NX 12多轴精加工深度剖析
在复杂零件的制造过程中,多轴加工中的刀路干涉与过切一直是困扰编程员的核心难题。NX 12作为一款功能强大的集成式CAD/CAM/CAE解决方案,其多轴加工模块在应对这些挑战时展现出卓越的能力。对于寻求突破传统三轴加工瓶颈,追求更高精度、更复杂几何体加工效率的编程工程师而言,深入理解NX 12的三轴、四轴乃至五轴联动策略至关重要。
三轴加工的优化策略与进阶应用
虽然主题侧重多轴,但NX 12在三轴加工方面同样提供了丰富的优化工具,为多轴打下坚实基础。对于模具型腔、复杂曲面等,编程工程师利用NX 12的“高速切削”模块能有效提升加工效率并延长刀具寿命。特别是其“残料清除”功能,结合智能进刀退刀和摆线铣削策略,可以精准识别并移除前序工序留下的残余材料,避免空切和重复加工。在精加工阶段,NX 12提供多种光顺刀路策略,如流线驱动、等高驱动等,通过精细的步距和圆弧拟合,确保表面质量达到设计要求,同时有效控制刀具负载,避免振纹。
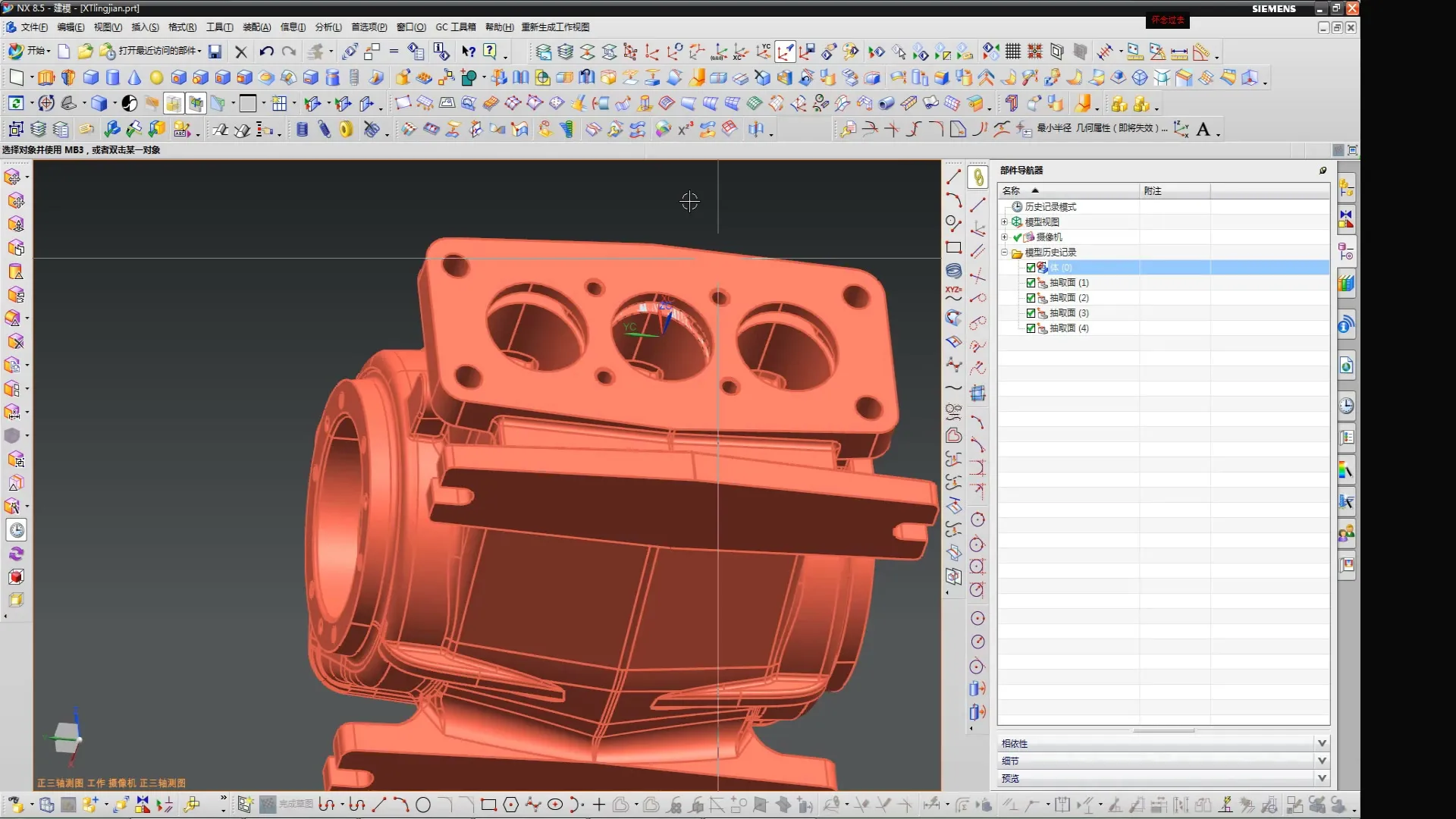
四轴联动:克服复杂曲面加工瓶颈
当零件几何体无法通过三轴一次性加工完成时,四轴联动便成为关键。NX 12的四轴模块能够灵活处理旋转轴的索引定位加工(分度加工)和同步联动加工。在索引加工中,我们利用第四轴分度定位,在多个方位进行三轴加工。而在联动加工中,第四轴与XYZ轴同步运动,实现环形、螺旋形等复杂特征的连续加工。例如,对于涡轮叶片或螺旋槽类零件,NX 12可以生成平滑且无干涉的四轴连续刀路,确保刀具在整个加工过程中始终保持最佳切削姿态,提高切削效率并降低刀具磨损。
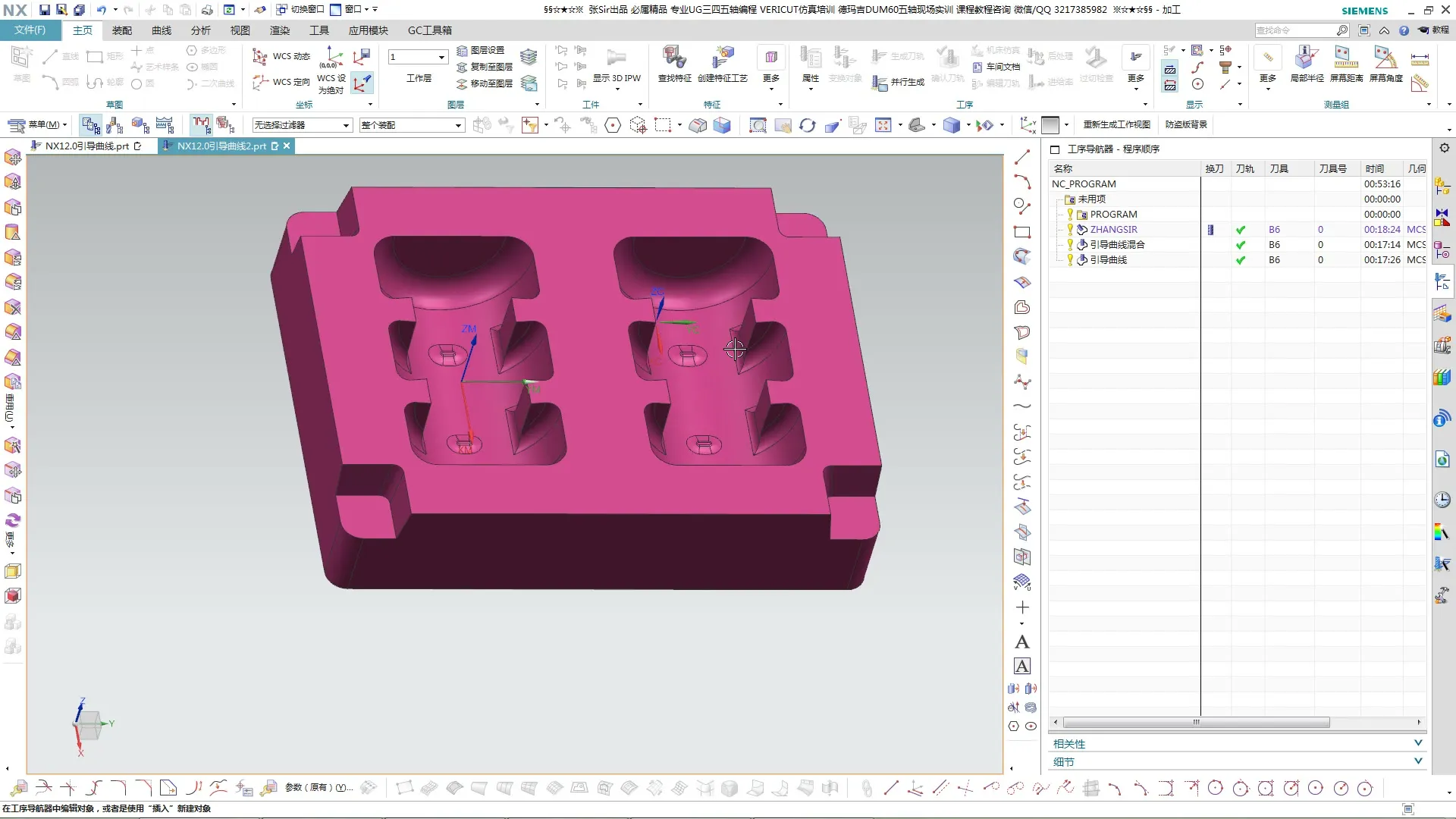
五轴联动:突破极限与刀具路径生成
五轴加工是现代制造的巅峰,NX 12在五轴联动方面提供了极高的灵活性与控制力。其核心在于“刀轴矢量控制”与“干涉避让”策略。编程工程师可以根据零件曲面形状和刀具类型,灵活定义刀具的倾斜角度和侧倾角度,确保刀具触点在整个加工区域内保持一致,实现最佳切削条件。对于复杂的叶轮、整体叶盘等零件,NX 12的“多轴粗加工”和“多轴精加工”模块能自动计算并生成无干涉的刀具路径,有效避免刀具、刀柄甚至主轴与工件或夹具发生碰撞。同时,NX 12支持各种五轴刀路类型,如流线切削、曲线驱动、曲面驱动等,满足不同加工需求。掌握这些高级功能,对提升加工效率和产品质量具有决定性作用,而深入的学习资源,如NX 12三轴四轴五轴精品,能提供宝贵的实践指导。
后处理与仿真:确保加工安全与精度
再完美的刀路,也需要正确的后处理才能转化为机床可识别的G代码。NX 12强大的后处理构造器允许编程工程师根据特定机床的运动学模型和控制器类型,定制专属的后处理文件。这不仅包括基本的轴映射、G/M代码输出,更涉及到五轴机床的TCP(Tool Center Point)控制、RTCP(Rotational Tool Center Point)补偿、轴限位管理以及G代码平滑输出。通过NX 12集成的机床仿真功能,编程员可以在实际加工前对生成的G代码进行虚拟验证,直观检查刀路、夹具、机床运动是否存在干涉、超程或过切风险。这种虚拟调试极大地降低了试切成本和风险,确保了首件成功率。
熟练运用NX 12的多轴功能,并结合系统化的学习,例如在CNC自学网上获取更多资源,能够显著提升编程效率和加工质量,尤其是在处理高附加值、高精度零件时,其优势更加明显。推荐各位编程工程师深入研究NX 12三轴四轴五轴精品,以解锁更多高级技能。
💡 学习者 FAQ 解答
Q1: 五轴机床G68.2刚体旋转指令报警3020,如何排查坐标系定义?
A1: 这个问题通常指向WORK OFFSET或刀具中心点TCP的G68.2定义冲突。检查机床零点、工件坐标系G54-G59以及刀具长度补偿G43的设定,确保它们在旋转操作前已正确更新到主控系统。同时,检查FANUC系统参数1969和1970是否允许G68.2的独立坐标系旋转,并确认旋转中心是否与实际期望位置匹配。若不匹配,可能需要调整G68.2指令中的P、Q、R参数或旋转前工件坐标系的定义。
Q2: 在NX CAM中,五轴联动策略生成刀路后,机床仿真出现“轴超限”报警,是什么原因?
A2: 轴超限报警常发生于刀具倾角过大或零件几何体导致机床轴移动至其物理行程极限。首先检查NX CAM中定义的机床运动限位是否与实际机床参数一致。其次,优化刀轴矢量,通过调整倾斜角度、侧倾角或使用最小倾角策略,规避特定区域的轴限位。考虑在特定区域使用分段加工或不同刀具。此外,检查后处理是否正确映射了NX CAM的刀轴矢量到机床轴,尤其对于带龙门结构的五轴机床,轴配置的正确性至关重要。
Q3: 高速切削三轴刀路,出现“过切”现象,但仿真无报警,如何处理?
A3: 仿真无报警但实际过切,这通常是由于后处理精度不足或机床动态响应滞后导致。首先,检查后处理输出的G代码圆弧插补精度,是否将小线段拟合成大圆弧,尤其是在曲线密集区域。其次,评估机床的加速/减速性能和进给预读功能,在高速进给时,刀具实际位置可能滞后于指令位置,导致路径偏离。可尝试降低进给速度,或在CAM中增加进给修补量、调整公差设置,并确保刀具半径补偿G41/G42在实际加工中被正确运用,检查是否在转角处取消了G41/G42或补偿方向错误。最后,检查刀具的实际磨损情况和跳动量,这些也可能导致微量过切。






暂无评论内容