在UGNX三轴编程中,处理复杂曲面型腔,尤其是涉及到曲面光顺和壁厚均匀性的问题时,咱们常常会发现标准刀具和通用刀轨策略力不从心。特别是在面对一些特殊轮廓的零件时,如何高效、精准地利用成型刀具进行加工,并对NX 1980生成的刀轨进行精细化编辑,这门手艺可不是随便翻翻手册就能掌握的。我刚开始学的时候,就在这里吃了不少亏,摸索出了一些门道。
成型刀具的选用与参数精调
成型刀具之所以重要,是因为它们能够胜任球刀、平底刀等通用刀具无法完成的特殊几何形状,例如深腔的底部R角、特定角度的斜壁以及倒扣区域。它们的切削刃形状直接决定了加工出的轮廓,所以精确的几何定义是基础。
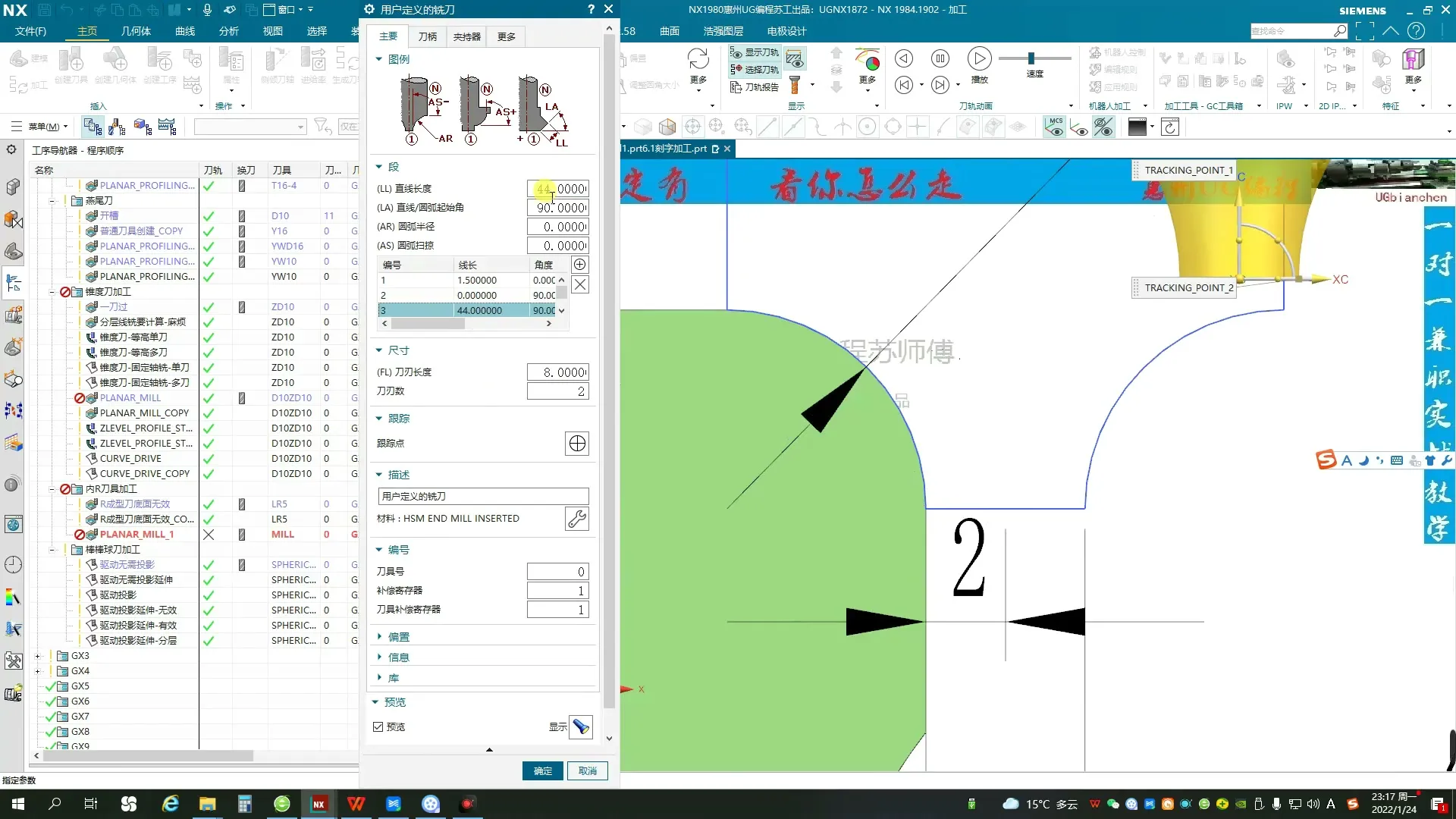
如何精确定义成型刀具
在UGNX中定义成型刀具时,我发现很多新手往往只关注了主切削半径,却忽略了第二切削刃、过渡圆弧或倒角等细节的精确设定。这直接影响刀轨的生成和最终的加工精度。咱们必须确保刀具的每一个几何参数,包括刀尖半径、刀体锥角、刃长和柄部尺寸,都与实际刀具完全吻合。任何微小的误差都可能导致过切、欠切,甚至干涉。我通常会对照刀具供应商提供的详细图纸进行输入,并且在模拟时反复核对。
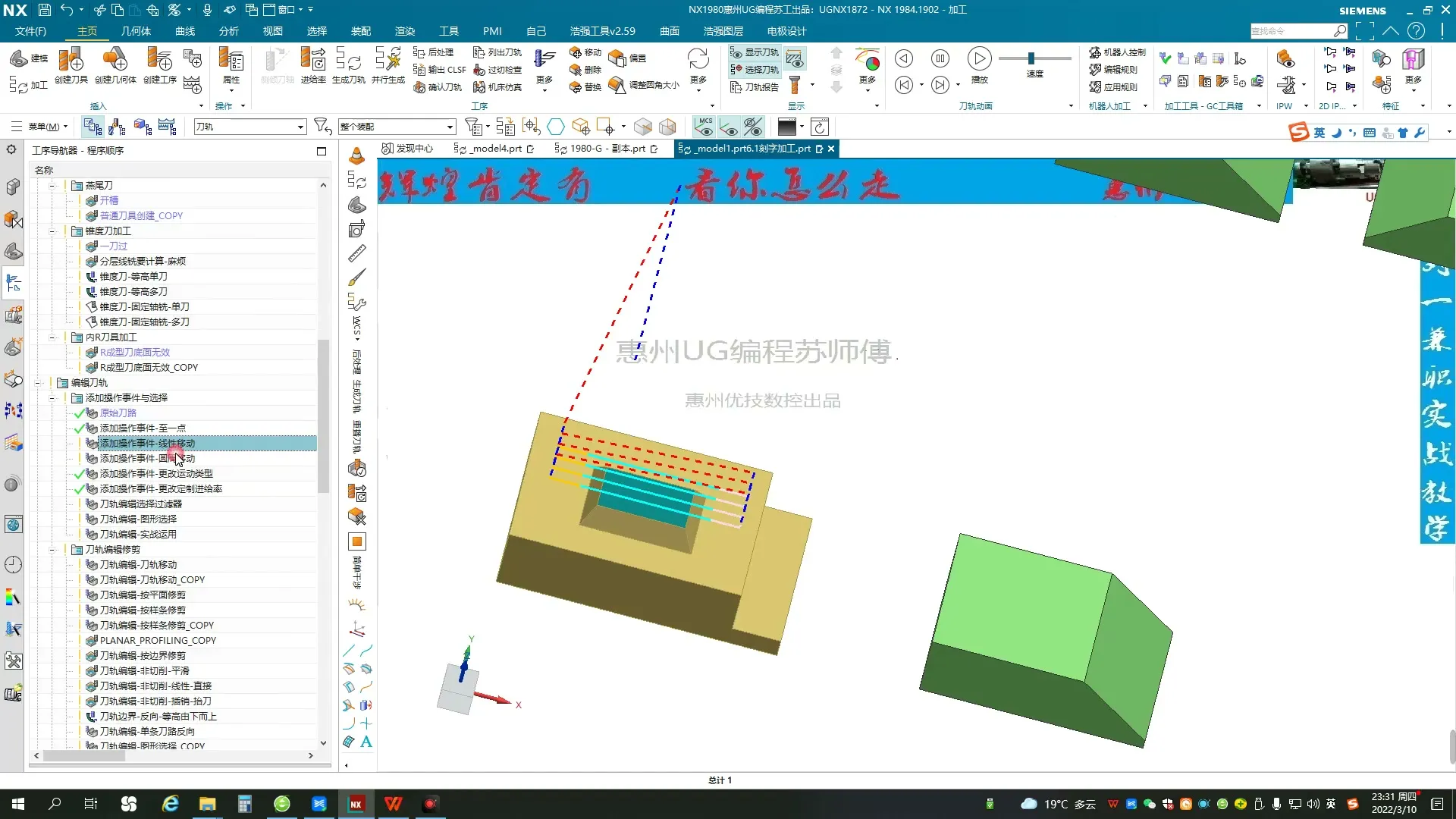
NX 1980刀轨生成与初步诊断
NX 1980提供了强大的刀轨生成功能,对于成型刀具,我们通常会用到“固定轴轮廓铣削”或“变轴引导曲线铣削”等操作。然而,软件自动生成的刀轨往往需要人工的介入和优化。
刀轨的初步分析与优化策略
咱们要学会看初步生成的刀轨,是不是有明显的过切、欠切或者在陡峭区域抬刀过多。我通常会先跑一遍简单的模拟,看看有没有明显的碰撞或无效路径。在参数调整上,切削策略的选择至关重要,比如“跟随部件”或“螺旋切削”配合恒定步距,能有效提高曲面光洁度。进给量、切削深度、切削方向和切入切出方式,这些都是需要反复尝试和权衡的参数。有时候,为了保证加工质量,适当降低切削速度比盲目追求效率更靠谱。
精细化刀轨编辑:提升加工品质的关键
即便NX 1980的刀轨生成再智能,也无法完全取代人工的精细化编辑。这是提升加工品质、规避潜在风险的最后一道防线。
常用的刀轨编辑技巧与实践
我在NX 1980里,最常用的就是刀轨修剪、延伸、合并和平滑功能。比如,有时为了避免在角落处产生加工痕迹,咱们可以手动延伸或修剪刀轨,让刀具在切入切出时更平稳。或者为了去除一些细小的抬刀,用合并功能把零散的路径连接起来,减少空程,提高效率。对那些局部区域需要特殊处理的地方,比如避免与夹具碰撞,或者需要更精细的加工,手动调整切削点、修改刀轴方向都是必不可少的。关于更深入的刀轨编辑技巧和实战案例,我建议大家可以去UGNX三轴编程成型刀具加工大全NX 1980刀轨轨编辑精讲原文看看,上面有很多高手分享的心得,对理解这些复杂操作很有帮助。
后处理与实体验证:防患于未然
后处理这一步绝不能马虎。咱们得确保选对了机床对应的后处理文件,宏程序调用路径是否正确,否则生成的NC代码可能无法识别。光看刀轨线不行,一定要用NX自带的机床模拟功能,把刀具、夹具、工件都载入进去,模拟一遍真实的加工过程,提前发现潜在的碰撞风险、过切、欠切。这能省去机床试切的宝贵时间,也避免了不必要的损失。
UGNX的成型刀具编程和刀轨编辑,看着复杂,但只要多练多琢磨,摸清了里面的门道,就能大大提升咱们处理复杂零件的能力。记住,每一次报错、每一次刀具报废,都是一次学习的机会。多尝试,多总结,很快你也能成为这方面的行家。
💡 学习者 FAQ 解答
Q1: UGNX NX1980后处理文件加载失败,提示错误代码NXPOST-20042,应如何排查?
A1: 当遇到NXPOST-20042错误时,首先检查后处理文件(.tcl, .def)的存储路径是否正确,并且UGNX的PUI或环境变量是否指向了正确的Postprocessor文件夹。其次,确认后处理文件是否与当前NX版本兼容,老旧或损坏的文件可能导致加载失败。最后,检查文件权限,确保UGNX有读取这些文件的权限,并尝试重新下载或从备份中恢复后处理文件。
Q2: 在NX1980中进行成型刀具编程时,如果刀具路径计算提示“TP-30012: Interference detected with blank”,该如何处理?
A2: 这个错误通常表明成型刀具在计算过程中与毛坯或部件发生了干涉。首先,仔细检查成型刀具的几何参数是否与实际刀具完全一致,特别是刀尖半径和锥角。其次,核对毛坯(Blank)的定义是否准确,包括其尺寸和位置。然后,尝试增加“安全距离”或“切削余量”参数。如果问题依然存在,可能需要修改刀具路径的切入切出方式、抬刀策略或局部区域的切削参数,以避开干涉区域。必要时,可考虑手动编辑或修剪刀轨。
Q3: NX1980机床模拟时,若刀具轨迹显示异常或NC代码输出宏程序调用失败,提示“G100.1 P1 L2 (Macro not found)”,如何解决?
A3: 这通常是后处理或机床定义的问题。对于轨迹异常,需要检查NC程序中是否存在未定义的G/M代码,或者后处理生成的坐标系与机床定义不符。对于宏程序调用失败,首先确认后处理是否正确生成了宏程序调用指令,并且宏程序文件本身(如FANUC的.mac文件)是否存在于机床控制器指定的路径中。其次,检查机床后处理中定义的宏程序名称是否与控制器中的实际名称完全匹配。最后,确保机床仿真模型中集成的控制器参数与实际机床一致,否则模拟结果可能误导。






暂无评论内容