四轴一刀切的核心策略与优势
在复杂曲面加工中,如何实现高效、无缝的四轴一刀切,始终是CNC编程面临的一大挑战。传统的分段加工不仅增加了装夹次数、累积了误差,更显著延长了生产周期。而四轴一刀切的核心优势在于其连续的刀具路径,最大限度地减少了换刀和二次定位,从而提升了加工精度与效率。它要求编程人员对机床运动学、刀具路径规划以及干涉避让有深刻理解。UG NX 12.0提供的强大功能,正是攻克这一难点的利器。对于希望深入掌握这项技术的编程人员,UG NX 12.0四轴一刀切高级编程是不可多得的学习资源,能帮助你系统地掌握从理论到实战的各项要点。
UG NX 12.0在四轴一刀切中的关键功能
UG NX 12.0针对四轴联动编程进行了多项优化,使其在实现一刀切策略时如虎添翼。
强大的曲面驱动刀路生成
其多轴曲面铣削模块能够根据复杂曲面的拓扑结构,自动生成平滑、连续的刀具路径。通过设定切削方向、步距和刀轴控制,可以确保刀具在整个加工过程中始终以最佳姿态接触工件,避免过切和欠切,尤其在加工螺旋槽、涡轮叶片等特型零件时效果显著。
全面的刀具与夹具防碰撞检测
UG NX 12.0的仿真功能能够实时模拟机床运动,精确检测刀具、刀柄、夹具与工件之间的潜在干涉。这不仅限于静态碰撞,还能预测动态运动中的干涉,确保编程的安全性。在多轴一刀切的场景下,刀具伸长量、刀柄模型、治具形状等都需要在仿真中严谨验证,以避免实际加工中的打刀事故。
刀路优化与后处理配置
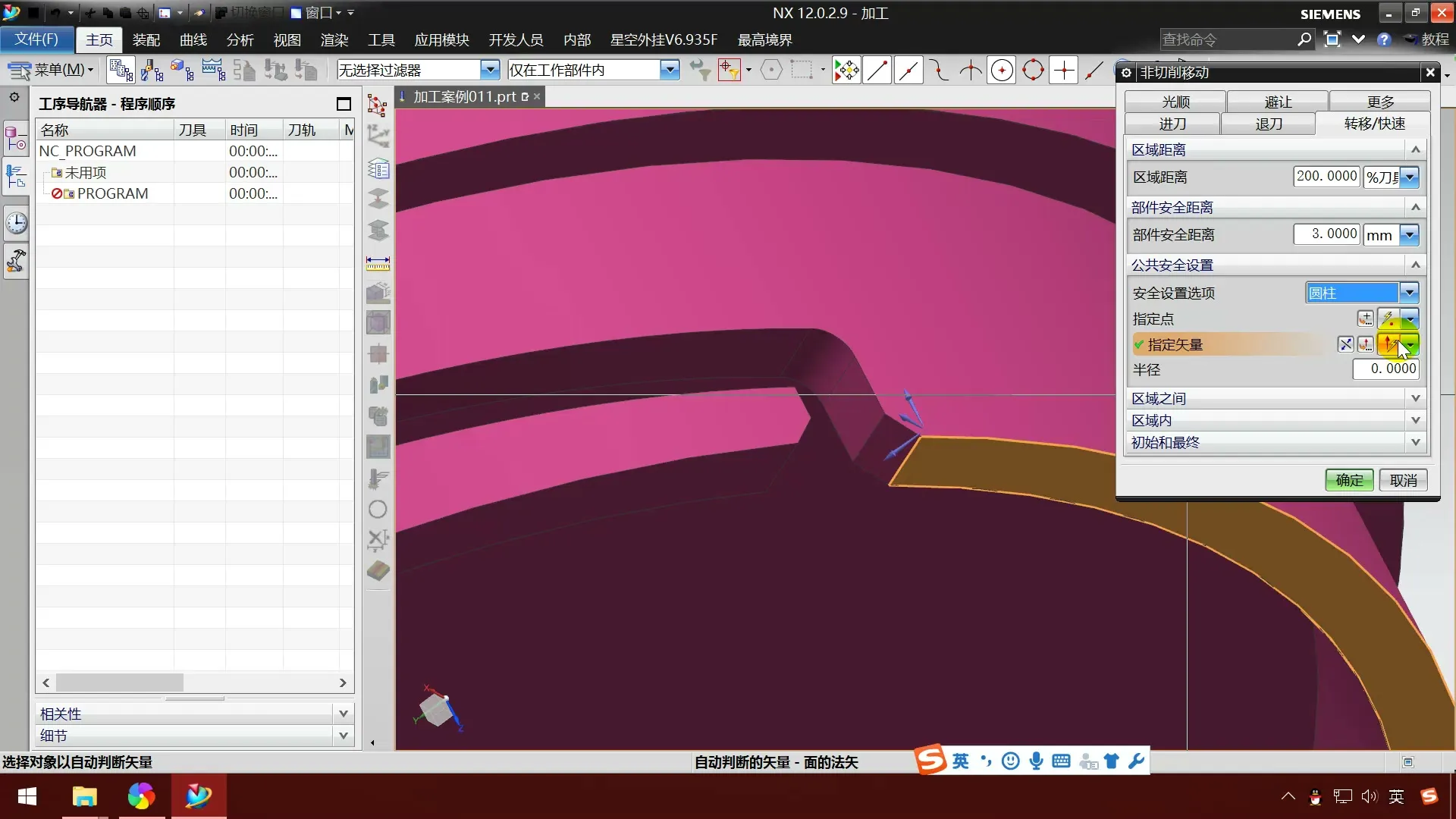
精准的刀轴控制与优化
在四轴一刀切中,刀轴的控制是实现高质量加工的关键。UG NX 12.0提供了多种刀轴控制策略,如相对刀轴、固定刀轴、矢量控制等,允许编程人员根据工件几何和机床特性,灵活调整刀轴姿态。通过调整引退点、抬刀距离和进给率,可以有效避免空切和频繁启停,提升加工效率。刀路优化不仅是路径生成,更是对机床运动学极限的精准把握。
高效的后处理定制与调试
后处理是将CAM系统生成的CLSF(刀位文件)转换为机床可识别G代码的核心环节。对于四轴一刀切,后处理的复杂性显著增加,需要精确映射UG NX的刀轴矢量信息到机床的A/B/C轴旋转指令。一个优秀的后处理文件,能够确保生成的G代码平滑、无冗余,并正确处理机床的轴限位、半径补偿(如G41/G42)以及RTCP(旋转刀具中心点)功能。编程工程师常需要通过修改后处理文件中的变量和逻辑,来匹配特定机床的运动学特性,确保一刀切指令的准确执行。CNC自学网提供了丰富的UG NX后处理定制教程和资源,是提升编程水平的绝佳平台。
💡 学习者 FAQ 解答
Q1: 在UG NX四轴一刀切编程中,后处理生成的G代码在机床执行时,为何有时会触发“ALARM 411: AXIS OVERTRAVEL”报警,即使仿真无误?
A1: 这种报警通常是由于机床实际的轴限位与CAM软件或后处理的设定不匹配。首先要核对机床制造商提供的A/B/C轴最大行程和限位开关位置。其次,检查后处理文件中旋转轴的范围定义是否与机床一致,尤其是当刀具在特定姿态下,机床旋转轴需要大幅度摆动以避让干涉时。有时,CAM软件在计算刀路时,虽然避免了刀具与工件干涉,但并未完全考虑机床物理轴的运动学极限。
Q2: 使用UG NX进行复杂内腔的四轴一刀切加工时,有时会出现刀具与工件碰撞,但UG NX的模拟器显示一切正常,问题可能出在哪里?
A2: 这种“仿真通过,实际碰撞”的情况,往往是由多种因素复合导致。常见的有:刀具实际装夹长度与UG NX中设置的不符;刀柄模型在软件中简化或不准确,导致实际干涉;机床本身的刚性不足,在大切削力作用下产生形变,导致刀具偏离预设路径;或者机床的动态响应特性(如伺服滞后)在快速复杂联动时未能完全跟上指令。务必精确测量所有刀具和刀柄尺寸,并在UG NX中建立高度准确的虚拟模型。
Q3: UG NX在四轴一刀切的刀路计算中,特别是在复杂曲面交接处,为何有时会出现刀具路径不连续或加工痕迹有“跳刀”现象?
A3: “跳刀”或路径不连续通常源于曲面质量不佳、公差设置不合理或切削策略选择有误。如果原始CAD模型的曲面存在缝隙、重叠面或法向不一致,UG NX在计算连续刀路时就可能出现问题。其次,CAM软件中的切削公差(如加工公差、步长公差)设定过大,会使生成的刀路过于简化,无法平滑过渡。此外,某些切削策略在处理尖锐特征或曲面过渡区时,可能默认采用抬刀避让而非连续插补,导致加工轨迹不连续。检查并优化模型几何质量,合理设置CAM公差,并尝试不同的刀轴控制策略是解决之道。
本文技术要点源自:《UG NX 12.0四轴一刀切高级编程原文完整版,建议收藏研究。







暂无评论内容