数控车宏程序精解:复杂零件加工利器
在数控车间里,面对那些几何形状复杂、重复性高或需要参数化调整的零件,手动编程或简单的G代码往往捉襟见肘,效率低下且容易出错。这时,数控车宏程序就成了我们攻克这类加工难题的撒手锏。它能将一系列操作封装成一个可变动的子程序,通过参数输入,实现灵活调用,大大提升了编程效率和加工精度。对于追求极致效率与加工弹性的老手来说,掌握宏程序是进阶的必由之路,也是提升车间整体生产力的关键。
宏程序的核心价值与应用场景
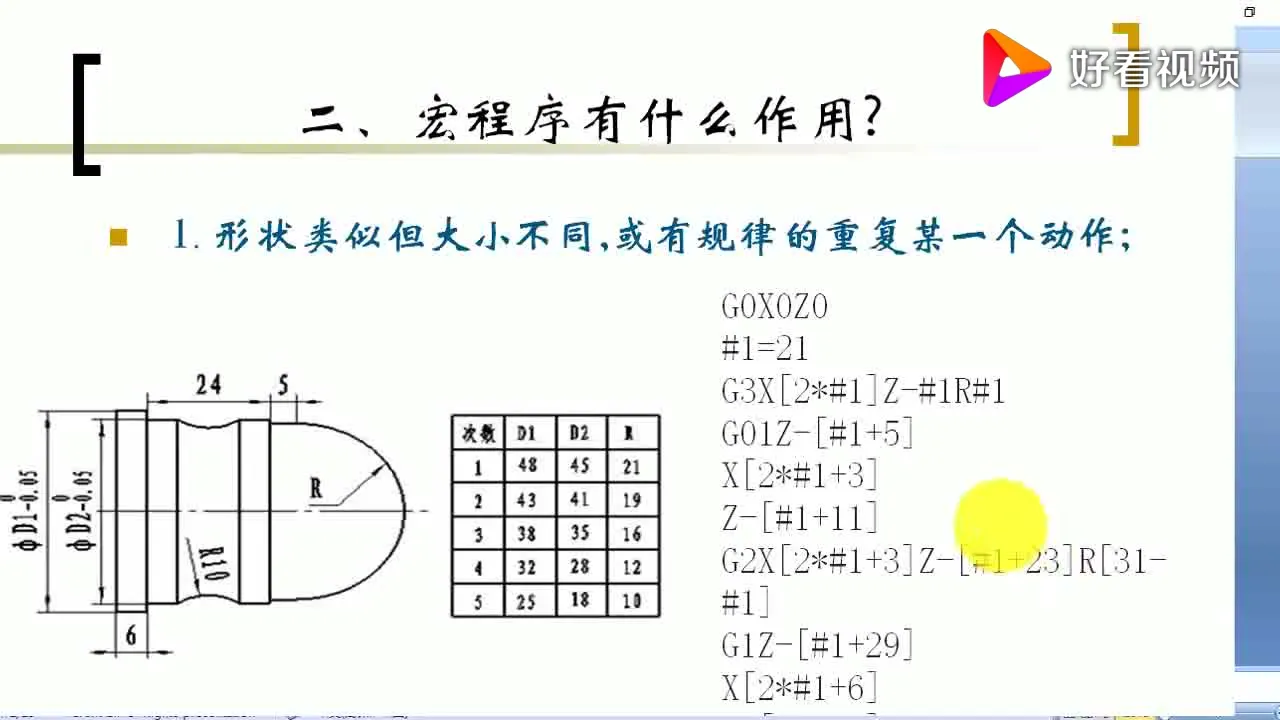
宏程序的核心在于其强大的变量运算和逻辑判断能力。它允许我们定义变量、进行数学运算、实现条件跳转和循环,从而编写出高度自动化、适应性强的加工代码。这不仅仅是编程效率的提升,更是对机床潜能的深度挖掘。例如,在加工一系列不同直径但槽型一致的工件时,只需修改一个宏程序变量,即可快速生成新的加工轨迹,避免了重复编写。对于刀具磨损补偿、复杂曲面逼近、变螺距螺纹加工,甚至是自定义循环的实现,宏程序都展现出无可比拟的优势。CNC自学网(cnczxw.com)提供了大量宏程序实例和教程,是学习和提升的好去处。
变量定义与运算的底层逻辑
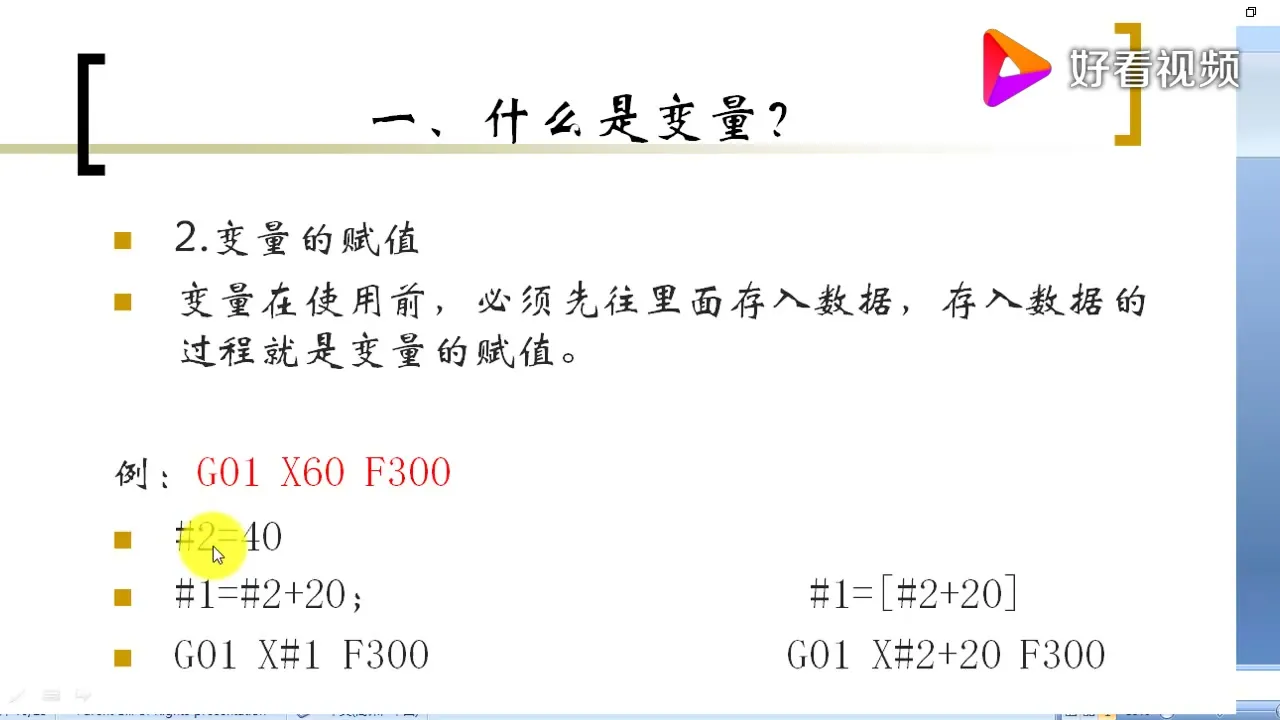
数控车宏程序中的变量,按其作用范围可分为局部变量(#1~#33)和全局变量(#100~#199,#500~#999)。局部变量在宏程序调用结束后会被清除,适用于临时计算;而全局变量则会保留其值,可用于跨程序的数据传递或作为状态标志。宏程序能够进行四则运算、三角函数运算、平方根等复杂数学操作,结合IF-THEN、GOTO、WHILE-DO-END等逻辑控制语句,能模拟出非常复杂的决策过程。比如,通过判断当前刀具位置和目标尺寸,动态调整吃刀量,或者根据材料硬度自动调整进给速度,实现刀路优化,避免过切。
宏程序的结构与调用机制
一个典型的宏程序通常由一个主程序块(O9000~O9999)构成,通过G65指令带参数调用。G65指令不仅能调用宏程序,还能传递参数,这些参数在宏程序内部会被映射到预设的变量(如A对应#1,B对应#2等)。理解这种参数传递机制是编写高效宏程序的关键。例如,G65 P9001 A10.0 B2.0 F0.1,就是调用名为O9001的宏程序,并传入A=10.0,B=2.0,F=0.1等参数。宏程序的嵌套调用也提升了其模块化程度,允许将复杂任务分解成多个子宏程序协同工作。深入研究数控车宏程序的调用与结构,能帮助我们更好地设计和组织程序。
宏程序在刀路优化中的实践
在实际加工中,宏程序常用于提升刀路质量和效率。例如,利用宏程序实现自适应进给控制:通过监测主轴负载或扭矩,宏程序可以动态调整进给速度,确保刀具在切削过程中始终保持最佳负载,既能提高加工效率,又能有效延长刀具寿命,同时还能避免因负载过大导致的刀具崩刃或机床振动。此外,宏程序也常用于实现倒角、R角补偿、螺纹退刀槽等特种刀路的自动化生成,极大地减轻了编程负担,减少了人工干预可能带来的误差。
常见陷阱与调试技巧
编写宏程序并非一劳永逸,常见的陷阱包括变量未初始化、逻辑判断错误导致的死循环、数值溢出,以及子程序调用参数传递错误等。调试宏程序时,通常需要结合机床的单段、空运行功能,配合变量显示界面,逐句跟踪程序执行流程和变量值的变化。更高级的调试手段包括使用专用仿真软件进行离线验证,或在机床控制面板上逐步执行,观察每一步的变量状态。排查这些问题,如同排除机床故障,需要耐心与严谨。
💡 学习者 FAQ 解答
Q1: FANUC数控车床在执行宏程序时,出现报警代码113或114,显示“变量溢出”或“未定义变量”,是什么原因?
A1: 报警113通常是变量计算结果超出其最大/最小存储范围(例如,一个期望整数的变量被赋值为浮点数,或结果过大/过小)。114则是你试图读取或写入一个未在宏程序中声明或初始化的变量。检查宏程序中的所有数学运算和赋值语句,确保变量在被使用前都已被赋予有效值,并且计算结果不会超出数控系统允许的数值范围。局部变量在G65调用结束后会被清空,全局变量可能被意外修改,也要留意。
Q2: 我的宏程序包含复杂的WHILE循环和大量计算,导致机床执行时卡顿或步进不顺畅,如何优化?
A2: 这种现象通常是由于宏程序在实时插补过程中进行了过多的复杂运算,占用了主控CPU资源。优化策略包括:尽量将能预先计算好的值在程序开头计算一次,而不是在每个循环步都重复计算;减少循环内的IF-THEN判断嵌套层数;考虑是否能用内置的G代码循环(如G71、G72等)替代部分宏程序功能,以利用机床控制器硬件加速。必要时,可尝试拆分复杂宏程序为多个小宏程序,或者简化数学模型。
Q3: 在使用G65调用宏程序并传递参数时,发现参数值没有正确传递到宏程序内部,或者导致M代码执行异常,这是什么问题?
A3: 首先检查G65指令后的参数字母是否与宏程序内部变量的映射关系一致(例如,A对应#1,B对应#2)。其次,确认G65调用的宏程序号P后面是否正确跟上了宏程序号。如果M代码执行异常,可能是宏程序中的M代码与主程序或机床PLC的M代码冲突,或者M代码的执行时序被宏程序的连续指令打乱。检查机床参数设置中关于M代码的等待时间或同步模式,确保宏程序中的M代码能被正确识别和执行。有时,G65 L0指令可以用于清除剩余的参数栈,避免对后续程序产生干扰。






暂无评论内容