在UGNX三轴加工中,成型刀具的路径生成与优化是提升零件表面表面质量和加工效率的关键环节。复杂曲面的精加工尤其考验编程工程师对刀轨控制的理解与实践。NX 1980版本在刀轨编辑方面提供了更强大的工具集,但如何精准运用,规避过切与干涉,仍是许多同行面临的挑战。
成型刀具路径生成的核心逻辑
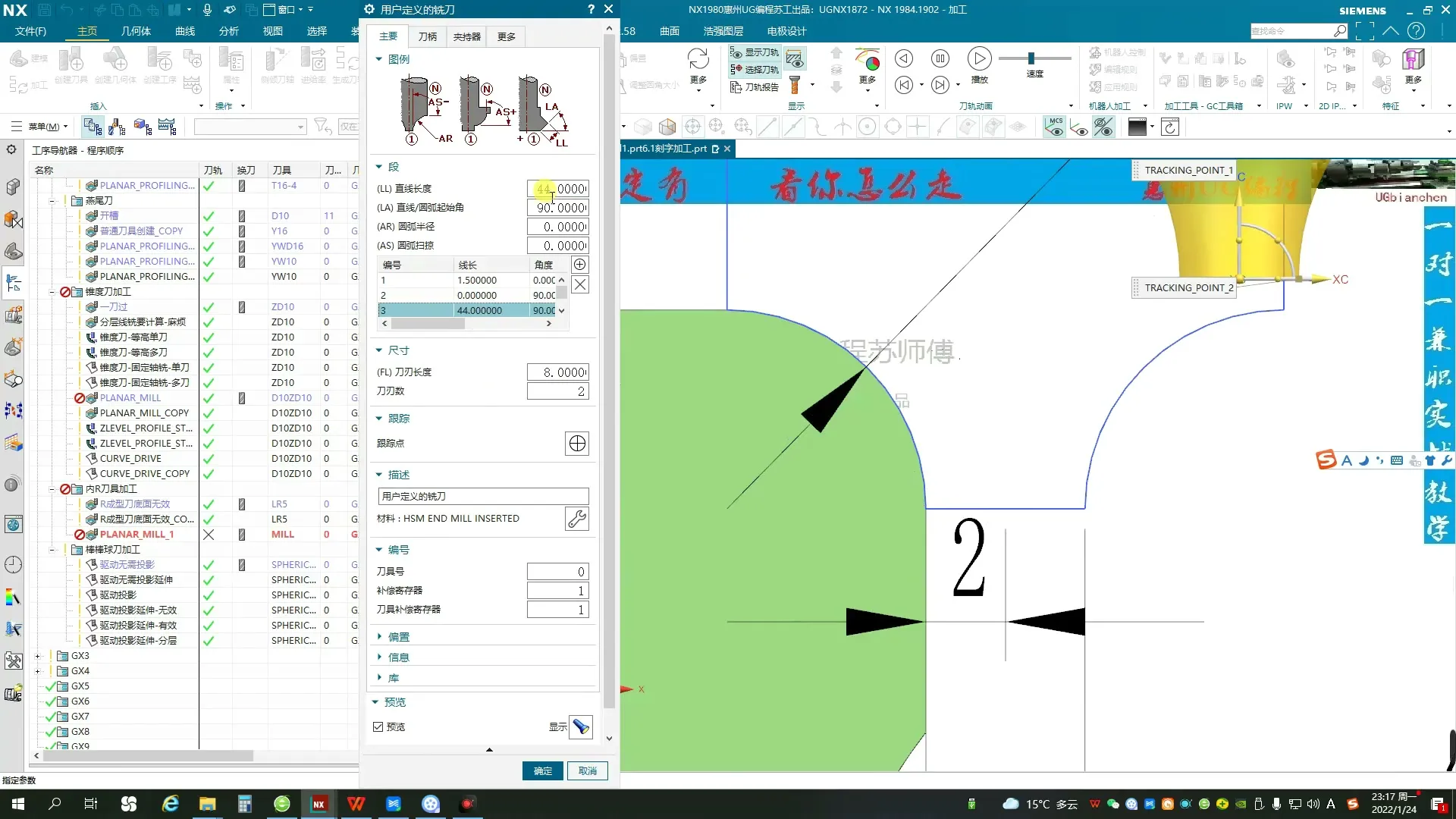
使用成型刀具进行三轴编程,其核心在于刀具几何形状与工件曲面的精确接触计算。系统需要基于刀具的轮廓定义,如球头刀、牛鼻刀、鼓形刀等,结合工件几何模型,推导出避免干涉且切削力均衡的刀具接触点轨迹。这不仅仅是简单的Z轴分层,更涉及到刀具路径的法向控制与切削方向的优化。例如,在陡峭区域,如何通过调整步距与侧向进给,确保恒定的吃刀量,同时减少刀尖磨损,是编程时需重点考量的。对于具有特殊几何特征的成型刀具,如非标定制刀具,更需精确定义其切削刃与非切削部分的几何参数,以确保刀轨生成时能正确进行干涉避让。对刀路中的微小跳跃或不连续,有时需要手动介入进行修补,以防止“骗刀”或产生表面缺陷。
NX 1980刀轨编辑的进阶应用与挑战
NX 1980版本在刀轨编辑功能上进行了显著增强,提供了更灵活的工具,允许编程人员对自动生成的刀轨进行精细化调整。
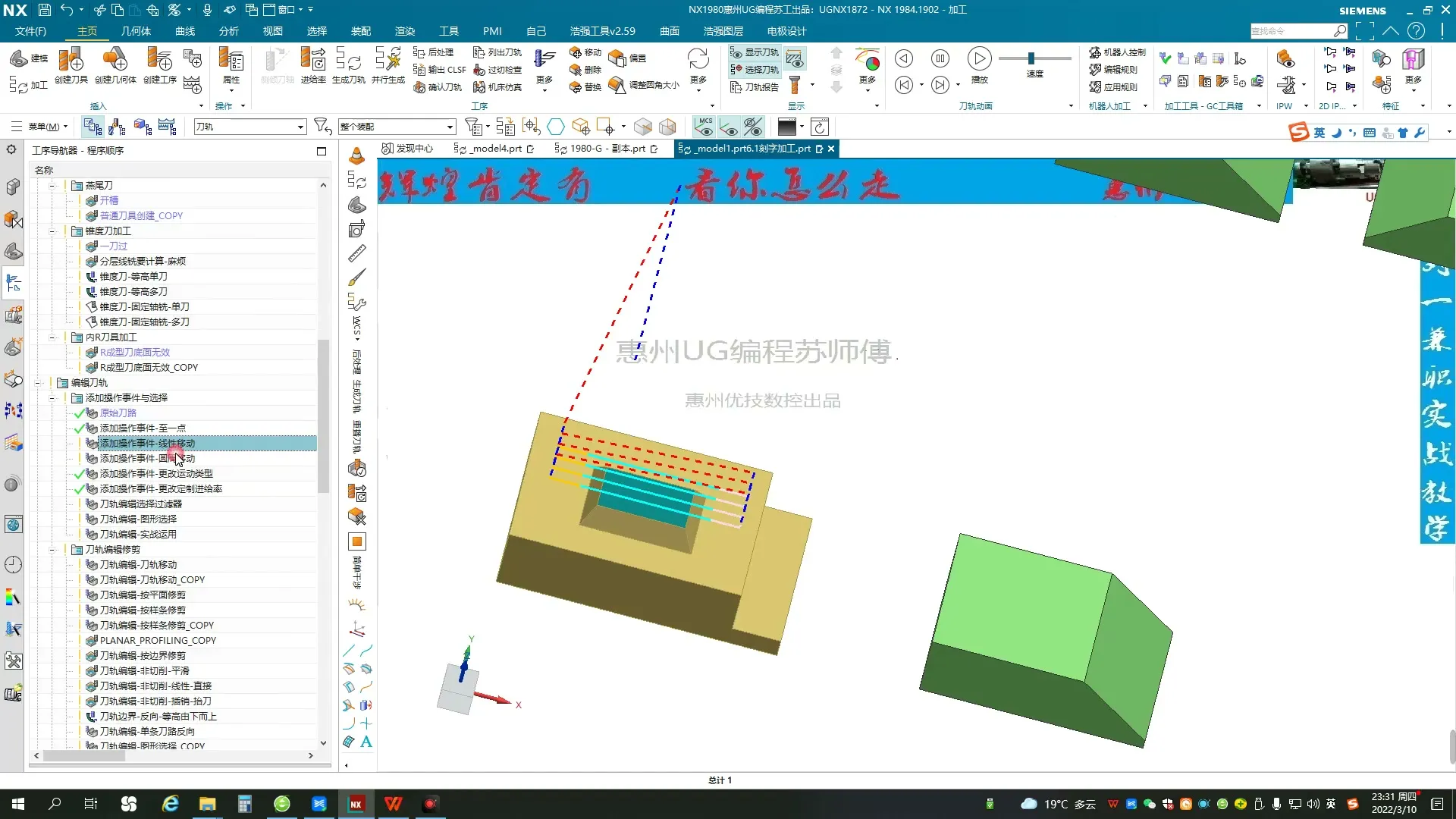
局部刀轨修正与平滑化
在复杂零件加工中,自动生成的刀轨在某些局部区域可能出现不理想的状况,例如过切风险、空刀或过渡不平滑。NX 1980的编辑工具允许工程师选择特定区域的刀位点或刀路段,进行拖拽、插入、删除操作,甚至进行局部路径的重新计算或平滑处理。这对于优化残料清除、调整进退刀方式、避免碰撞至关重要。例如,在角落或狭窄区域,通过手动调整刀位点,可以有效避免“打表”不到位或“过切”现象。同时,对路径的平滑度调整,能有效改善机床运动的平稳性,延长刀具寿命。
刀轨参数的动态调整与刀具补偿
除了几何编辑,NX 1980还允许用户在刀轨编辑模式下,动态调整部分加工参数,如进给率、转速、切削深度等。这使得编程人员可以在不重新生成整个刀轨的情况下,对局部区域的加工策略进行微调,以适应不同的材料特性或机床性能。此外,刀具补偿的精确应用也在此阶段至关重要,特别是当刀具磨损或更换后,如何通过补偿而非重新编程来修正刀轨,是提升效率的关键。更多UGNX编程技巧和实战案例,建议访问 CNC自学网 深入学习。这种灵活性在处理局部硬点、薄壁结构或易变形材料时尤为实用。
刀轨校验与后处理深度优化
刀轨编辑完成后,进行严格的后处理与仿真验证是必不可少的环节。即使刀轨在UGNX中看起来完美,最终的G代码仍可能因后处理器的变量映射、插补算法差异或机床控制器限制而产生微小偏差。NX 1980提供的强大仿真功能,可以模拟机床运动、刀具切削过程、检测潜在的过切和干涉,确保生成的刀轨在实际机床上安全、高效运行。务必在仿真中关注刀具与夹具、工件之间的最小安全距离。在后处理阶段,通过调整特定后处理参数,甚至定制后处理器,可以进一步优化G代码输出,使其更符合机床的运动学特性,减少机器人的路径抖动。NX 1980的强大功能与编程工程师的深厚工艺经验相结合,是实现高效、高质量数控加工的关键。
💡 学习者 FAQ 解答
Q1: 关于UGNX成型刀具路径生成,为何在特定几何特征处易出现G02/G03圆弧指令过渡不平滑,甚至解析为G01直线段?
A1: 这通常是由于刀具路径的矢量插值算法在曲率半径急剧变化的区域,或接触点法向切换时,无法精确映射到机床控制器支持的圆弧公差模态。UGNX内部的NURBS曲面插补器在转换为G代码时,会进行离散化处理。若公差设置过大或路径步长过密,则可能导致圆弧指令的弦高误差超过控制器允许范围,进而强制转换为直线段。需检查UGNX的刀轨参数,尤其是公差、步长与光滑度设定,并确认后处理器的圆弧生成逻辑是否适配目标控制器(如Fanuc、Siemens)的G02/G03参数模态与圆弧拟合算法。有时也需考虑RTCP指令在五轴联动下的矢量精度位与插补周期对圆弧拟合的影响。
Q2: NX 1980版本中,在编辑复杂三维刀轨时,为何手动修改部分刀位点后,整个路径的平滑度下降,甚至出现局部过切现象?
A2: 这可能与NX 1980的刀轨编辑算法中,修改局部点对全局路径优化算法的连锁反应有关。当手动调整刀位点时,系统需要重新计算周边区域的插补向量和曲率连续性。若新的刀位点不满足原有的刀轨平滑度约束或安全距离,便可能破坏原有的几何插补算法(如B样条或NURBS曲线拟合)的连续性,导致局部曲率突变。此外,后处理在解算新路径时,如果其插补周期和公差设定与前端算法不匹配,也可能引入微小的过切。建议在修改后重新进行刀路验证,并检查刀具路径的干涉检查报告,尤其关注被修改区域与工件模型的最小距离。
Q3: 使用UGNX进行三轴加工时,为何在特定深度或斜壁区域,系统报告刀具避让失败或生成非最优刀具倾角,即便理论上刀具无干涉?
A3: 这种情况可能源于UGNX的刀具避让算法在处理复杂几何特征时,对“干涉”的定义与实际机床运动学约束之间的差异。系统通常基于几何模型进行碰撞检测,但可能未充分考虑刀柄、夹具、机床行程限位等因素的动态影响。尤其是在深腔或窄槽加工中,刀具的有效切削长度与刀柄最小干涉半径的计算可能存在偏差。此外,若刀具的几何定义(如刃长、刀尖半径)与实际不符,或安全距离参数设置过于保守/激进,也可能导致避让算法的误判或过度优化。需仔细校对刀具模型,并考虑采用分层切削或多角度清根策略,同时验证后处理中关于刀柄碰撞检测的参数是否正确映射。
本文技术要点源自:《UGNX三轴编程成型刀具加工大全NX 1980刀轨轨编辑精讲》原文完整版,建议收藏研究。







暂无评论内容