
🔥 实战痛点解析
很多学徒刚接触CK55这类数控车床,最头疼的就是对刀偏置总不准,要么过切,要么留余量太多。更别提写程序了,广数和发那科 G 代码的细微差别,一个字母搞错机床就给你报错停机。遇到一些复杂结构件,刀路怎么排才能效率高、表面好,还不容易撞刀?这些都是实打实的问题,光看手册肯定摸不透。
📚 教程核心价值
硬核要点:本教程聚焦CK55广数与发那科数控车床的实际操作与编程精髓。深入剖析对刀技巧、G/M代码应用、切削参数优化及刀路排布策略,助你吃透数控车削加工的底层逻辑,高效解决加工中的过切、振刀、精度不足等顽疾,全面提升实战能力。
| 教程深度:零基础入门 | 软件环境:FANUC 广数系统 |
| 资源容量:2.61 GB | 适合人群:数控车床初学者、操机员、技术进阶者 |
| ⚠️ 排坑避雷:新手容易混淆广数与发那科指令差异导致程序出错。 | |
📋 完整实录目录
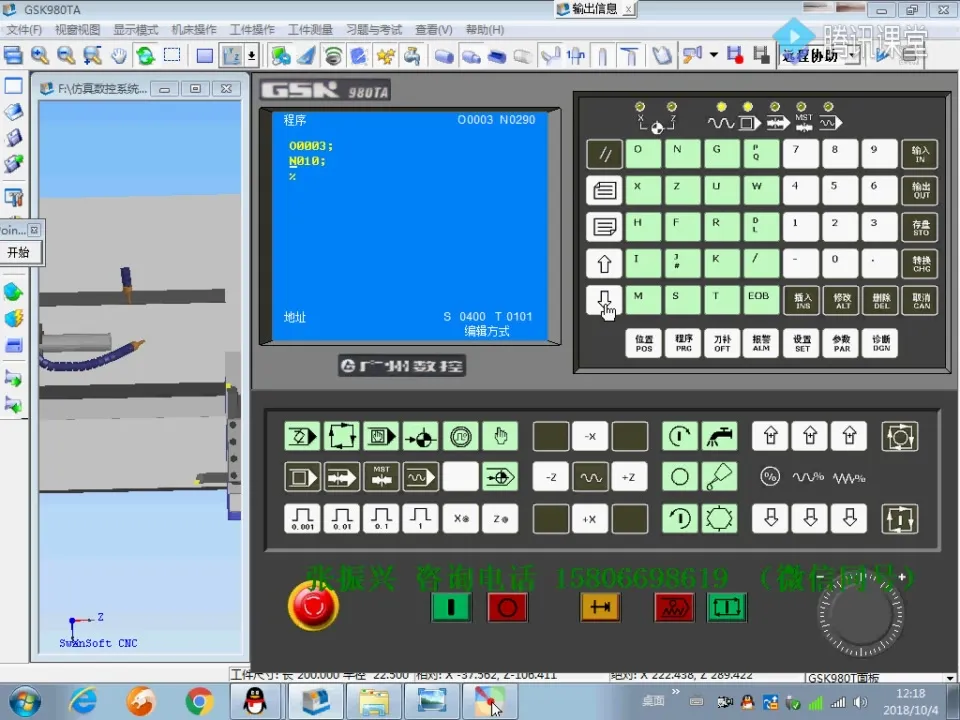
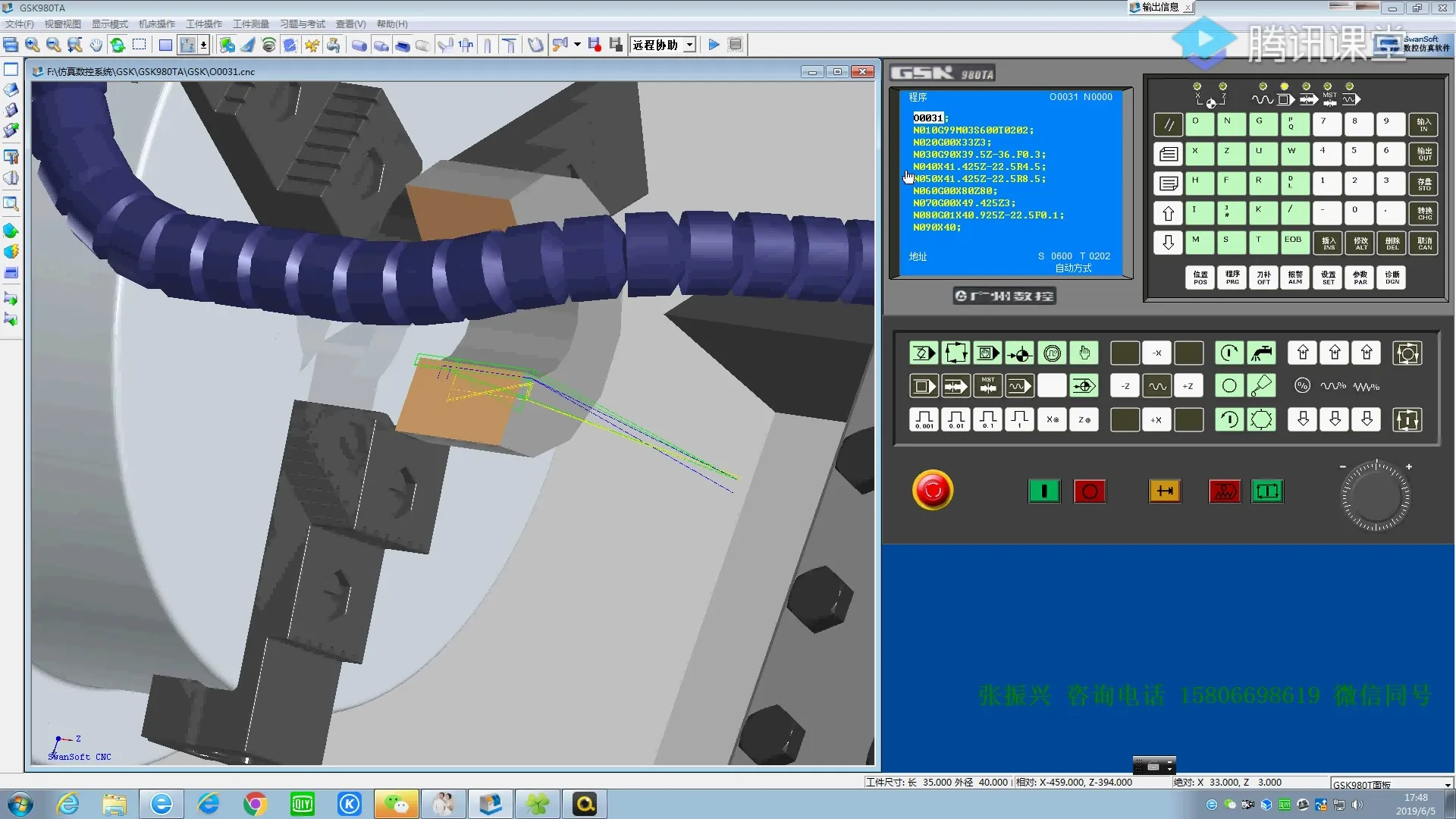
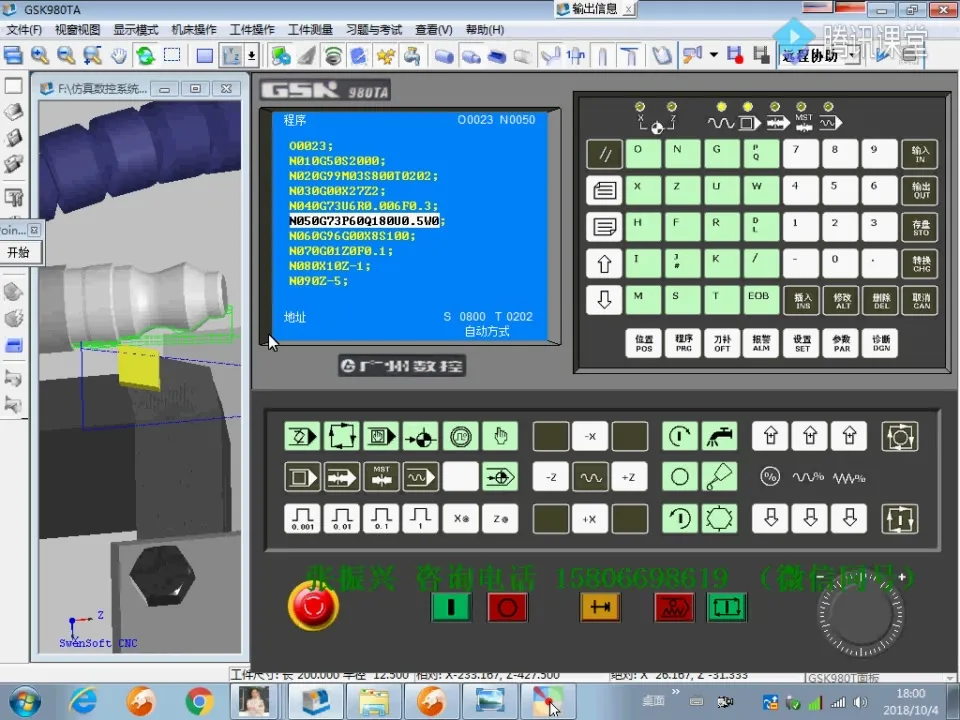
📺 实机操作画面预览
🛠️ 核心干货提炼
广数FANUC对刀补偿精讲
精准对刀是加工的基础。本部分详细讲解广数与FANUC系统下工件坐标系设置、刀具偏置补偿(长度与半径),确保加工尺寸精准,规避因对刀误差引起的过切或欠切,是老手们积累的饭碗绝活。
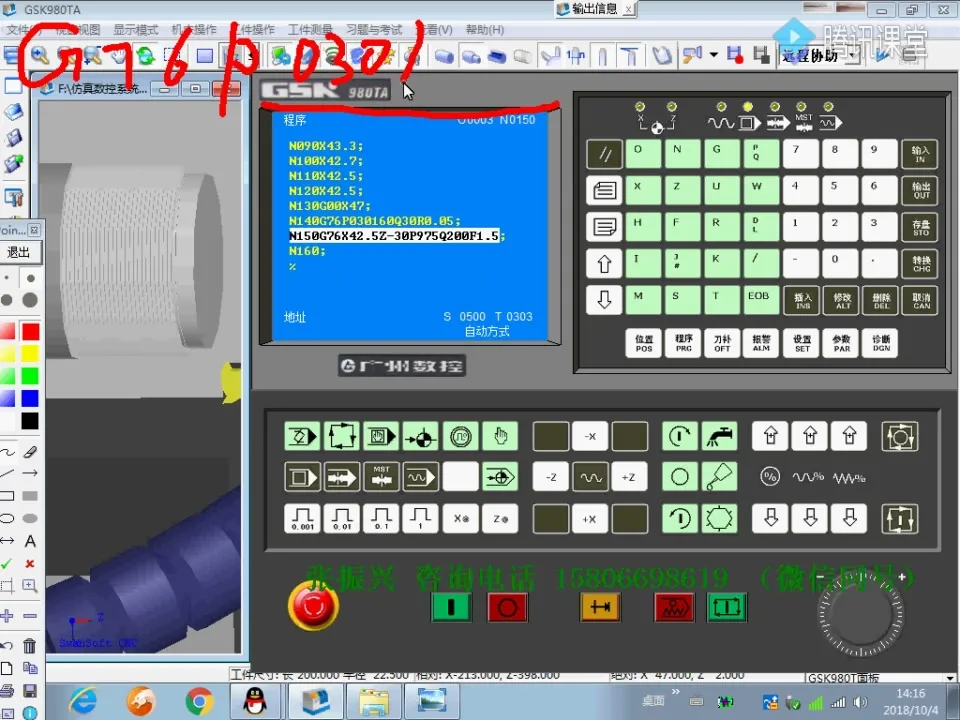
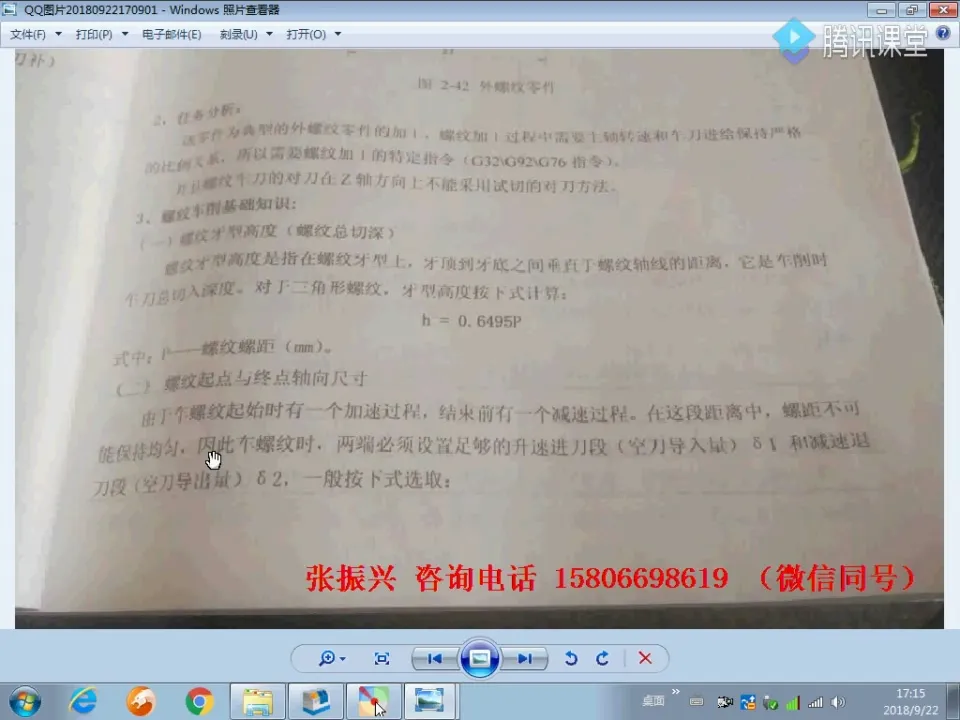
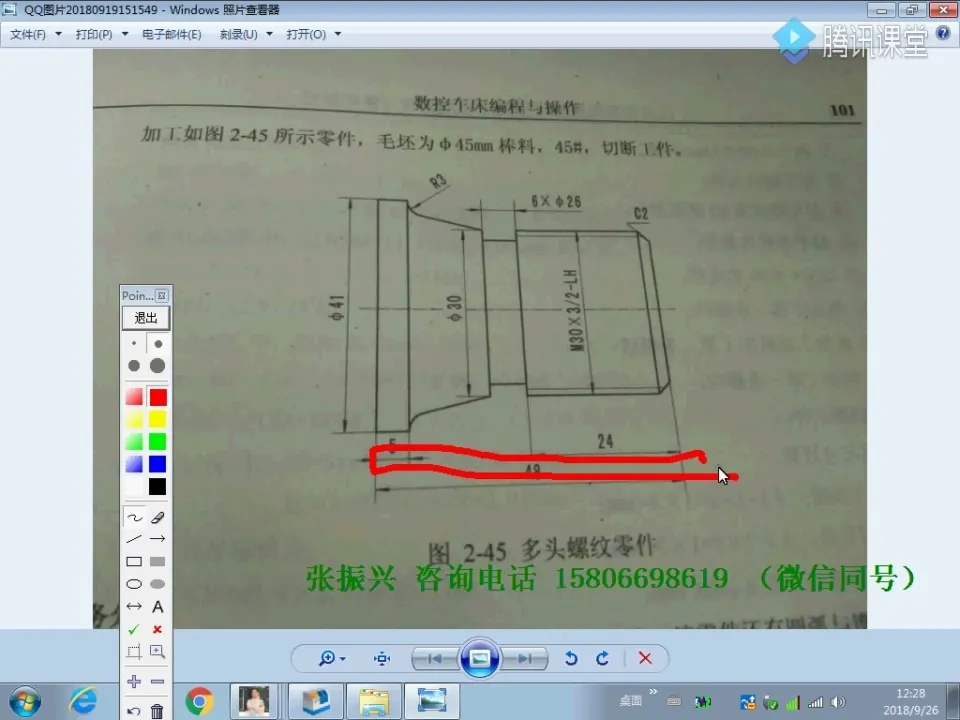
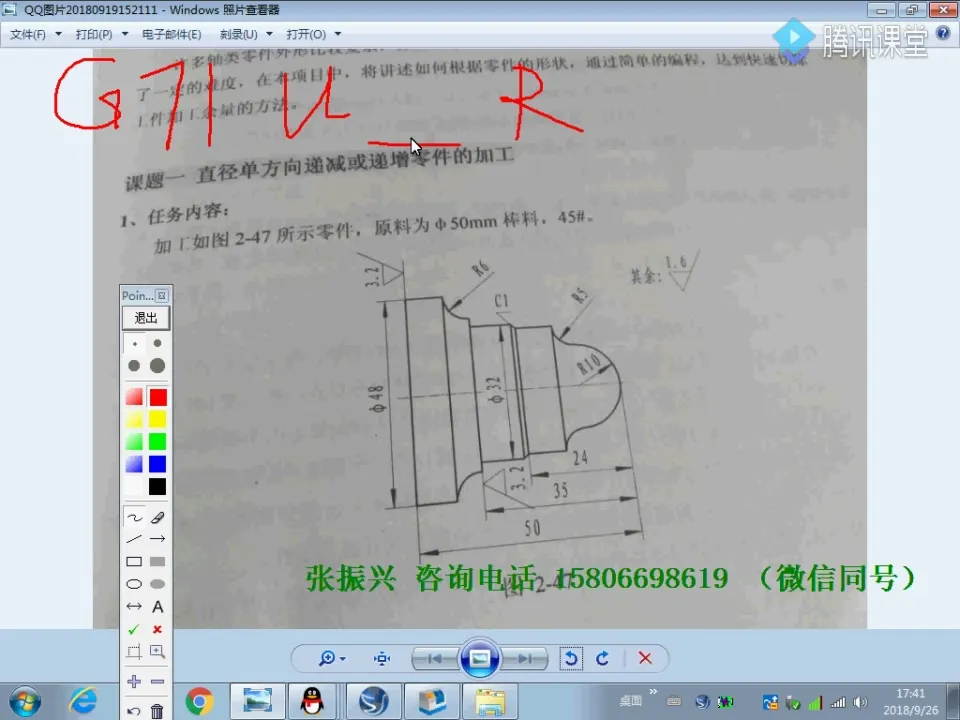
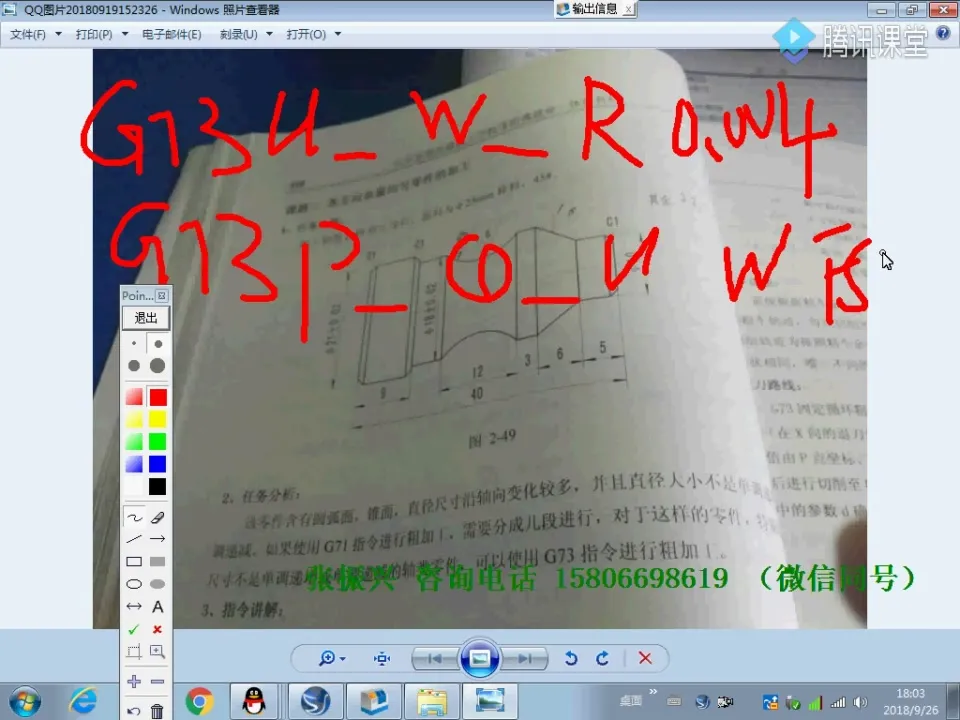
数控车削G代码深度解析
不仅仅是记住代码,更要理解每条G代码背后的机床运动逻辑。教程会结合案例,剖析常用G代码在粗精加工中的应用,尤其是循环指令与宏程序的灵活运用,大幅提升编程效率和程序可读性。
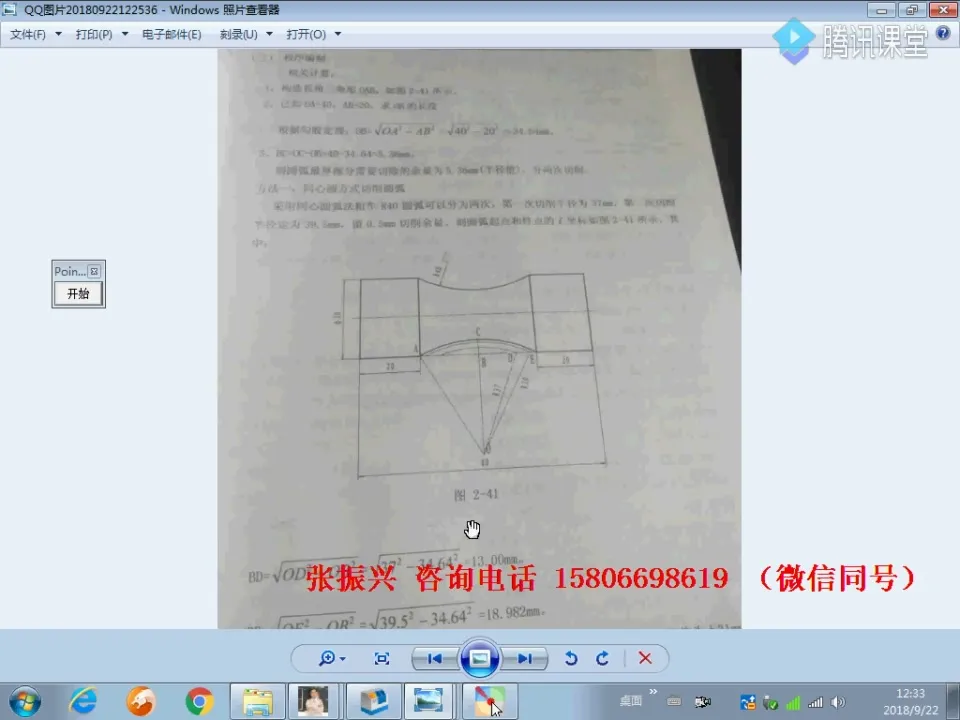
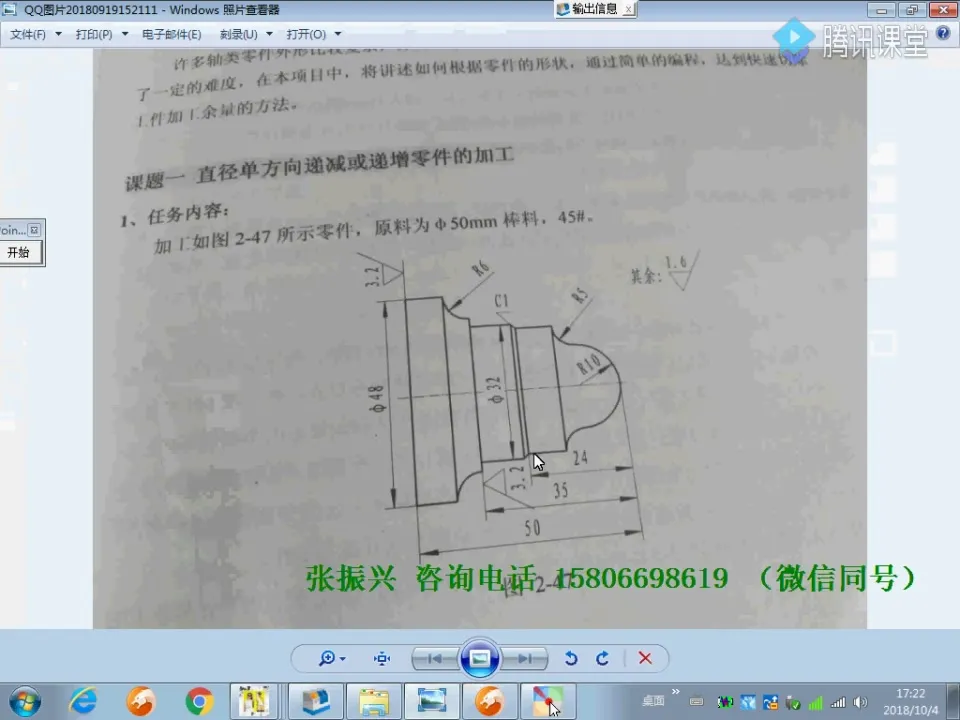
复杂零件切削工艺优化
针对不同材料和结构特点,如何选择合适的吃刀量、进给量和主轴转速?这里会传授如何通过调整切削参数来控制表面粗糙度、避免切削振动、延长刀具寿命,打造出商业级的零件品质。
💡 学习者 FAQ 解答
Q1: 新手在广数或发那科系统进行对刀时,常犯的错误有哪些,如何避免?
A1: 新手最易错的是混淆G50和G92的用法,或者刀补方向搞反。记住,G50是设定最高转速,而G92是设定工件坐标系。对刀时务必先用手动模式找到参考点,再通过G54等设定工件零点,刀补的输入一定要检查正负号与刀尖方向。
Q2: 在车削过程中经常出现刀具振动和表面粗糙度不达标,这通常是什么原因造成的?
A2: 振动和粗糙度不达标多半是切削参数不合理或装夹刚性不足。首先检查刀具是否伸出过长、夹紧是否牢固。然后调整吃刀量和进给量,适当降低主轴转速,必要时考虑更改刀具牌号或切削液类型,甚至尝试带弹性夹头增加支撑。
Q3: 如何在FANUC和广数系统之间,更高效地进行程序迁移和修改,减少不兼容问题?
A3: FANUC和广数在基础G代码上大部分兼容,但宏程序、固定循环和一些M代码有差异。迁移时,先对比两套系统的编程手册,对差异部分进行手动修改或编写子程序。最重要的是,要理解指令的实际功能,而不是死记硬背,这样才能灵活应对不同系统。
温馨提醒
本站所有资源都是通过百度网盘下载,请自备百度网盘账号





- 最新
- 最热
查看全部