数控车宏程序常见陷阱与风险预警
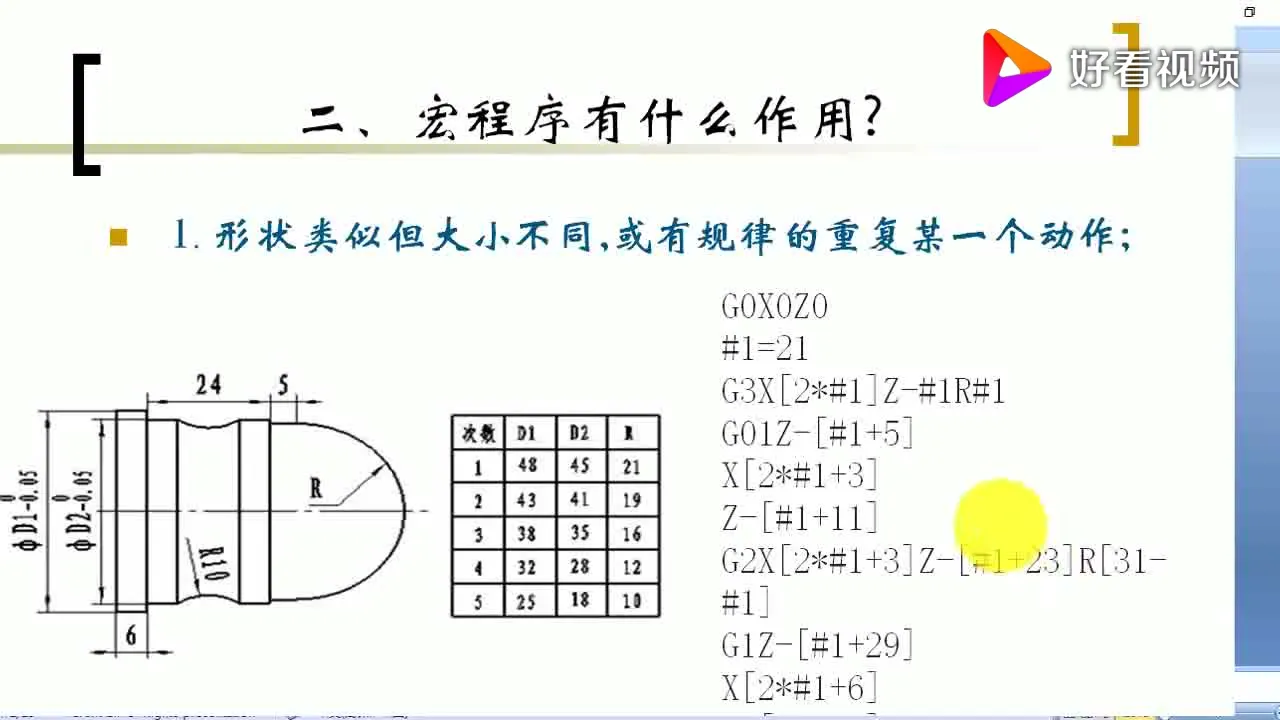
数控车宏程序的编写与应用,往往是车间里出现各种奇葩报警和潜在撞刀事故的重灾区。很多时候,宏程序带来的不仅仅是效率提升,更多的是隐患,尤其在变量使用、逻辑判断和系统兼容性上,稍有不慎就可能让机床“闹脾气”。
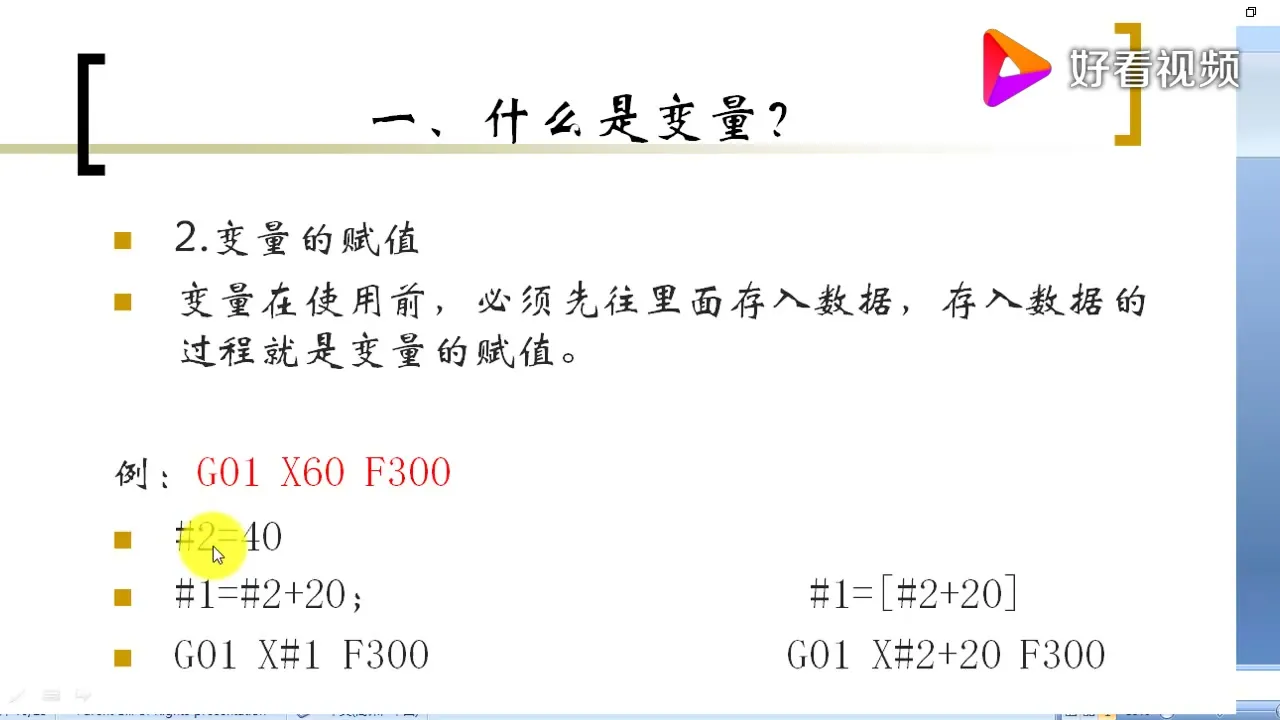
变量定义与赋值陷阱
宏程序的核心就是变量运算。新手最容易犯的错误,莫过于变量未初始化、超出系统允许的范围,或是误用了系统保留的变量。比如,FANUC系统里#1到#33是局部变量,调用子程序时才赋值;#100到#199是自由通用变量,#500以上才是通用变量。如果你在程序中直接给#500以前的某个变量赋值,而这个变量在当前环境下并无定义,轻则计算错误,重则直接报“P/S 010 DATA NOT FOUND”这类报警。
排查这种问题,首先要对宏程序的变量体系烂熟于心,避免随意硬编码,尽量利用通用变量进行中间计算。别觉得机器傻,它可精明着呢,变量范围和使用权限可不是闹着玩的。我建议,任何宏程序在投入实际加工前,都必须经过严格的变量赋值逻辑检查和空运行验证,确保每个变量都有明确的来源和用途。
逻辑判断与循环结构误区
宏程序中的IF、WHILE、GOTO语句是实现复杂逻辑的关键,但也是埋雷的地方。GOTO的滥用会导致程序结构混乱,难以调试;DO-END循环若没有明确的退出条件,就会陷入死循环,机床加工永远停不下来,甚至可能因过热或超行程而损坏。条件判断失误更是常见,比如你本想在某个特定角度停止进给,结果判断条件写反了,刀具一直往前冲,最后就是撞刀事故。
解决这类问题,最好的办法就是把宏程序的逻辑流程图化。每一步的判断条件、变量变化、循环出口都要清晰明了。进行单段或图形模拟时,要特别关注刀具的每一步运动是否符合预期,变量值是否按设想变化。这块儿数控车宏程序教程里有详细的流程解析,多看多练,能帮你少走弯路。
坐标系与刀具补偿冲突
在宏程序中处理坐标系(如G54、G92、G50)和刀具补偿(D、H值)时,如果不明确其作用域和优先级,很容易引发灾难。宏程序内部可能重新设定了G54偏置,或者更改了G50的参数,与主程序的设定相互冲突,导致加工位置偏差巨大,甚至刀具直接撞上夹具或工件。
我的经验是,在宏程序中尽量避免对机床基础坐标系或全局刀补参数进行未经授权的修改。如果确实需要调整,务必在宏程序结束后恢复到初始状态,或者明确通过参数传递来控制。每次使用宏程序,都要检查当前的坐标系和刀补是否正确加载,尤其是在换刀或调整工件后。
系统兼容性与宏程序移植
别以为一个FANUC系统上跑得好好的宏程序,搬到西门子或者三菱系统上就能直接用。各家数控系统的宏程序语法、变量定义、子程序调用方式都有显著差异。FANUC用G65、#变量,西门子喜欢用CALL、R参数,三菱则有自己的M代码调用逻辑。强行移植往往会报“SYNTAX ERROR”或“ILLEGAL ADDRESS”等报警,程序根本无法识别。
要避免兼容性问题,首先要熟悉你所使用的各种系统手册。在cnc自学网上,你能找到很多关于不同系统宏程序编程的对比和解析,那是实打实的干货。真要跨系统移植,最稳妥的办法是根据目标系统的语法,逐行进行修改和测试。
紧急处理与安全防范
当宏程序执行中出现任何异常,比如机床运动轨迹异常、发出异响或者屏幕弹出报警,第一时间不是去思考代码哪错了,而是立即按下“急停”(EMERGENCY STOP)!这是保命也是保设备的第一原则。之后,根据报警信息进行排查,如果没报警,就回溯到当前的G代码行,检查宏程序中的变量状态和几何计算结果。切记,安全永远是第一位的。
在宏程序首次投入使用或进行重大修改后,务必进行严格的空运行模拟,并单段执行关键加工步骤。必要时,可以锁住Z轴或手动降低进给速度,时刻保持警惕,确保在任何意外发生时都能及时按下急停,把损失降到最低。
💡 学习者 FAQ 解答
Q1: 关于宏程序变量赋值错误导致的报警,比如FANUC系统报“P/S 010 DATA NOT FOUND”,这通常是怎么回事?
A1: “P/S 010 DATA NOT FOUND”报警在FANUC系统里,宏程序中最常见的原因是试图读取或写入一个未定义的、超出系统限制的,或者被保护的通用变量。例如,你可能尝试访问#500以上的变量而系统只支持到#199,或者引用了主程序中未传递的局部变量。排查时,应仔细检查所有涉及到变量#的行,确认它们在有效范围内且已正确赋值,尤其是子程序调用时参数传递是否匹配。
Q2: 不同数控系统(如FANUC、西门子、三菱)在宏程序调用和参数定义上有哪些关键差异,如何避免兼容性问题?
A2: 差异主要体现在变量语法、函数调用和控制结构上。FANUC通常使用#开头定义变量,G65调用宏程序;西门子用R参数,CALL或DEF/PROC定义子程序;三菱也有其独特的M代码调用和变量定义方式。避免兼容性问题,一是深入了解各系统编程手册,二是编写宏程序时尽量使用各系统都能理解的基础逻辑,避免高级或特有功能。移植时,必须逐行校对语法和变量映射。
Q3: 宏程序执行时,如果发现刀具路径与预期不符,甚至存在干涉风险,而机床没有立即报警,应该如何紧急处理并排查?
A3: 这种情况下,立即按下“急停”(EMERGENCY STOP)是首要任务,防止机床碰撞。之后,检查报警信息,如果没有报警,则需要进入程序界面,定位到当前执行的行。仔细检查宏程序中的几何计算、变量值(如当前位置#5001、#5002等)和运动指令,特别是涉及G00、G01、G02、G03的参数。通常是宏程序计算出的坐标值错误,或者刀补D/H值在宏程序中被意外修改。务必在空运行模式下充分验证所有宏程序,必要时采用单段执行逐步跟踪变量变化。







暂无评论内容