宏程序基础:变量与表达式
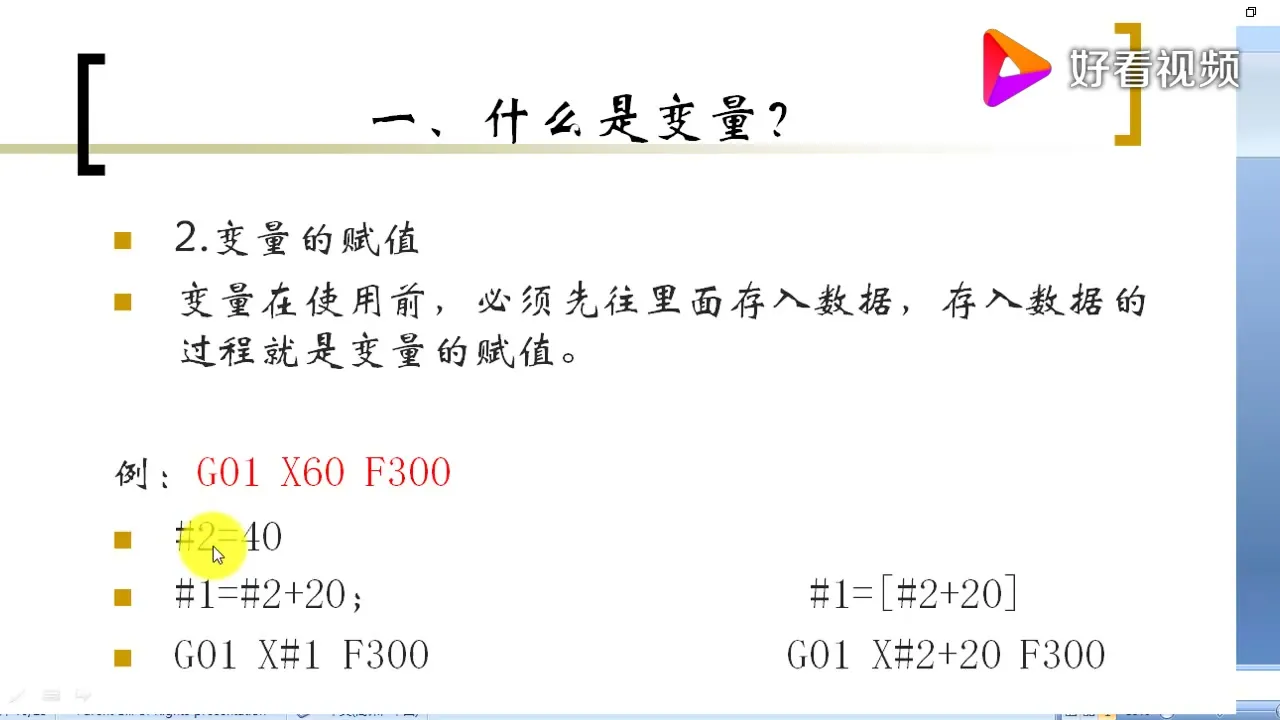
数控车加工复杂异形件时,手动编程效率低下,G代码冗余,宏程序(Macro Program)就是解决这些痛点的利器。它能让咱们用变量、算术运算和逻辑判断来创建更智能、更灵活的程序,大幅减少重复性工作。要玩转宏程序,首先得摸透变量。
全局变量与局部变量的选择
宏程序中的变量分两种:局部变量(#1-#33,FANUC通常扩展到#100-#199)和全局变量(#500-#999)。我建议,当你编写的宏程序需要频繁被不同的主程序调用,并且每次调用都需要传入不同的参数时,优先使用局部变量。这些变量在宏程序调用结束后会自动清除或恢复,能有效避免数据污染。比如用G65 Pxxxx A_ B_ C_ 来调用,A_ B_ C_ 对应的就是#1、#2、#3。如果你的宏程序内部需要保存一些状态或者在多个宏程序之间共享数据,那就得上全局变量了,它们的值在电源关闭前一直有效。切记,全局变量的命名和使用一定要规范,否则很容易出现干涉和意想不到的错误,尤其是在多工位或复杂刀路的情况下。
算术运算与逻辑判断
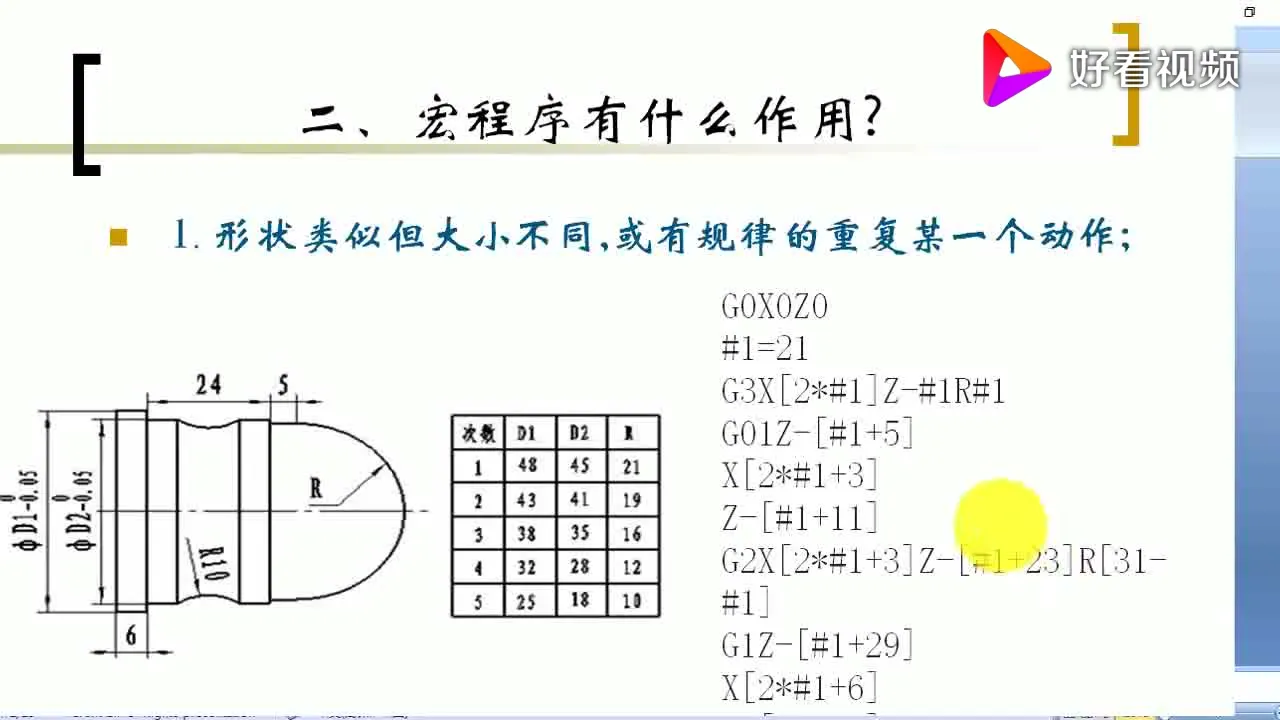
宏程序不只是参数替换,它更是一个小型计算器。加减乘除(ADD、SUB、MUL、DIV)、平方根(SQRT)、绝对值(ABS)等基本运算都能搞定。这在计算刀具补偿、孔位分布、螺纹变径等场景下极为有用。比如,要车削一个锥度件,只知道两端直径和长度,宏程序能自动算出每一刀的X坐标。逻辑判断(IF语句,如EQ、NE、GT、LT等)更是宏程序的灵魂。它可以让程序根据不同的条件执行不同的加工路径,实现诸如自动识别工件尺寸、判断刀具磨损情况,甚至在加工过程中进行简单的决策。咱们可以设定,如果加工余量大于某个值,就多走一刀粗加工;如果刀具寿命达到上限,就报警提示换刀。这比写死板的G代码强太多了。
核心应用:循环与子程序
掌握了变量,下一步就是把宏程序的能力放大——通过循环和子程序实现自动化。咱们在数控车宏程序的学习中,会发现这部分是提升编程效率的关键。
GOTO指令的灵活运用
GOTO指令是实现程序跳转的利器,但用不好也很容易让程序变得混乱,变成所谓的“面条式代码”。我通常建议,GOTO只用于简单的条件跳转,比如跳过某个不需执行的模块,或者处理简单的错误恢复。当需要重复执行一段代码多次时,就别用GOTO反复跳转了,那效率太低,也不直观。
WHILE循环的效率提升
WHILE循环才是真正解决重复性任务的高效方法。比如,在加工一系列等间距的孔或者多层切削时,用一个WHILE循环,每次循环都更新一下X或Z坐标,就能自动生成所有刀路。我发现,学会用WHILE循环来代替大量的G01/G02/G03指令,不仅能大大缩短程序长度,还能在需要修改参数时,只改动循环条件和步长即可,省时省力。比如,车削一个阶梯轴,各阶梯直径不同,但每次进刀量相同,WHILE循环就能完美解决。在CNC自学网上,就有不少关于这类应用实例的详细教程,学起来更直观。
实战技巧与注意事项
错误诊断与调试
宏程序虽好,但调试起来可得仔细。变量计算错误、逻辑判断失误、GOTO死循环是新手常犯的毛病。我通常会用到MESSAGE指令,把关键变量的值在屏幕上打印出来,一步一步跟踪程序的执行流程。如果程序量不大,单段执行(SINGLE BLOCK)也是个好办法,能让你观察每一步的机床动作是否符合预期。另外,利用机床的宏程序调试界面,观察变量的实时变化,也能很快定位问题。
宏程序与CNC自学网
很多复杂零件的编程,比如异形凸轮、螺旋线或者非圆曲线,如果用G代码硬编,那工作量简直不敢想。通过宏程序,结合一些数学公式,就能实现参数化编程,大大提升效率和精度。我在这些年的实践中,发现很多先进的宏程序应用案例和编程技巧都能在CNC自学网上找到。那里不仅有基础的G/M代码讲解,更有资深同行分享的宏程序实战经验,非常值得咱们去学习和借鉴。
本文技术要点源自:《数控车宏程序》原文完整版,建议收藏研究。
💡 学习者 FAQ 解答
Q1: FANUC系统在执行宏程序时,为什么会出现'010 PROGRAM NUMBER NOT FOUND'报警?
A1: 这通常是宏程序调用G65 Pxxx时,子程序号Pxxx对应的程序在机床内存中不存在,或者程序号被锁。检查P指令后接的程序号是否正确,并确认该程序文件已上传至机床且未被保护。
Q2: 宏程序中变量赋值,比如#100=SQRT[#101],偶尔会报'003 TOO MANY DIGITS IN VARIABLE',是什么原因?
A2: 这个报警通常发生在计算结果超出FANUC系统浮点数表示范围时,比如结果太大或太小,或者对负数进行了开方运算。检查#101的值是否合理,避免产生无效的数学运算结果。
Q3: 使用G66循环调用宏程序时,如果我想在循环内部改变进给量F值,为什么G66结束后F值不会恢复到循环前的设定?
A3: G66调用宏程序时,内部修改的F值是模态的。FANUC系统设计上,G66结束后并不会自动恢复F、S、T、M等代码的初始状态,它只负责宏程序的重复调用。你需要在宏程序内部或G66调用结束后,显式地用G92指令或单独的F指令将进给量重置为期望值。






暂无评论内容