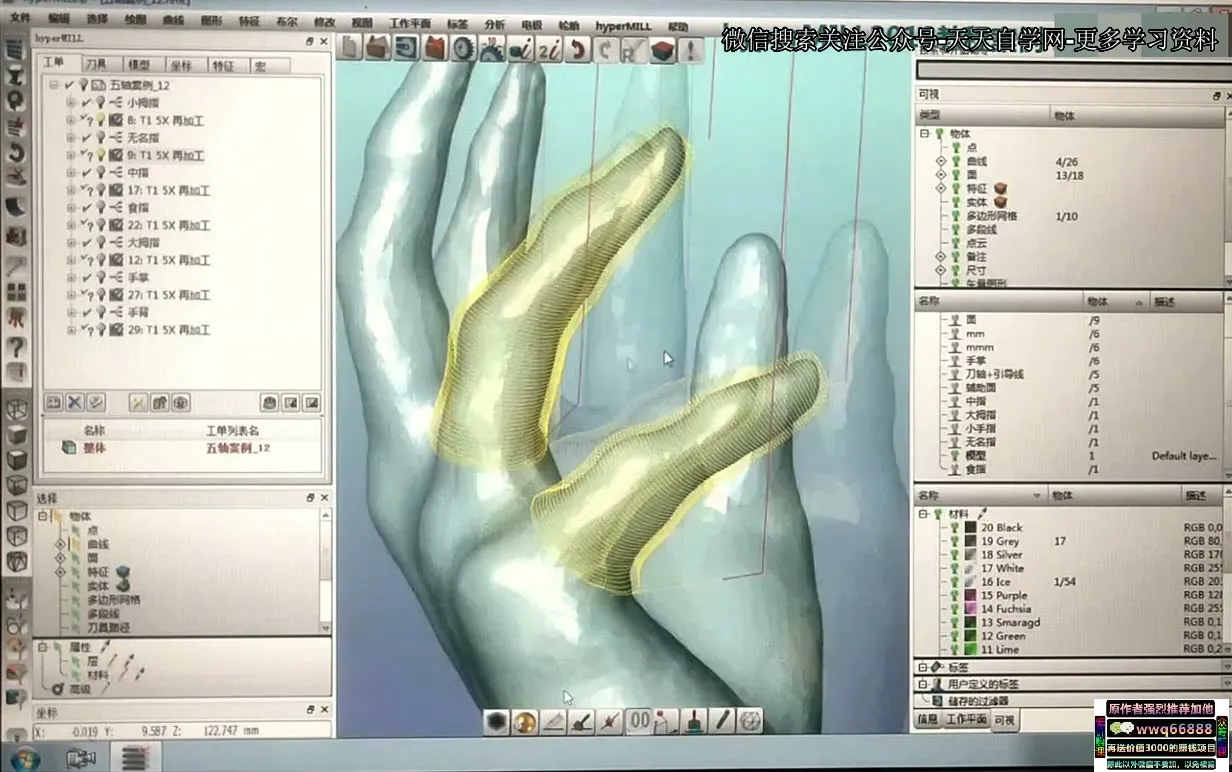
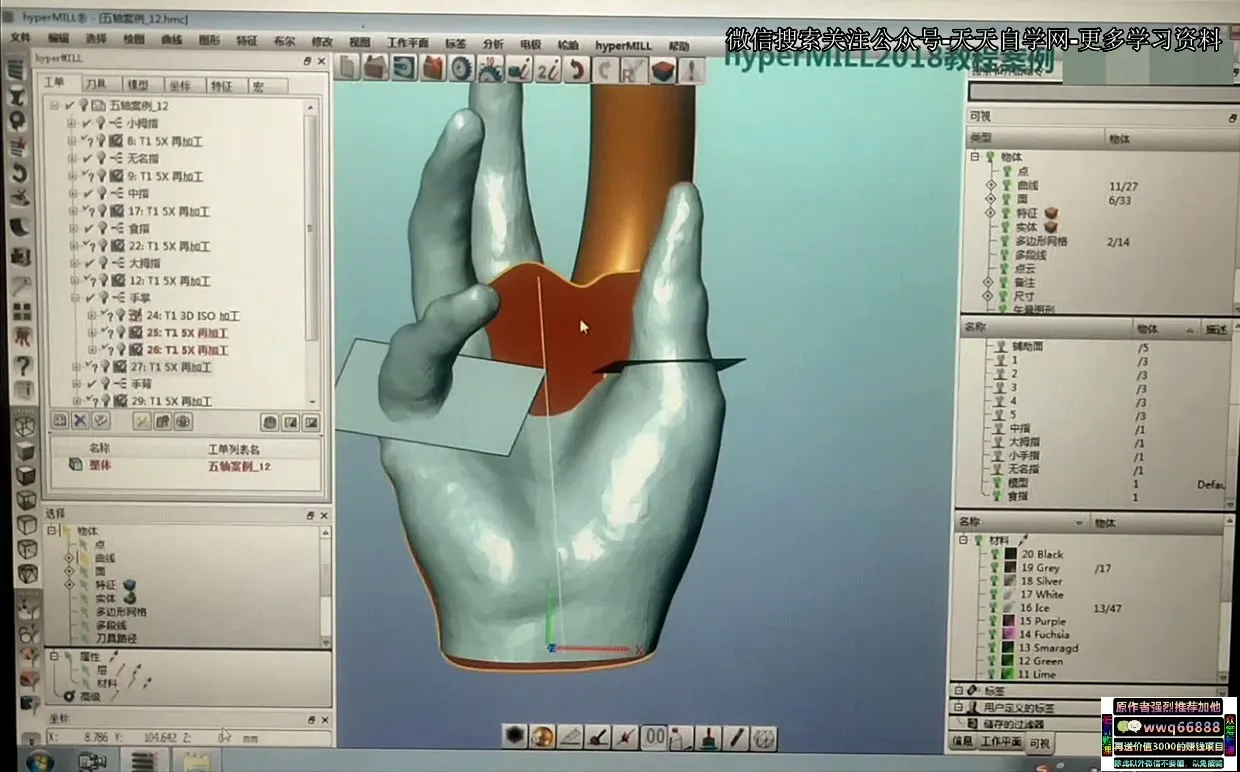
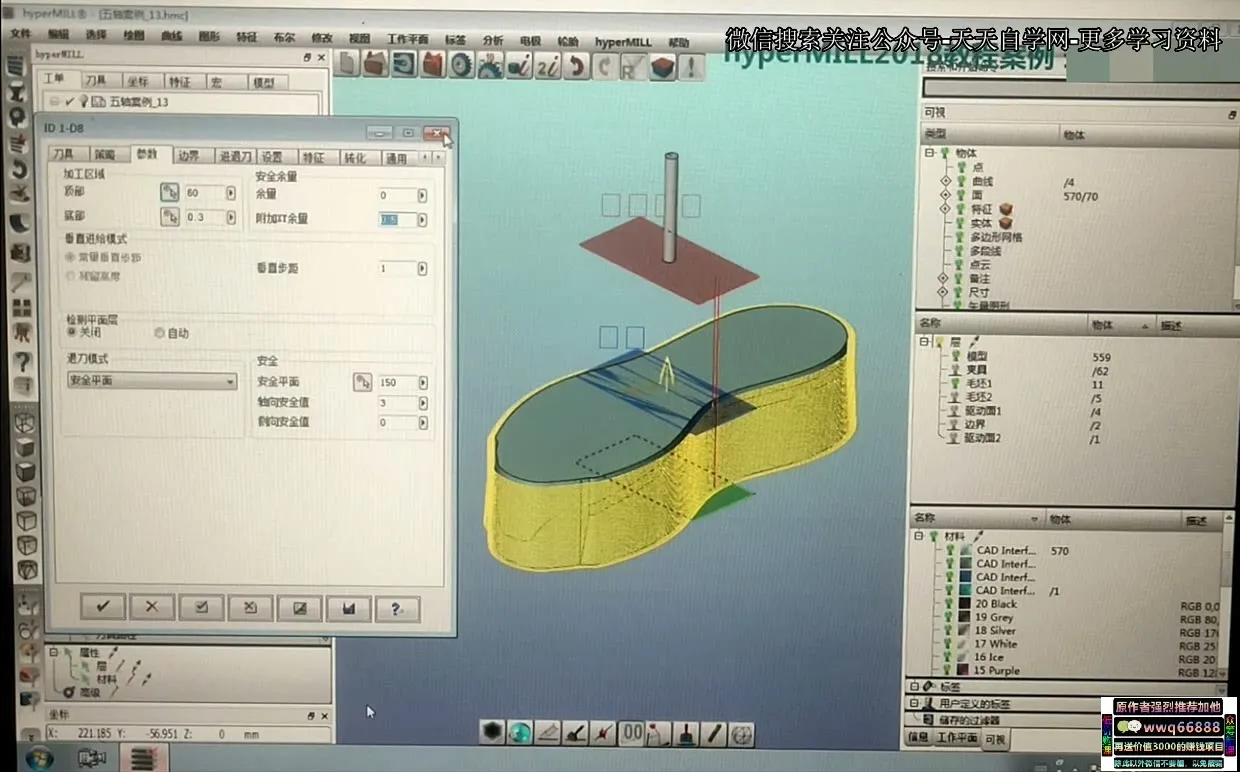
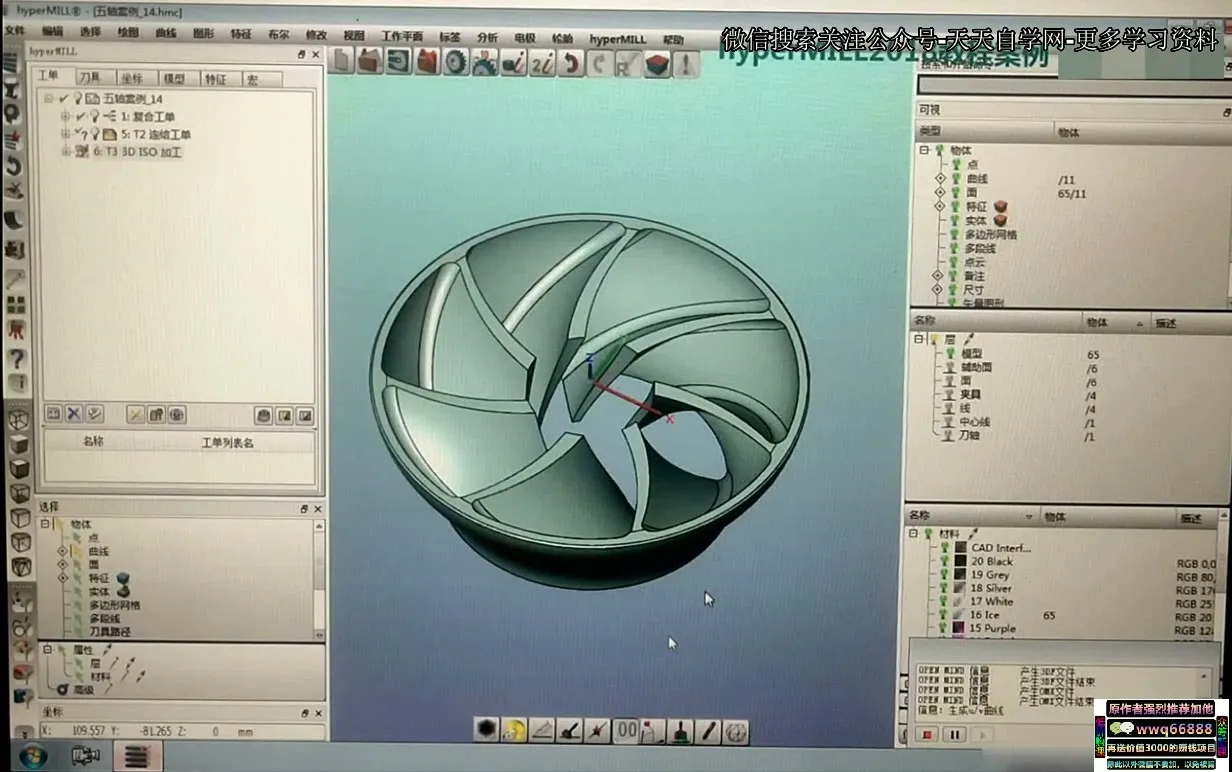
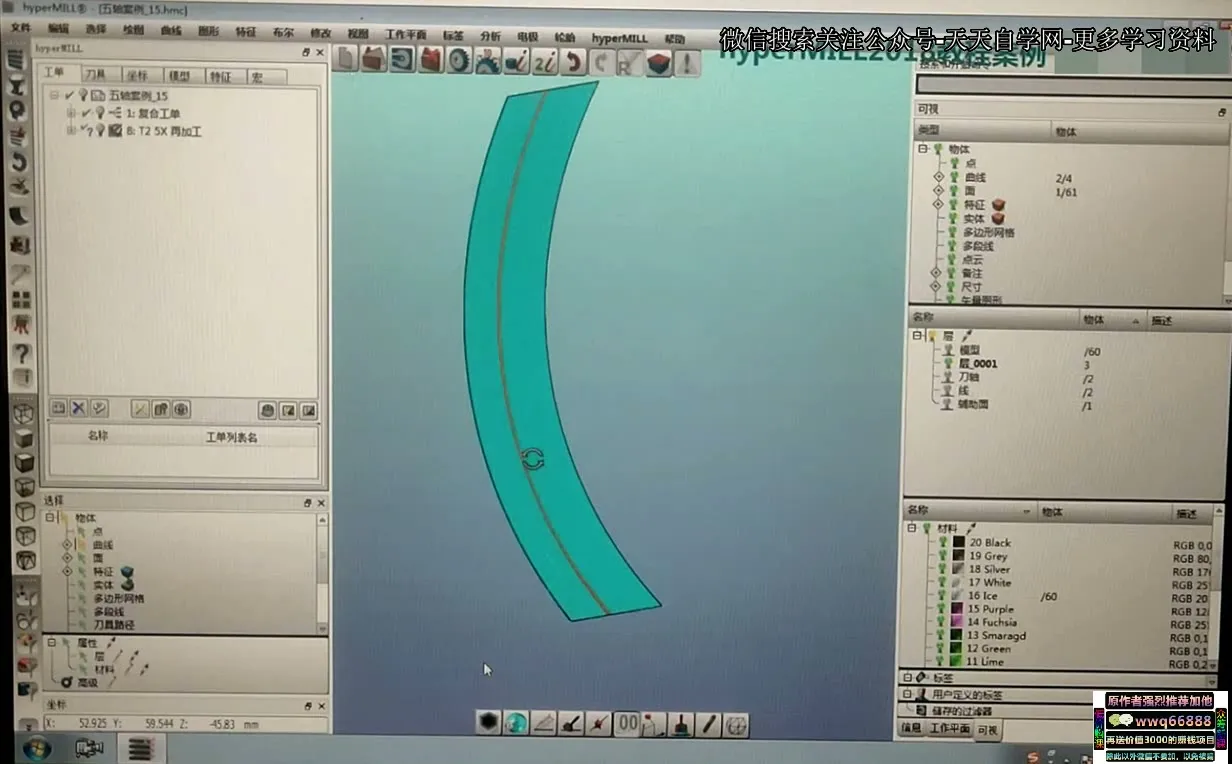
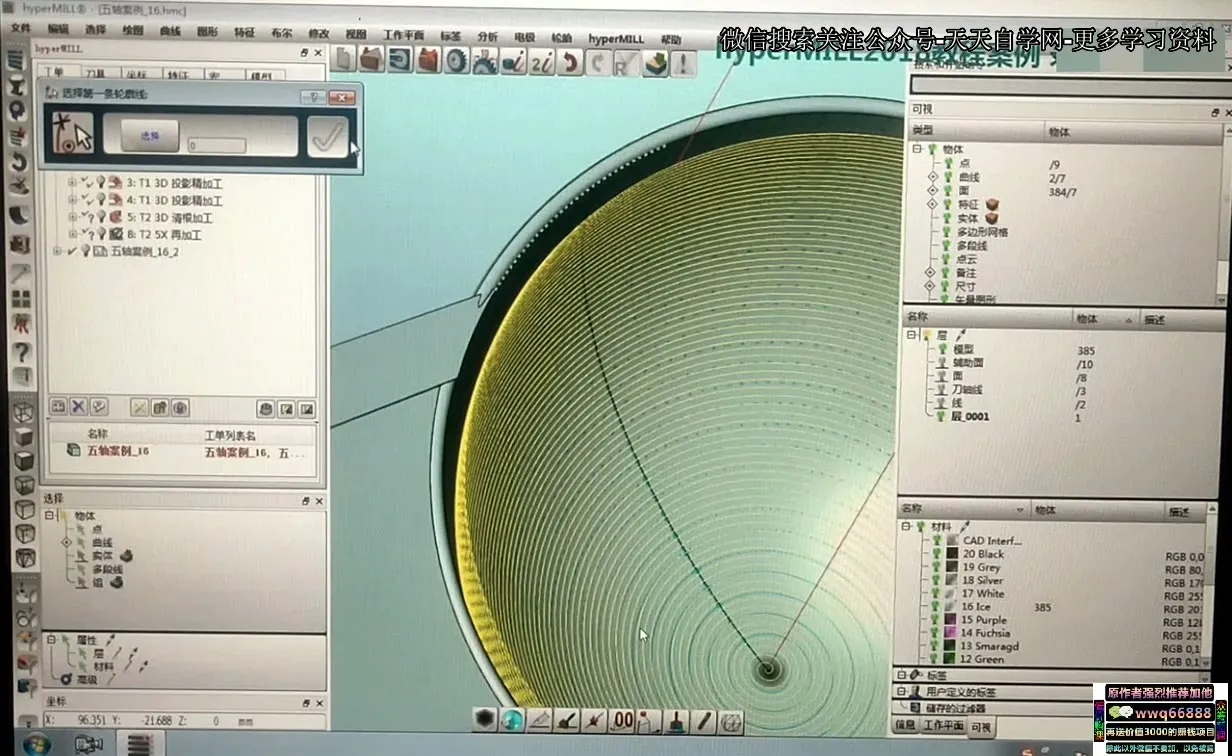
📺 实机操作画面预览
🛠️ 核心干货提炼
残料智能识别与清根策略精讲
不是所有残料都得硬磕,学会用HyperMILL智能识别区域,针对性地调整吃刀量和下刀深度。尤其是在深腔、窄槽清根时,如何选择小R刀具,并规划出既不伤刀又高效的刀路,是这块的重中之重。
五轴联动防干涉精修路径规划
五轴最怕的就是撞刀。教程会教你如何利用软件的干涉避让功能,在复杂曲面区域,通过倾斜轴摆动,避开夹具、毛坯甚至机床主轴的干涉。确保每一段刀路都安全可靠,同时保证加工质量。
高精度型面光顺与余量控制技法
再加工的目的就是把型面做到极致。如何通过优化刀具路径,确保最终精加工的表面纹理一致,无明显刀痕?教程会深度解析如何控制进给率、转速,以及在不同区域设定不同的余量策略,让你的零件光洁度直接拉满。
💡 学习者 FAQ 解答
Q1: 在五轴再加工中,如何有效处理刀具过长造成的振刀和避让问题?
A1: 刀具伸长量过大是五轴加工常见难题。本教程会讲解如何通过“分段加工”策略,利用短刀进行主加工,长刀仅处理局部避让区域,并结合HyperMILL的动态刀轴倾斜功能,在保证刚性的前提下,安全完成深腔或干涉区的清根与精修,有效降低振刀风险。
Q2: 面对不规则的残料区域,传统的三轴刀路往往效率低下,五轴有什么高效的再加工思路?
A2: 传统三轴处理不规则残料通常需要多次粗加工或手动修改,费时费力。五轴再加工则能通过“五轴残料清除”和“精细区域重加工”功能,利用多轴联动能力,让刀具以最佳角度接触残料区域,一次性高效清光,极大地提升效率并减少刀具磨损。
Q3: 如何确保五轴精加工后的型面光顺度达到镜面级别,避免出现“骗刀”现象?
A3: 要避免“骗刀”和确保镜面级光洁度,关键在于刀路的精细化与后处理的优化。教程将深入剖析如何设定微小步距、合理选择刀具半径补偿,以及利用HyperMILL的光顺处理功能生成无缝刀路。同时,还会强调后处理参数的调整,以确保G代码输出的机床运动轨迹连续、平稳,避免因数据离散导致表面质量下降。
温馨提醒
本站所有资源都是通过百度网盘下载,请自备百度网盘账号





暂无评论内容