

Mastercam 2022后处理核心机制剖析
在数控加工领域,后处理(Post Processor)的精准度直接决定了刀路程序的稳定性与效率。Mastercam 2022作为主流CAM软件,其后处理机制的底层逻辑至关重要。我常遇到新手编程员对机床报警“M0101:非法指令”束手无策,这往往就是后处理在变量映射或指令生成环节出了岔子。
变量映射与机床指令生成
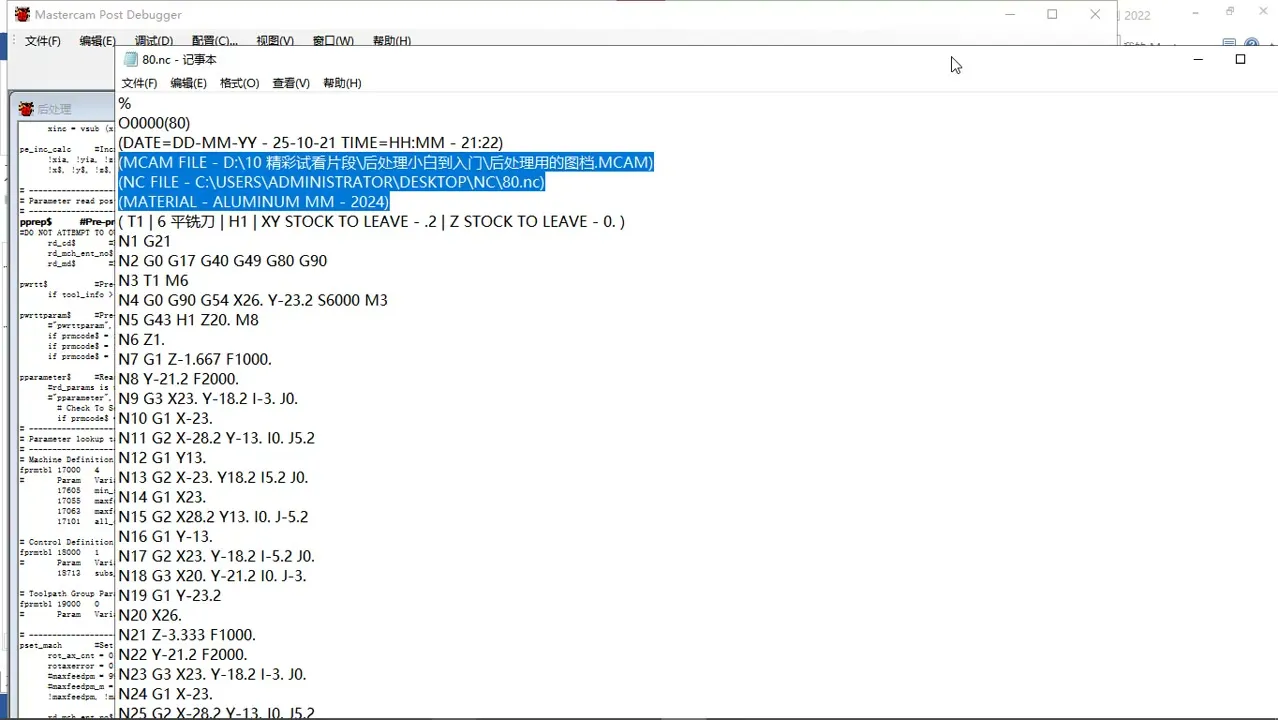
Mastercam 2022的后处理核心在于其强大的变量映射能力,它将内部生成的刀具路径数据(如刀位点、刀轴矢量、进给率等)转换为机床控制器能识别的G代码和M代码。这个过程依赖于后处理文件(.pst)中的一系列规则和函数。例如,一个简单的G01直线插补指令,其背后涉及Mastercam内部对当前刀具位置(x, y, z)、目标位置(x_abs, y_abs, z_abs)以及进给率(feed_rate)等变量的精确提取和格式化输出。如果`fmt`函数定义不当,或者`pbld`块中缺少必要的变量,就可能导致输出的G代码不符合机床规范,进而引发报警。
刀路平滑与精度控制
对于复杂曲面和多轴加工,刀路平滑处理是提升加工表面质量和机床运动平稳性的关键。Mastercam 2022的后处理需要能够正确解析和输出平滑后的刀具路径,而非简单地输出每个离散点。这通常涉及到后处理对NURBS曲线或Spline曲线的插补算法,以及对刀轴矢量(`tool_axis_vector`)的平滑处理。如果后处理没有正确实现这些功能,机床可能会出现剧烈的轴向抖动,甚至产生过切。此外,精度的控制,如小数位数、零前缀、零后缀的设定,都直接影响到最终加工的尺寸公差。在CNC自学网,我们深入探讨了这些细节,确保每个变量都能精确传递。
后处理定制化与优化策略
通用后处理往往无法满足所有机床的个性化需求,定制化和优化是提升编程效率和加工质量的必经之路。
多轴联动后处理的关键考量
对于五轴或更多轴的机床,后处理的复杂性呈几何级数增长。这不仅涉及常规的三轴指令,还需精确控制A、B、C轴的联动轨迹。关键在于如何正确处理万向节锁死(Gimbal Lock)问题,以及如何在不影响加工精度的前提下优化轴的运动范围。后处理需要具备强大的几何变换能力,将Mastercam内部的刀轴矢量转换为机床实际的A/B/C轴角度。任何一个轴的限位逻辑处理不当,都可能导致机床撞击或报警。掌握这些 底层逻辑 是开发高效五轴后处理的基础。
避免过切与干涉的后处理调试
过切和干涉是编程员的噩梦。除了CAM软件本身的刀路策略,后处理在输出过程中也可能引入新的风险。例如,不正确的刀具补偿(D值、H值)输出,或是在换刀、回参考点时轴移动顺序错误,都可能导致意外碰撞。在调试后处理时,需要特别关注换刀点、安全平面以及各轴的限位逻辑,通过仿真和实际试切反复验证。很多时候,通过调整后处理中的`m_command`和`t_command`块,增加必要的安全检查代码,可以有效规避潜在风险。
实战应用与性能提升
后处理的优化是一个持续迭代的过程,结合实战经验才能发挥最大效用。
诊断与解决常见后处理问题
面对后处理输出的错误代码或异常运动,快速诊断是核心能力。首先,比对Mastercam刀路模拟与机床实际运动,找出差异点。其次,逐行分析后处理生成的G代码,结合机床说明书核对指令语法。很多新手会忽视后处理头文件(`start_seq`)中的初始化指令,这些指令对机床的初始状态至关重要。CNC自学网提供了丰富的案例和教程,帮助大家快速掌握故障排除技巧。
借力CNC自学网提升编程效率
为了更深入理解和掌握Mastercam 2022后处理的制作与优化,推荐大家访问CNC自学网。这里汇聚了大量资深工程师的经验分享、实战案例和详细教程,从基础的后处理结构解析到高级的多轴联动优化,应有尽有。通过系统学习,您将能够制作出更符合机床特性、更高效稳定的后处理,极大提升数控编程效率和加工质量。很多后处理的疑难杂症,都能在 实战参考 中找到解决方案。
💡 学习者 FAQ 解答
Q1: FANUC系统,G02/G03圆弧指令在Mastercam 2022后处理输出后,有时会出现“PS0020半径值超出范围”报警,这通常是什么原因?
A1: 这种报警多半是后处理在解析Mastercam内部的圆弧数据时,对圆弧中心IJK矢量或R值处理不当导致的。尤其是在小半径圆弧或接近直线的圆弧段,浮点数精度误差容易累积。检查后处理的`fmt`函数对`arc_param`的格式化输出,以及`pbld`块中圆弧指令的变量定义,确保IJK或R的精度匹配机床控制器要求,并考虑适当增加圆弧步长或使用线性插补来规避。有时是Mastercam内部数据过于精细,而后处理输出精度不够,导致机床无法识别。
Q2: 在Mastercam 2022中生成车铣复合刀路,后处理输出的C轴旋转指令(如FANUC的G91 G28 C0)在机床上执行后,C轴有时会到达非零位置。如何排查?
A2: 这通常是后处理中C轴归零或回参考点的逻辑存在缺陷。检查后处理文件`pCaxis`或相关轴控制块。确保在需要C轴归零的M代码或特殊指令前,强制输出`c_output`为零,或者正确调用了机床的参考点返回指令。也可能是Mastercam内部C轴位置与后处理期望的初始位置不一致,需要在后处理中增加一个C轴位置的校准或重置变量。此外,检查M代码序列中是否有遗漏的C轴复位指令。
Q3: 使用Mastercam 2022后处理加工非正交曲面时,经常出现刀轴矢量跳变过大,导致机床运动不平稳,甚至报警“SV0417联动轴插补误差过大”。有什么优化方案?
A3: 刀轴矢量跳变是五轴加工的常见痛点。后处理应具备对刀轴进行平滑处理的能力。检查后处理中的`arc_filter`或`axis_smoothing`相关参数。可以尝试在Mastercam刀路参数中调整“刀轴平滑”选项,或在后处理中增加插补点,利用`linearization`功能对刀轴矢量进行线性化处理。此外,后处理对`tool_axis_vector`的输出格式和精度也至关重要,确保与控制器对刀轴指令(如A、B、C轴)的解析精度一致,避免细微偏差引发运动冲突。有时是机床运动学模型与后处理中的轴定义不匹配造成。
Mastercam 2022的后处理优化是提升CNC加工效率与质量的基石。通过理解其底层变量映射、刀路平滑机制,并结合CNC自学网的丰富资源,编程工程师能够有效定制和调试后处理,解决实际加工中的各种痛点,避免机床报警和加工失误。持续学习和实践,是精通后处理制作的必由之路。更多技术干货,尽在CNC自学网。










暂无评论内容