

🔥 实战痛点解析
刚入行的兄弟们,搞五轴后处理这块,最头疼的就是海德汉系统的程序格式适配。G指令、坐标值模态化、圆弧插补这些细节一不对,轻则跑空刀,重则直接撞机。更别说3+2和联动刀路的切换,参数没吃透,机器根本跑不出你想要的效果,效率更是谈不上。
📚 教程核心价值
硬核要点:本套教程手把手教你定制hyperMILL的海德汉五轴后处理,从基础的海德汉程序格式讲起,深入剖析行号、G指令、M指令以及坐标值模态化设置。重点突破init宏程序创建,解决FMAXbug,并优化摆头机床的3+2定位与联动刀路下刀方式,最终实现Vericut仿真验证,确保刀路安全高效。
| 教程深度:高级实战 | 软件环境:hyperMILL |
| 资源容量:13.05 GB | 适合人群:资深编程师、CAM工程师、数控调试员 |
| ⚠️ 排坑避雷:本教程基于 hyperMILL 录制,请确保电脑安装了同等或更高版本的软件,否则将无法打开练习图档! | |
📋 完整实录目录
⬇️ 目录总计 72 节,点击展开全部详细目录 ⬇️
1. 000_前言
| 1. VERICUT9.0培训课程介绍(1) |
| 2. 01-概况_recv |
| 3. 1_1. 制作一个用于测试的图档,可以包含各类刀路。用于后处理测试 |
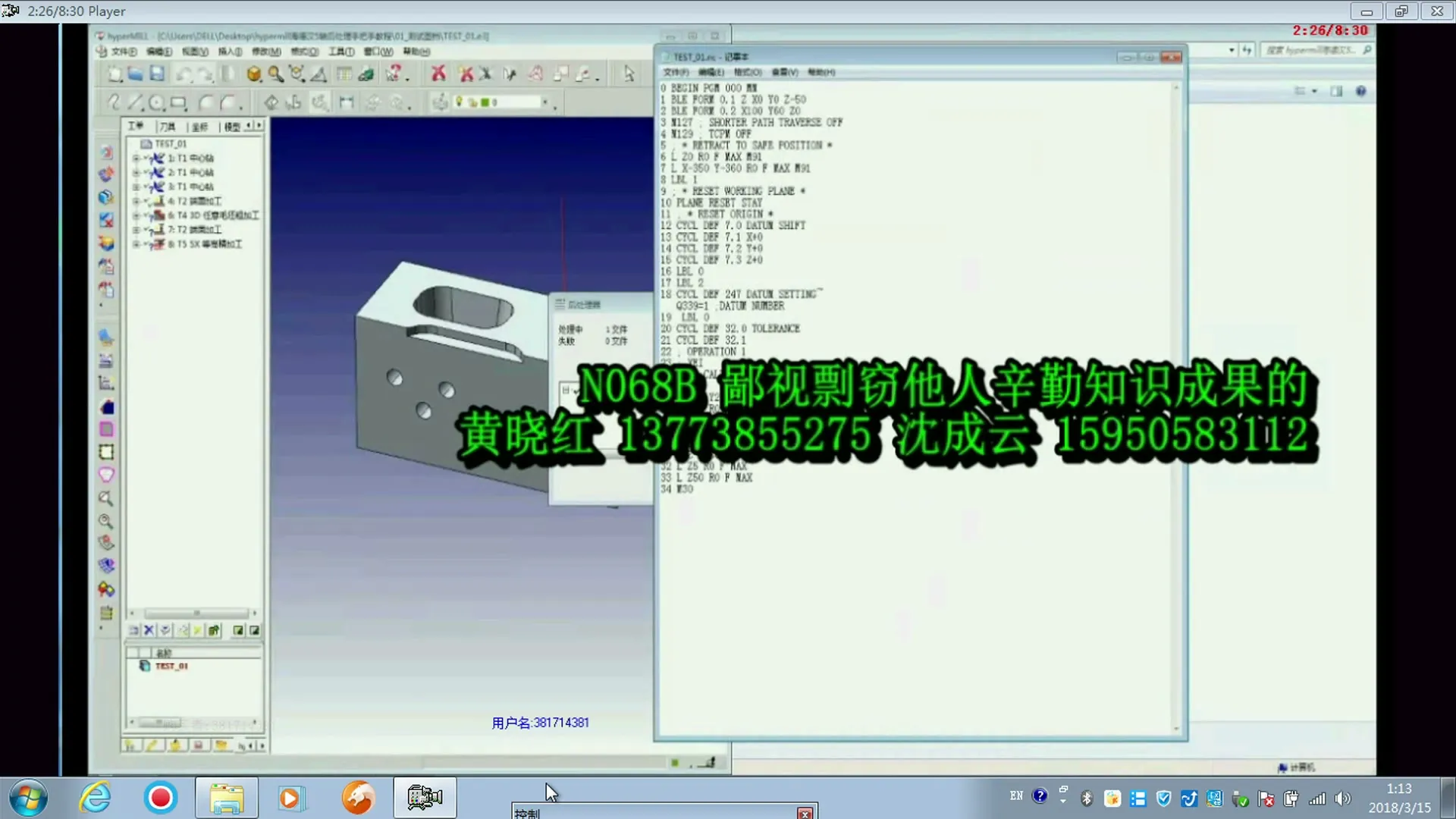
| 4. 1_2. 常规的海德汉程序格式讲解 |
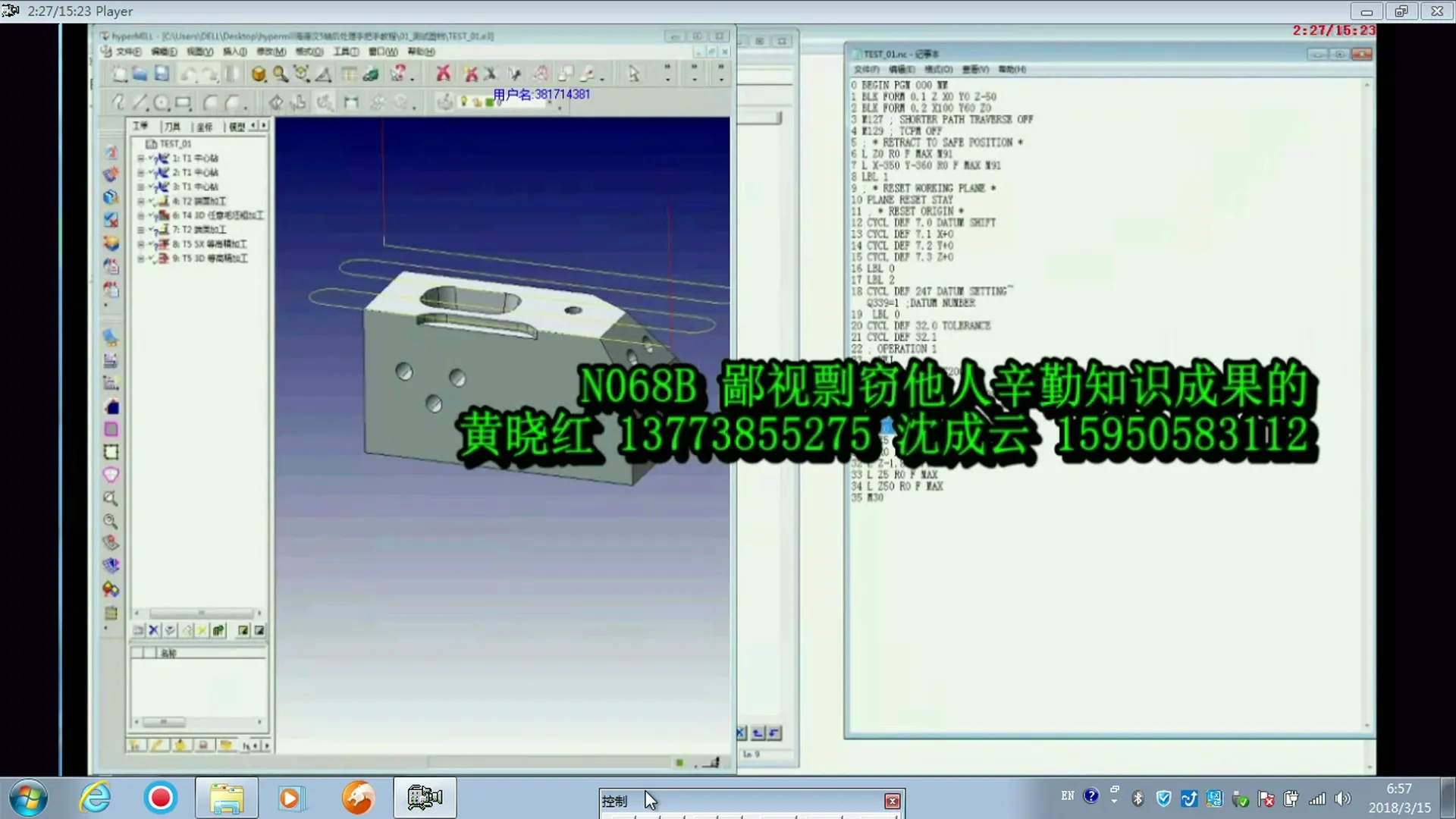
| 5. 1_3. 行号、G指令、坐标值模态化设置、M03、S、M08设置(A) |
| 6. 1_3. 行号、G指令、坐标值模态化设置、M03、S、M08设置(B) |
| 7. 1_4. 格式改为海德汉样式,程序头、换刀、G00、G01、圆弧运动 |
| 8. 1_5.1. 创建init宏程序,并初始化start_with_xy使3X下刀点先XY,再Z |
| 9. 1_5.2 解决 FMAX 的一些bug~1 |
| 10. 1_6. 使用隐藏的框架结构,调整XYZ坐标值的分行输出 |
| 11. 1_7. 换刀设置,中途换刀、第一次换刀、最后一次换刀、单次换刀的设置 |
| 12. 1_8. 程序头刀具清单的配置、换刀前输出一行刀具信息的配置,获取HM所有的可用系统变量,变量的使用 |
| 13. 02.1-模块介绍_recv |
| 14. 02.2-模块介绍-中文版_recv |
| 15. 2_1.1 利用MachineBuilder定义各种5轴机床的机床结构 |
| 16. 2_1.2 如何用CAD软件画好机床3D,导入MachineBuilder中建立机床模型及仿真机床 |
| 17. 2_2.1 建立5轴机床结构,并导入后处理中生效,使后处理拥有5轴功能 |
| 18. 2_2.2 消除5轴功能加入后的报警 |
| 19. 2_4. 完成最简单的RTCP5轴联动功能A |
| 20. 2_4. 完成最简单的RTCP5轴联动功能B |
| 21. 2_5. 5轴加工的开始点下刀修改,控制后处理下刀点先AB C旋转,然后XY移动到开始点上方,最后Z下刀 |
| 22. 2_6. 5轴加工的概念总结,RTCP(TCPM),最小距离旋转,加工面变换功能 |
| 23. 2_8. HM后处理中加工面变换的开启方法(3+2 PLANE功能) |
| 24. 2_9. 计算平面变换的坐标平移量datum shift |
| 25. 2_10. 计算平面变换的角度旋转量plane spatial |
| 26. 2_11. 配置输出平面转换指令datum shift 和 plane spatial 功能,使后处理支持3+2指令 |
| 27. 2_12. 利用判断语句,使得平面变换指令在合理的地方输出 |
| 28. 2_13. 添加刀路衔接之间的安全过渡 |
| 29. 2_14.1 添加必要时的 M129和M127 |
| 30. 2_14.2 修复一些bug |
| 31. 2_15. 添加 AB C 的锁紧与松开指令 |
| 32. 2_16. 钻孔循环的配置 |
| 33. 2_17. 攻丝循环的配置 |
| 34. 2_18. 镗孔、铰孔、深孔啄钻的配置A |
| 35. 2_18. 镗孔、铰孔、深孔啄钻的配置B |
| 36. 2_19. 5轴后处理中的联动钻孔介绍以及后处理现状 |
| 37. 2_20. 开启HM后处理中的联动钻孔功能 |
| 38. 2_21. 如何提取刀轨文件中的有用信息 |
| 39. 2_22. 从刀轨文件中提取刀路精度值,用于高速加工模式 |
| 40. 2_23. 后处理完成后的总结 |
| 41. 03-常用功能设置_recv |
| 42. 04-F进给率的重新设置_recv |
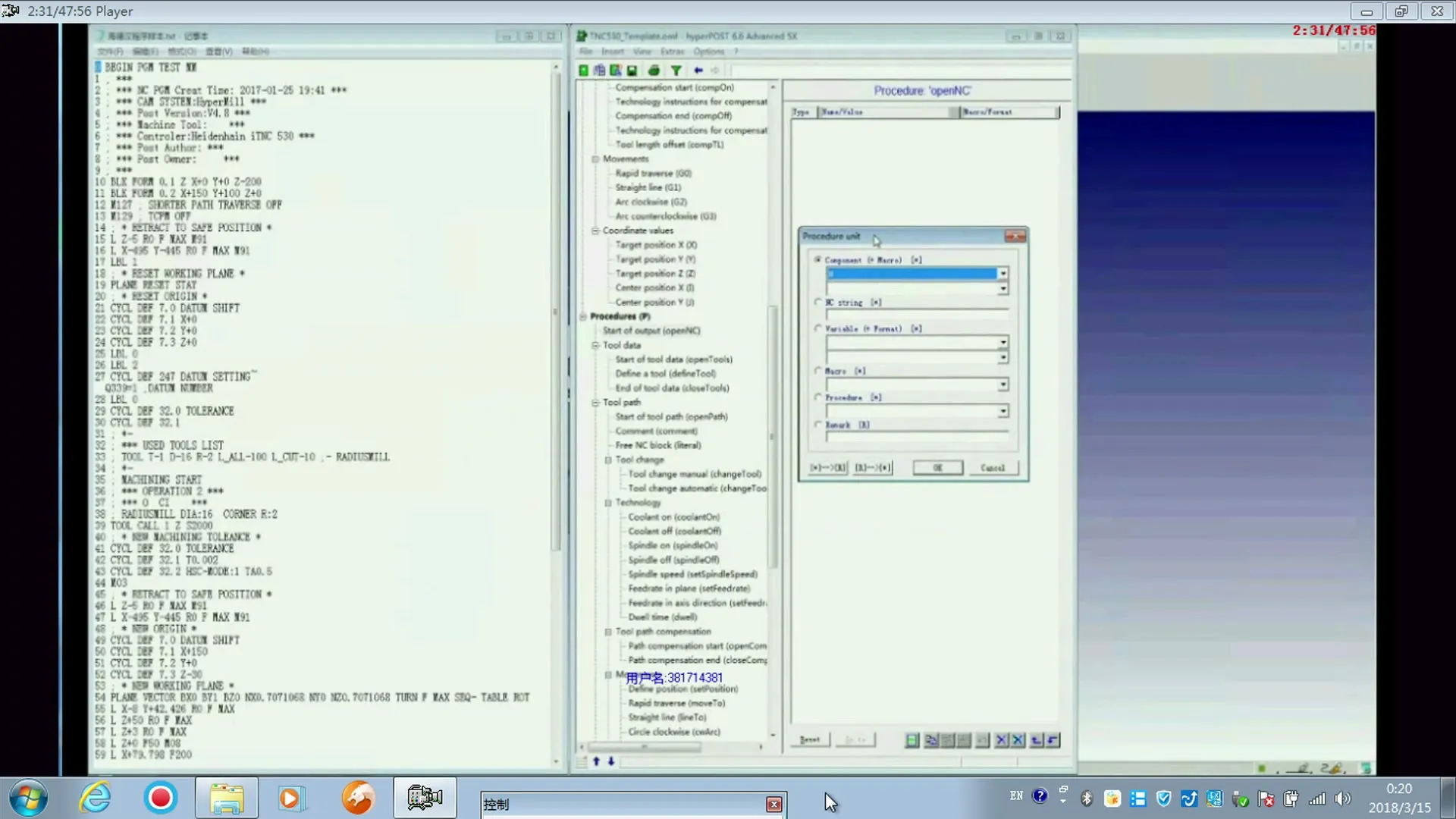
| 43. 05-程序头的定义-用户定义过程的使用_recv |
| 44. 06-换刀的4种控制形式_recv |
| 45. 07-宏和用户定义过程的介绍_recv |
| 46. 08-宏的功能_recv |
| 47. 09.1-用宏输出配置文件中的内容_recv |
| 48. 09.2-用宏输出配置文件中的内容-补充_recv |
| 49. 10-直接输出变量_recv |
| 50. 11-字符串判断和相等调转_recv |
| 51. 12-建立TNC530_00_编程工具介绍_recv |
| 52. 12-建立TNC530_01_recv |
| 53. 12-建立TNC530_02_recv |
| 54. 12-建立TNC530_03-子程序应用_recv |
| 55. 12-建立TNC530_04-语言文件的调用_recv |
| 56. 12-建立TNC530_05_recv |
| 57. 12-建立TNC530_06_recv |
| 58. 12-建立TNC530_07_recv |
| 59. 2019新增_01_通过宏程序将换刀前的一个多余3+2复位的去除_ |
| 60. 2019新增_02_刀心输出和刀尖输出的自动补偿_ |
| 61. 2019新增_03_刀具半径补偿的设置_RR_RL_R0_ |
| 62. 2019新增_04_如何获取所有循环的变量参数_如各类_钻孔_镗孔_螺旋钻孔_铰孔_等_ |
| 63. 2019新增_05_hyperMILL无缝连接Vericut进行程序仿真的配置和使用_ |
| 64. 2019新增_06_用Vericut仿真发现后处理编写过程中的bug并修改(3+2之前的复位)_ |
| 65. 2019新增_07_摆头机床换刀时摆头角度自动改变后的处理_ |
| 66. 2019新增_08_Vericut仿真摆头机床的3+2和联动刀路的下刀_ |
| 67. 2019新增_09_摆头机床的3+2和联动刀路的下刀方式的优化设置_ |
| 68. 2019新增_10_摆头机床的3+2和联动刀路的下刀方式的优化设置_补充_ |
| 69. 2019新增_11_Vericut仿真双摆台机床的3+2和联动刀路的下刀_ |
| 70. 2019新增_12_双摆台机床用3+2定位5轴联动刀路开始点的程序分析与设置_ |
| 71. HyperMIll与Vericut的连接_recv |
| 72. 后处理模板应用_recv |
📺 实机操作画面预览
🛠️ 核心干货提炼
海德汉程序格式精调
海德汉系统对G指令、模态化输出、圆弧插补有严格要求,学会精调后处理,能让生成的程序更精简、更符合机床特性,避免程序报错,提升机床读取效率。
五轴宏程序与摆头优化
掌握init宏的创建和FMAX bug规避,是解决五轴联动中各种疑难杂症的关键。针对摆头机床进行3+2和联动刀路的下刀方式优化,能有效提升加工效率与表面质量。
Vericut仿真与后处理联调
通过Vericut对定制后处理进行仿真验证,可以在实际加工前发现潜在的过切、干涉和撞机风险,大大缩短试切时间,确保五轴刀路万无一失。
💡 学习者 FAQ 解答
Q1: 海德汉后处理里,G指令和坐标值模态化输出经常出错,有什么高效的调试技巧吗?
A1: 调试海德汉后处理,关键是理解其程序结构和模态指令逻辑。可以从程序的“行号、G指令、M指令、坐标轴输出”入手,通过小段刀路反复测试不同运动模式下的程序代码,结合后处理自带的调试工具进行步进分析,很快就能定位问题。
Q2: 针对双摆台五轴机床,3+2定位和联动刀路的下刀方式该如何优化才能避免撞机或过切?
A2: 双摆台机床的下刀优化,核心在于精准控制刀轴矢量和进给点。对于3+2定位,要确保定位轴旋转到位后再进行Z轴下刀;对于联动刀路,则需精修后处理,通过调整刀具矢量输出策略和安全距离参数,进行干涉避让,配合Vericut仿真反复验证。
Q3: hyperMILL后处理中,FMAX的bug是怎么回事?怎么解决才能保证安全进给?
A3: FMAX bug通常与机床的最大进给限制有关,后处理在某些复杂刀路下可能无法正确识别并输出安全的进给值,导致机床超速。解决办法是深入后处理文件,找到FMAX相关的逻辑,通过添加条件判断或强制写入特定进给值来规避,确保进给量在机床允许范围内。
温馨提醒
本站所有资源都是通过百度网盘下载,请自备百度网盘账号




暂无评论内容