

SINUMERIK ONE调试入门:虚拟环境与数字孪生挑战
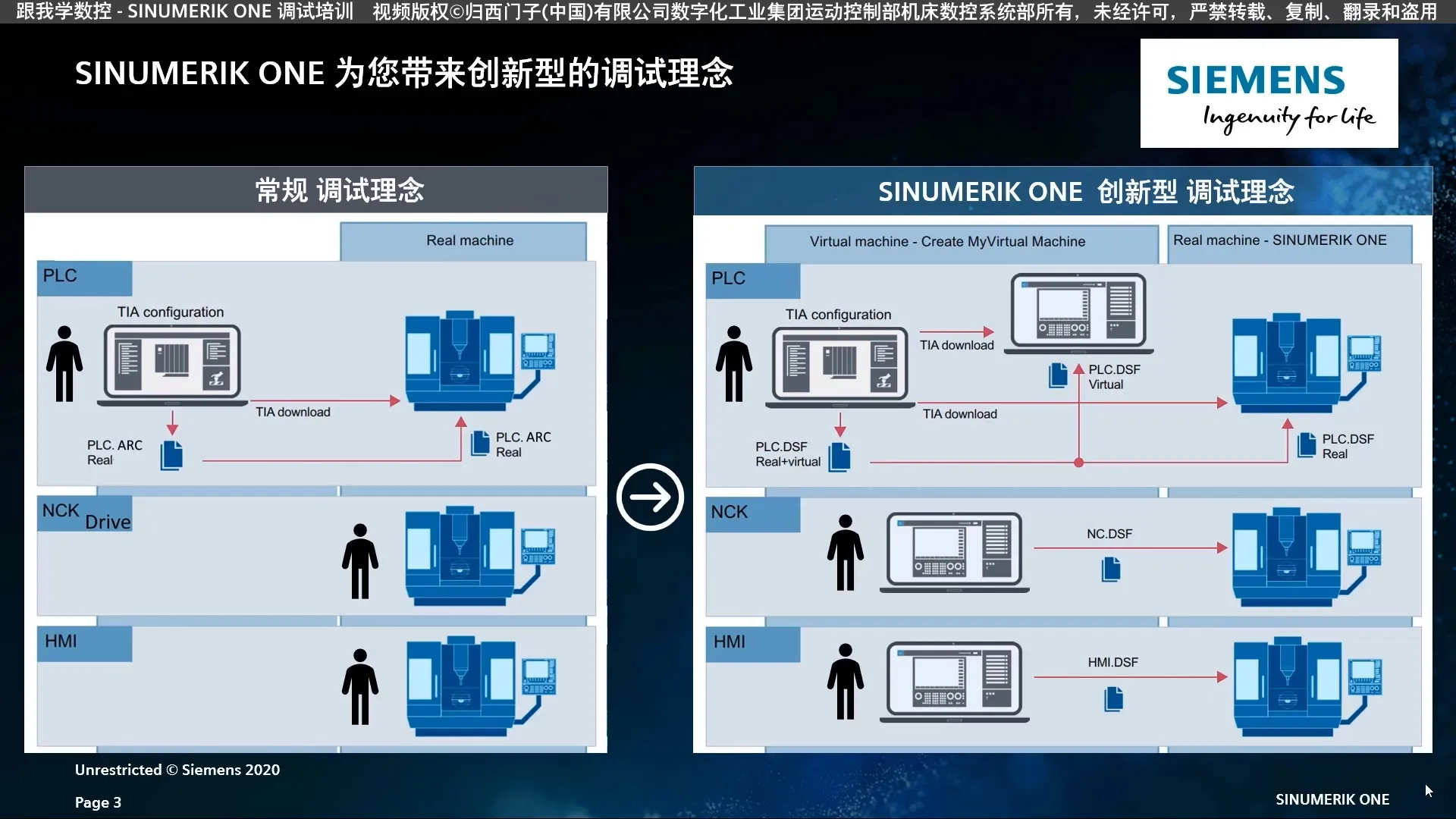
初次接触SINUMERIK ONE的调试,最让人头疼的莫过于其全新的数字孪生(Digital Twin)集成与虚拟Commissioning的同步问题。以往咱们习惯了直接在物理机床上搞定,现在先得在NX MCD或SIMIT环境下把模型跑通,这中间的参数映射和信号交互,要是理解不透,那绝对是事倍功半。
我发现,很多新手在拿到SINUMERIK ONE系统后,直接就奔着硬件去了。其实不然,咱们首先得深入理解其“全面数字化”的理念。这意味着G代码、刀具路径、机床动力学模型,甚至PMC程序,都可以在虚拟世界里进行预演。这不光是为了炫技,而是为了在实际投产前,把所有潜在的干涉、过切、报警,甚至循环时间优化,都提前处理掉。我建议,起步阶段一定要花时间去熟悉Startdrive和TIA Portal,它们是配置驱动和PLC的关键。不要急着上电,先在软件里把驱动轴的电机类型、编码器、抱闸功能这些基础参数都匹配好。
调试核心:驱动优化与PLC集成
驱动参数精调的底层逻辑
SINUMERIK ONE的调试,驱动部分是重中之重。它不像一些老系统,调几个P参数就差不多。ONE系统要求对整个运动控制链条有更深的理解,尤其是关于DCC(Drive Control Chart)的配置和优化。我建议在进行实际伺服轴调优时,务必先进行系统的自动辨识(Autotuning),获取电机的基本惯量和负载数据。但这只是第一步,很多时候,自动辨识出来的PID参数,对于复杂工况或者高精度加工,仍然不够完美。这时就需要咱们手动介入,比如在高速切削时,如果出现振动,咱们可能需要微调速度环的Kp、Tn,甚至引入前馈控制来减少跟踪误差。咱们要记住,好的驱动调试,不仅要保证响应速度快,更要保证平稳性,避免超调和振荡,特别是加工一些曲面轮廓,细微的抖动都会反映在工件表面粗糙度上。
在调试过程中,咱们经常会遇到一些运动学上的“疑难杂症”,比如多轴联动时的插补精度问题,或者启动/停止时的冲击。这往往不是单个参数的问题,而是整个控制策略的优化。这里可以参考 实战参考,里面有更详细的西门子官方调试指南和案例分析。通过学习,咱们能更好地理解如何利用SINUMERIK ONE的诊断功能,比如追踪功能(Trace),来实时监测电机电流、速度、位置偏差等,这对于精准定位问题源头至关重要。
PLC与安全集成:保障生产基石
PLC程序的调试与SINUMERIK ONE的NC核紧密耦合。咱们常用的TIA Portal集成了PLC编程和HMI组态,让整个系统调试更为流畅。我发现,很多新手在这里容易犯错,比如安全集成方面。SINUMERIK ONE集成的Safety Integrated功能,要求对F-CPU(故障安全CPU)和安全模块的配置有清晰的认识。我建议在编写安全程序时,一定要严格遵循功能安全标准,并进行彻底的测试,确保急停、防护门、两手操作等安全功能能够正确响应。这不仅仅是合规性要求,更是保护咱们操作人员和昂贵设备的关键。
调试时,咱们需要频繁地在NCK(数控内核)和PLC之间切换,查看信号状态。利用TIA Portal的在线功能,咱们可以实时监控PLC的输入输出状态,以及NCK的通道状态字和轴状态字。这些状态字就像机器的“心电图”,能告诉咱们它现在在做什么,有没有异常。记住,清晰的PLC程序结构和详细的注释,能大大提高调试效率,尤其是在排查复杂逻辑问题时。CNC自学网提供了丰富的西门子PLC编程实例,对于提升这方面的技能非常有帮助。
调试SINUMERIK ONE,它不只是一套系统,更是一种全新的工作流。掌握好虚拟调试,精通驱动参数,玩转PLC与安全集成,才能真正发挥它的潜力,为车间带来实实在在的效益。本文技术要点源自:《SINUMERIK ONE 西门子数控调试培训》原文完整版,建议收藏研究。
💡 学习者 FAQ 解答
Q1: SINUMERIK ONE调试时,机床启动报错“120202 Axis %1 enable signal missing”,该如何排查?
A1: 这个报错通常指向驱动使能信号缺失。咱们得从几个方面查起:首先,确认安全链是否完整,急停按钮、防护门开关等是否正常闭合,安全PLC是否有输出使能信号;其次,检查NCK与驱动的通讯是否正常,PROFINET通讯线缆有无松动或损坏;最后,进入Startdrive查看对应轴的驱动状态,检查驱动器本身有无报警,以及其使能端子是否接通了正确的24V信号。我建议咱们用TIA Portal在线监控安全PLC的输出状态,确认安全使能信号确实送达了驱动器。
Q2: SINUMERIK ONE系统进行多轴联动补偿(如Hirth联轴器补偿)时,精度总是达不到要求,有什么高效的调优方法吗?
A2: 多轴联动补偿精度差,这通常不是单个参数能解决的。咱们首先要确保各个轴的机械间隙和反向间隙已经补偿到位。对于Hirth联轴器这类机械补偿,需要反复进行测量和补偿值输入。我发现,仅仅依靠静态补偿还不够,必须结合SINUMERIK ONE的动态补偿功能,比如利用G代码中的MEASURE_COMPENSATION命令来实际测量和优化。更深层的是,要考虑机床本身的几何精度和热变形。咱们在调试时,应该利用系统自带的诊断功能,如轴位置跟踪误差(Lag Error)进行实时监测,并根据实际加工结果,微调耦合轴的刚度参数和前馈控制增益,甚至可能需要调整插补周期,以达到最佳动态响应和精度。别忘了CNC自学网里有关于高级运动学补偿的专题讨论,可以深入学习。
Q3: 在SINUMERIK ONE进行高速高精加工时,工件表面出现明显的振纹,如何通过调试改善?
A3: 振纹问题是高速高精加工的常见挑战。首先,检查机床的机械状态,如刀具夹持、主轴动平衡、丝杠和导轨的预紧力及磨损情况。这些机械因素是基础。在系统层面,咱们得聚焦驱动参数。我建议先降低速度环的Kp(比例增益),但别降太多以免影响响应,同时适当增加Tn(积分时间),减小电流环的Kp,这有助于抑制高频振动。利用SINUMERIK ONE的Trace功能,监测主轴和进给轴的电流、速度、位置误差波形,观察振动的频率和幅度。如果振动频率和电机固有频率接近,可能需要调整陷波滤波器(Notch Filter)的频率和带宽,来衰减特定频率的振动。此外,检查G代码中的平滑功能(如COMPCAD)是否开启,以及其平滑系数设置是否合理,过大的平滑量会损失精度,过小则可能无法有效抑制振动。








暂无评论内容