| 1. 001 本套原创UG NX后处理制作教程简介 |
| 2. 002 什么是NX后处理 |
| 3. 003 如何启动NX后处理构造器和菜单 |
| 4. 004 如何新建一个NX后处理 |
| 5. 005 NX后处理的一些文件说明 |
| 6. 006 NX后处理的安装与使用 |
| 7. 007 如何正确打开不同版本的NX后处理 |
| 8. 008 NX后处理制作时常用的辅助工具介绍 |
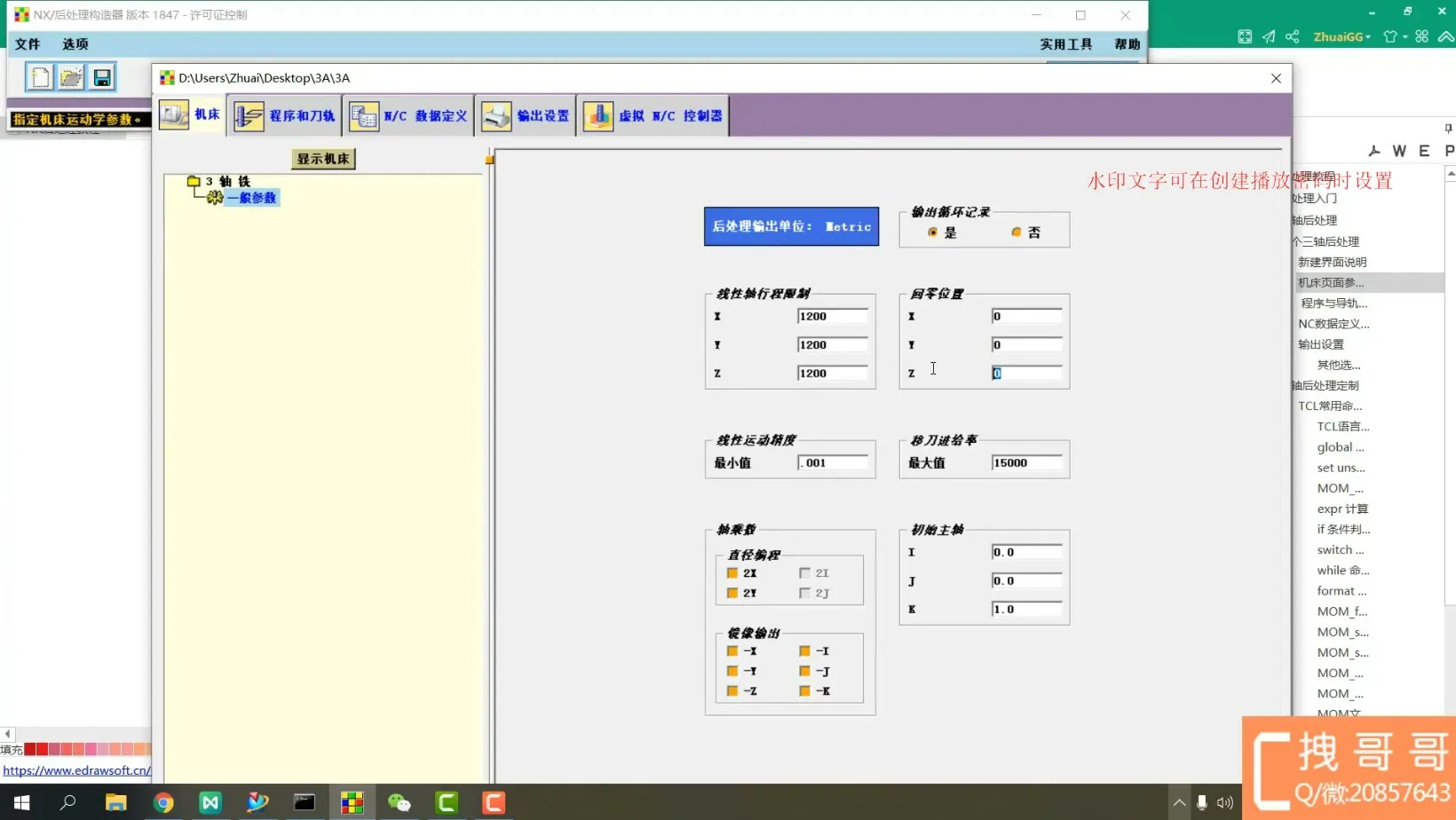
| 9. 009 NX后处理机床页面参数设置 |
| 10. 010 NX后处理程序起始与结束 |
| 11. 011 NX后处理工序起始与结束 |
| 12. 012 NX后处理机床控制 |
| 13. 013 NX后处理运动说明 |
| 14. 014 NX后处理现成循环的使用方法 |
| 15. 015 NX后处理构造器新建页面的设置说明 |
| 16. 016 NX后处理用户自定义循环 |
| 17. 017 NX后处理用户自定义事件 |
| 18. 018 NX后处理用户自定义事件 |
| 19. 019 NX后处理文字汇总的使用 |
| 20. 20 NX后处理文字汇总的使用 |
| 21. 21 NX后处理定制命令页面的讲解 |
| 22. 22 NX后处理定制命令页面的讲解 |
| 23. 23 NX后处理链接的后处理的使用 |
| 24. 24 NC数据定义之块的使用方法 |
| 25. 25 NX后处理宏的使用方法 |
| 26. 26 NC数据定义之文字的使用方法 |
| 27. 27 NC数据定义之文字的使用方法 |
| 28. 28 NC数据定义之文字的使用方法 |
| 29. 29 NC数据定义之其他数据单元 |
| 30. 30 NX后处理TCL语言简介 |
| 31. 31 NX后处理global命令 |
| 32. 32 NX后处理set与unset命令 |
| 33. 33 NX后处理MOM_output_literal命令 |
| 34. 34 NX后处理MOM_output_to_listing_device命令 |
| 35. 35 TCL常用命令之Expr命令用法 |
| 36. 36 TCL常用命令之Expr命令用法 |
| 37. 37 TCL常用命令之Switch命令用法 |
| 38. 38 TCL常用命令之For命令 |
| 39. 39 TCL常用命令之While命令用法 |
| 40. 40 TCL常用命令之Format命令用法 |
| 41. 41 TCL常用命令之MOM_do_template命令讲解 |
| 42. 42 TCL常用命令之MOM_force与MOM_suppress命令讲解 |
| 43. 43 TCL常用命令之MOM_set_seq_on与MOM_set_seq_off命令讲解 |
| 44. 44 三轴后处理制作实例之后处理使用次数、时间、用户名、电脑名限制 |
| 45. 45 TCL常用命令之exec命令讲解 |
| 46. 46 TCL常用命令之exec命令讲解 |
| 47. 47 三轴后处理制作实例之输出当前时间,部件和NC文件名,结尾加工时间 |
| 48. 48 三轴后处理制作实例之转速S检测、进给F检测、刀号检测 |
| 49. 49 三轴后处理制作实例之简单人机对话 |
| 50. 50 三轴后处理制作实例之刀具号自动设置 |
| 51. 51 三轴后处理制作实例之刀补强制每个G41、G42后跟D |
| 52. 52 三轴后处理制作实例之刀补强制每个G41、G42后跟D |
| 53. 53 三轴后处理制作实例之每把刀前加N行号 |
| 54. 54 三轴后处理制作实例之快速G01模式输出长度补正 |
| 55. 55 三轴后处理制作实例之NC文件程序头输出余量信息 |
| 56. 56 三轴后处理制作实例之换刀处输出常用刀具信息 |
| 57. 57 三轴后处理制作实例之解决T型刀输出报警 |
| 58. 58 三轴后处理制作实例之判断一把刀的操作是否完全输出 |
| 59. 59 三轴后处理制作实例之跳过锁定的刀路 |
| 60. 60 三轴后处理制作实例之输出G54到G59,及G54.1P1-P48 |
| 61. 61 三轴后处理制作实例之自定义攻牙Q、M29、F等设置 |
| 62. 62 三轴后处理制作实例之取消G98循环一行的重复XY值 |
| 63. 63 三轴后处理制作实例之特征钻孔中攻丝、浅、深、断屑的输出 |
| 64. 64 三轴后处理制作实例之输出主程序M98 |
| 65. 65 三轴后处理制作实例之通过钻孔循环输出G52局部坐标调用子程序的方法 |
| 66. 66 三轴后处理制作实例之铣操作在程序中设定刀补量的方法 |
| 67. 67 三轴后处理制作实例之后处理完成后用CIMCOEdit打开NC文件 |
| 68. 68 三轴后处理制作实例之如何输出最短刀长 |
| 69. 69 三轴后处理制作实例之铣圆或者整圆时输出IJ,非整圆输出R或R-的方法 |
| 70. 70 三轴后处理制作实例之螺旋铣输出改IJ为R |
| 71. 71 三轴后处理制作实例之螺旋和圆弧整体改R输出 |
| 72. 72 三轴后处理制作实例之调整切削F的最大值 |
| 73. 73 三轴后处理制作实例之冷却代码设置与切换 |
| 74. 74 三轴后处理制作实例之操作之间安全高度差的处理 |
| 75. 75 三轴后处理制作实例之检测到刀轴错误时弹出报警方法 |
| 76. 76 三轴后处理制作实例之批处理输出完整程序和分组输出方法 |
| 77. 77 三轴后处理制作实例之输出NC文件到固定目录 |
| 78. 78 三轴后处理制作实例之人机对话以及输入宏整列参数并在NC文件里输出 |
| 79. 79 三轴后处理制作实例之输出刀具单到NC文件程序头 |
| 80. 80 三轴后处理制作实例之输出每把刀的最大最小值以及加工时间 |
| 81. 81 三轴后处理制作实例之如何输出最大最小值和加工时间在换刀位置 |
| 82. 82 三轴后处理制作实例之如何让NC文件程序头刀具单支持中文 |
| 83. 83 三轴后处理制作实例之如何让NC文件程序头刀具单文字对齐 |
| 84. 84 三轴后处理制作实例之使用用户配置文件简单快速设置后处理 |
| 85. 85 三轴后处理制作实例之没有PUI文件的情况下如何修改后处理 |
| 86. 86 四轴后处理制作实例之四轴机床界面设置 |
| 87. 87 四轴后处理制作实例之其它设置(轴超限制) |
| 88. 88 四轴后处理制作实例之四轴就近旋转与非就近旋转的后处理设置 |
| 89. 89 四轴后处理制作实例之四轴3+1后处理制作过程 |
| 90. 90 四轴后处理制作实例之带角度输出的主程序 |
| 91. 91 四轴后处理制作实例之四轴联动后处理制作过程 |
| 92. 92 四轴后处理制作实例之四轴圆柱移动去除多余角度NC代码(方法一) |
| 93. 93 四轴后处理制作实例之四轴圆柱移动去除多余角度NC代码(方法二A) |
| 94. 94 四轴后处理制作实例之四轴圆柱移动去除多余角度NC代码(方法二B) |
| 95. 95 四轴后处理制作实例之带锁的四轴后处理A |
| 96. 96 四轴后处理制作实例之带锁的四轴后处理B |
| 97. 97 四轴后处理制作实例之卧式B轴后处理制作 |
| 98. 98 龙门和侧铣后处理制作实例之简单侧铣后处理制作 |
| 99. 99 龙门和侧铣后处理制作实例之G43与G44的切换输出 |
| 100. 100 龙门和侧铣后处理制作实例之CNC程序开始时的加工调整 |
| 101. 101 龙门和侧铣后处理制作实例之可转头侧铣后处理制作 |
| 102. 102 龙门和侧铣后处理制作实例之可转头换头五面体后处理制作 |
| 103. 103 龙门和侧铣后处理制作实例之可转头换头五面体后处理制作 |
| 104. 104 五轴后处理制作实例之简单五轴后处理制作 |
| 105. 105 五轴后处理制作实例之五轴3+2和五轴联动后处理制作 |
| 106. 107 五轴后处理制作实例之带M锁的五轴后处理(一) |
| 107. 108五轴后处理制作实例之带M锁的五轴后处理(二) |
| 108. 109五轴后处理制作实例之支持RTCP五轴联动后处理 |
| 109. 110五轴后处理制作实例之五轴摆头超限制的处理方法 |
| 110. 111车铣后处理制作实例之车床后处理机床界面说明与设置 |
| 111. 112车铣后处理制作实例之支持车循环后处理与刀具信息输出 |
| 112. 113车铣后处理制作实例之车铣设置界面讲解 |
| 113. 114车铣后处理制作实例之后处理链接与在NX中使用方法(一) |
| 114. 115车铣后处理制作实例之后处理链接与在NX中使用方法(二) |
| 115. 116NX后处理制作过程中如何排除后处理各种错误 |
| 116. 117NX后处理制作过程中如何找到MOM变量大全(资料) |
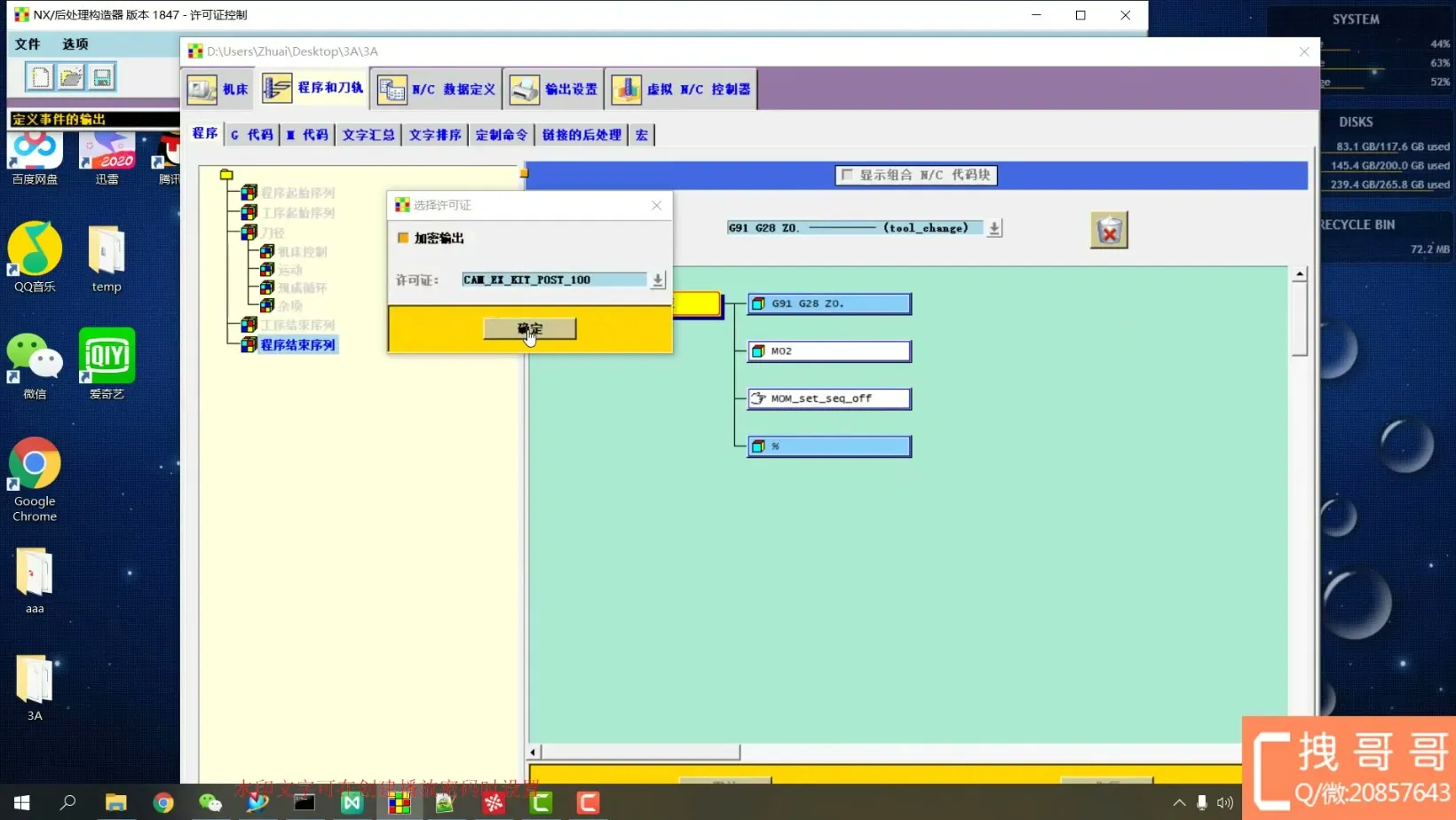
| 117. 118NX后处理加密之西门子自带许可加密方式的使用 |
| 118. 119NX后处理加密之西门子自带许可加密方式的使用 |
| 119. 120 NX后处理教程补充之奇怪的0.001、IJ和R共存的修正(新增课时) |
| 120. 121 NX后处理教程补充之五轴操作间的安全检查设置(新增课时) |
| 121. 122 NX后处理教程补充之快速输出主程序M98(新增课时升级更新) |
| 122. 123 NX后处理教程补充之不限制版本并支持中文的程序单(新增课时) |
| 123. 124 NX后处理教程补充之最小圆弧长度引起的半径补正报警 |
| 124. 125 NX后处理教程补充之另一种侧铣带角度后处理的制作方法 |



暂无评论内容