

Mastercam 2021在面对复杂曲面零件加工时,其强大的动态铣削(Dynamic Milling)策略是提升加工效率与刀具寿命的关键。相较于传统刀路,动态铣削通过维持恒定的切削负载,显著减少了刀具磨损,并有效避免了常规粗加工中常见的拐角过切现象,极大优化了材料去除率。
在实际编程中,我们常遇到加工效率瓶颈和刀具早期失效的问题。Mastercam 2021通过深度整合算法,让程序员能够更精确地控制切削路径、吃刀量和进给率,从而在保证加工质量的同时,榨取出更高的生产力。学会灵活运用其各项参数,对于提升编程工程师的实战能力至关重要。
动态铣削策略深度解析
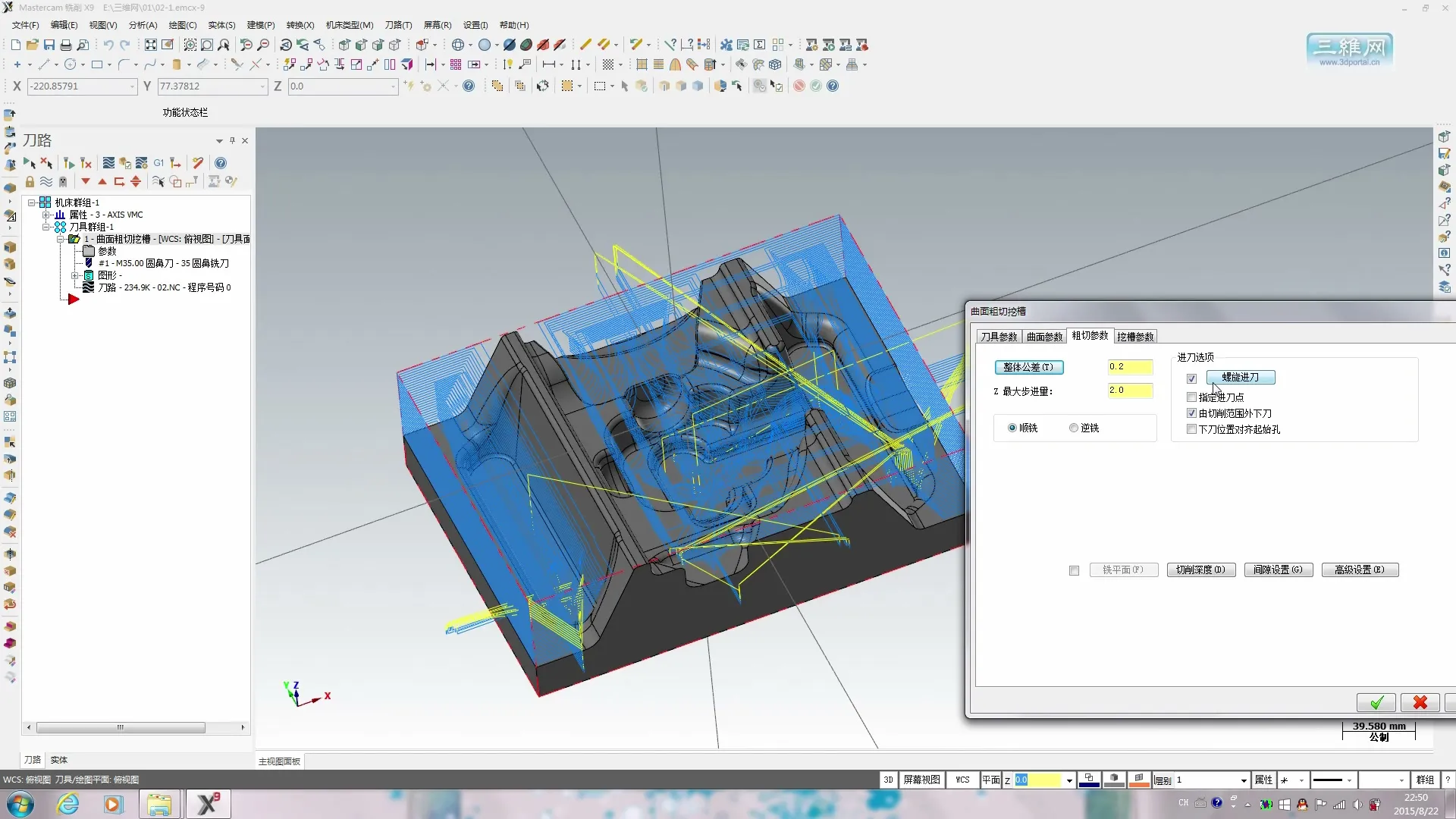
动态铣削的核心在于其恒定切削负载算法,它通过微小的螺旋或环形刀路,确保刀具与工件的接触面积和切削力保持稳定。这与传统平行往复式铣削在拐角处负载剧增的情况形成鲜明对比。在Mastercam 2021中,我们通过调整“最小切削半径”、“步距”及“进给率优化”等参数,可以精细控制刀路轨迹,实现对薄壁或易变形工件的稳定加工。正确设置这些参数,能有效延长刀具寿命,减少崩刃,尤其在高硬度材料加工时效果显著。掌握这些参数的联动关系,是实现高效粗加工的必由之路。
多轴加工与干涉避让实战
随着零件复杂度的提升,四轴、五轴联动加工已成为常态。Mastercam 2021在此方面的优势在于其强大的碰撞检测和干涉避让算法。在多轴刀路生成时,系统能够实时模拟刀具、刀柄、夹具与工件之间的干涉,并自动调整刀轴方向,以确保加工安全。编程工程师需要深入理解“刀轴控制”和“防撞策略”中的各项选项,例如“最小刀具伸出量”、“最小倾斜角”等。这些参数直接影响到刀路的光顺性、可达性以及最终的后处理G代码。一套优化得当的多轴刀路,结合适配的后处理文件,是复杂零件一次装夹多面加工成功的保障。
后处理定制与G代码优化
即使刀路生成得再完美,如果后处理文件不匹配机床,也会功亏一篑。Mastercam 2021的后处理定制功能允许编程工程师根据特定机床(如FANUC、西门子、三菱等)的控制器特性、宏程序指令和特殊功能(如ATC换刀、M代码定义)进行修改。深入理解后处理文件的内部变量映射、G/M代码输出逻辑,能够帮助我们生成更简洁、更安全、更高效的G代码。通过精细化定制,可以避免机床在执行G代码时出现不必要的报警或动作延迟,从而缩短调试时间,提高机床的利用率。cnc自学网提供了大量关于Mastercam后处理定制的进阶教程,值得深入学习。
实战技巧:提高编程效率
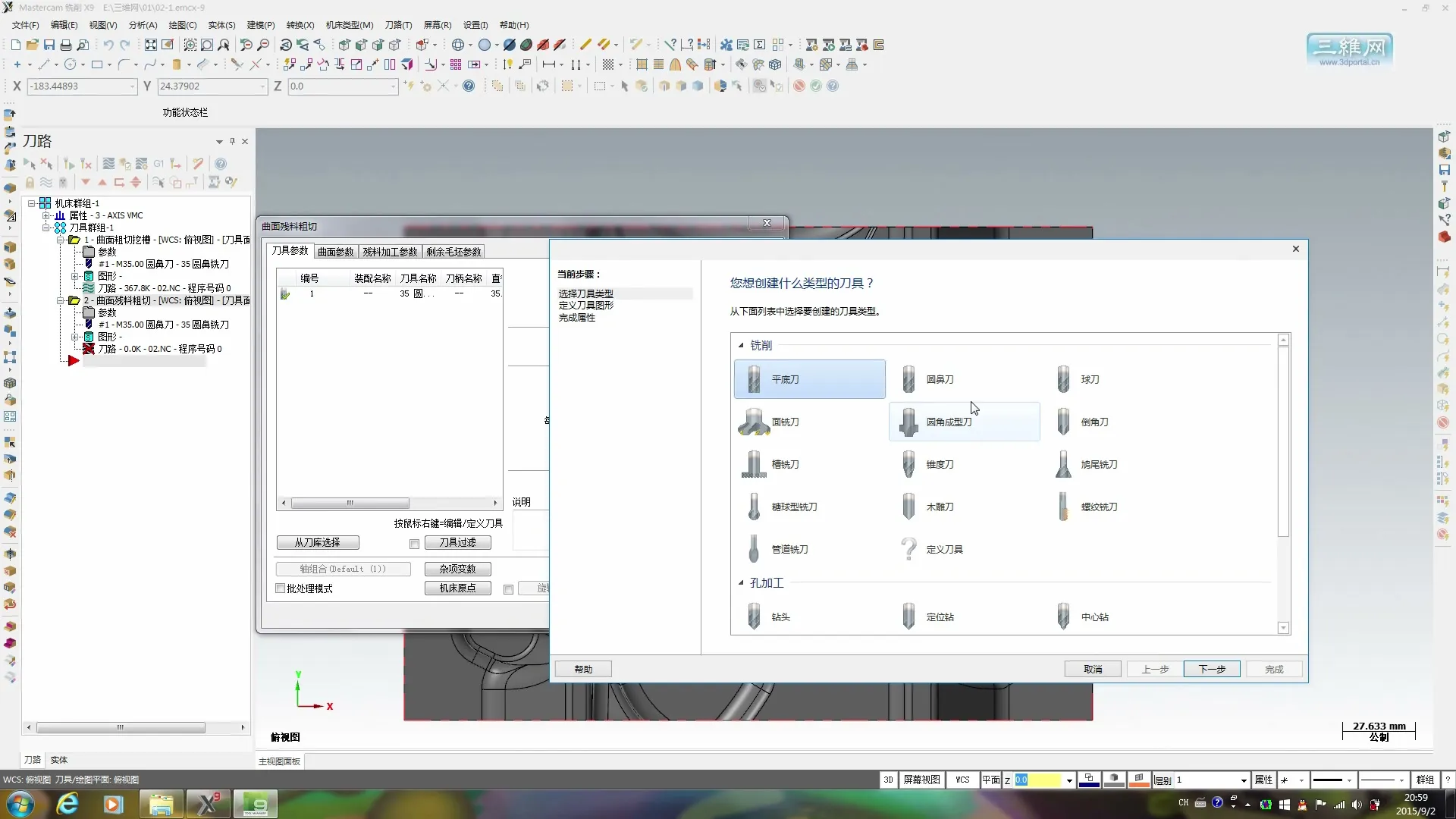
提高编程效率不仅仅是生成刀路的速度,更包括减少错误、优化加工流程。Mastercam 2021的“模板应用”功能允许我们将常用的加工策略、刀具参数、切削条件保存为模板,在类似零件上快速调用,极大缩短了重复编程的时间。此外,利用“特征识别”功能,可以自动识别出零件上的孔、型腔等几何特征,并快速生成对应的加工操作。对刀具库进行精细化管理,录入真实的刀具几何参数和切削参数,结合Mastercam自带的切削仿真验证,能有效预判加工问题,避免在机床上“打表”和“骗刀”带来的额外时间成本。
延伸阅读
本文技术要点源自:《Mastercam 2021工艺实战编程原文完整版,建议收藏研究。
💡 学习者 FAQ 解答
Q1: Mastercam动态铣削时,刀具路径突然出现锐角,导致过切或震刀,G01G02G03指令切换不平滑,如何调试?
A1: 这种问题通常源于动态铣削的“最小切削半径”或“圆弧过滤(Arc Filtering)”参数设置不当。在Mastercam的刀路参数中,检查动态铣削的“拐角平滑”选项,确保其处于启用状态并调整“圆弧半径公差”。若仍有问题,可能需要检查“进给率优化”设置,确保在锐角区域没有过度降速或加速导致的机床响应不平滑。同时,确保刀具直径与实际刀具一致,并适度增大“刀具与工件安全间距”可改善圆弧过渡。后处理中的G02/G03圆弧输出精度参数也需要核对,过大的圆弧逼近误差会导致直线段增多。
Q2: 4轴或5轴联动加工时,机床X/Y/Z轴出现行程超限(报警代码1002),或A/B/C轴角度死区,如何规避?
A2: 行程超限报警(如FANUC 1002)通常意味着刀路超出了机床工作空间。在Mastercam中,首先确认“机床定义”里的轴行程限制与实际机床一致。其次,在生成刀路时,利用“刀轴控制”的“限制区域”或“干涉避让”策略,明确限制刀具的倾斜角度和位置,避免其进入机床的物理极限。对于角度死区,比如某些机床A轴无法通过±90°,在刀轴控制中设置明确的“角度限制”,强制刀具绕开这些区域。必要时,可尝试改变夹持方式或分多次装夹加工,以规避特定轴向的限制。后处理也应包含对机床行程的有效检查。
Q3: Mastercam生成的G代码在FANUC系统上运行,刀具补偿G41/G42无效或报错(报警代码070),通常是哪些后处理参数导致?
A3: FANUC系统报错070(非许可G功能)或刀补无效,多是由于后处理文件在G41/G42输出时的参数逻辑与FANUC系统要求不符。常见原因包括:1. G41/G42前没有有效的G01/G00过渡指令或缺少引导段。FANUC要求在启用补偿前有一段非补偿的刀具移动。2. G41/G42后没有对应的G40取消补偿,或者G40的位置不对。3. 后处理输出了FANUC不支持的G代码组(如G41/G42与G20/G21单位制并存,或与其他特殊G代码冲突)。4. D值(刀具半径补偿号)没有正确输出,或者D值与T值(刀具号)不对应。需要检查后处理文件中的“刀具补偿输出”相关变量和逻辑,确保其遵循FANUC的补偿启用、引导、移动和取消的完整流程。







暂无评论内容