点造型数据清理的陷阱与应对
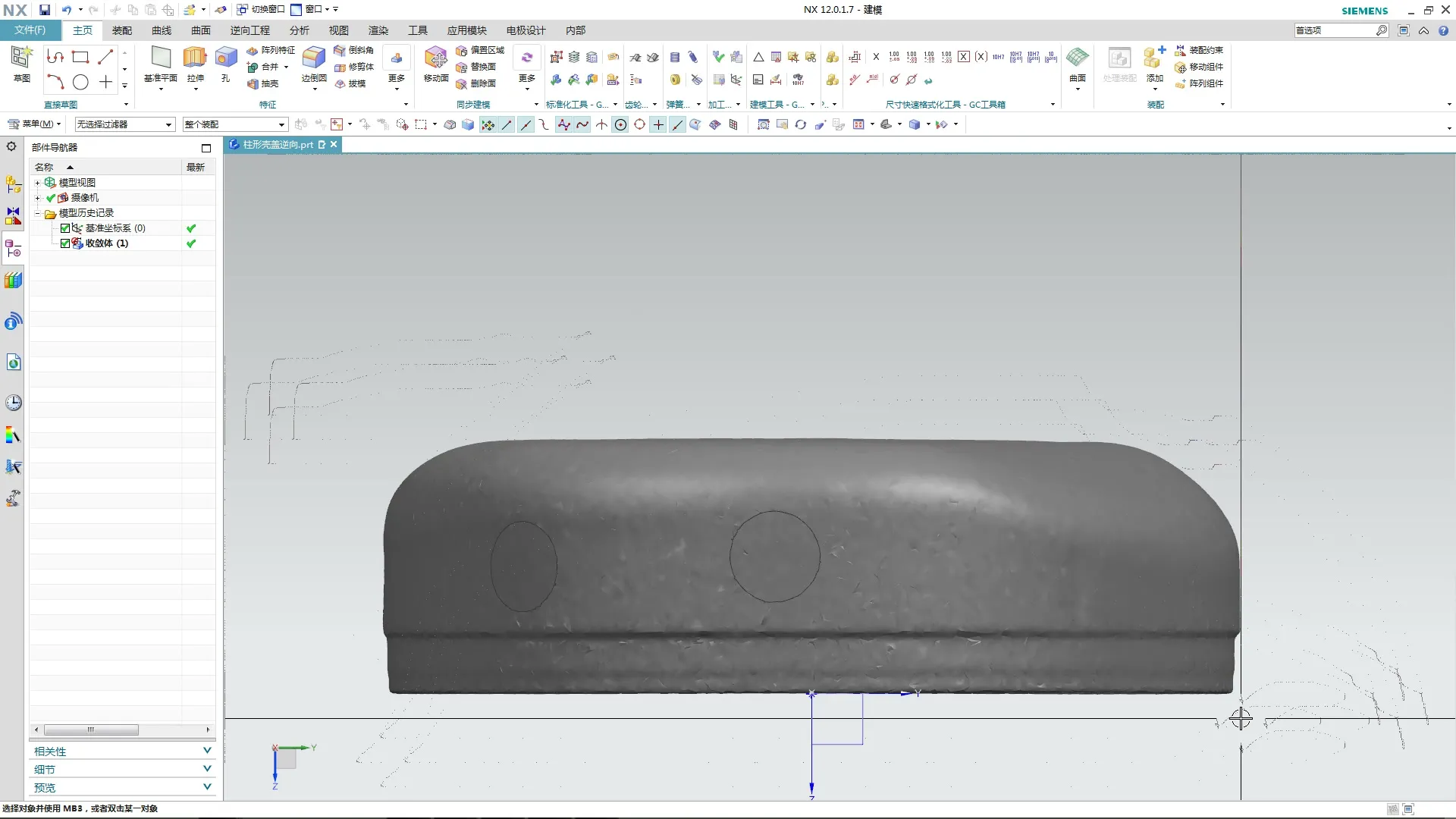
在UG 12.0逆向工程中,点造型的第一步就是点云数据的处理。很多编程兄弟,包括我当年,最容易栽跟头的就是在导入初始点云数据后,不仔细检查就直接开始拟合。这导致后面无论你怎么修曲面,都感觉不对劲,最后刀路生成后不是过切就是欠切,甚至机床报废刀具。咱们要明白,原始的点云数据往往会夹带大量的噪声点和孤立点,这些“脏数据”就像一颗老鼠屎,会坏了整锅汤。
我建议,拿到点云后,第一件事就是利用UG的点云处理工具进行彻底的降噪和精简。不能图省事,以为数据量大就一定好。过度精简固然会导致细节丢失,但精度不足的庞大数据只会让你的曲面拟合变成一场噩梦,后续的G0/G1连续性也会变得稀烂。咱们的目标是得到一个既能保留原始特征,又足够“干净”的点云,这是确保后续曲面质量的基石。在cnc自学网,我就见过不少师傅因为这块没处理好,返工返到哭。
曲面构建与连接的隐患排查
曲面拟合的精度与平顺性
点造型的核心是曲面拟合,这里面学问大了。很多新手编程,在构建NURBS曲面时,往往会凭感觉去控制点数量和分布。结果呢?曲面出来不是“肚子大”就是“瘦骨嶙峋”,看起来像个“扭曲的麻花”,根本达不到设计要求。特别是在复杂的R角过渡区域,如果G2连续性没处理好,肉眼可见的“折线”感会直接体现在加工件上,公差超差是小事,影响外观质量,甚至导致零件报废才是大问题。要知道,这样的模型一旦上机床,加工出来的产品表面光洁度堪忧,明显的刀痕能让你哭笑不得。
我的经验是,在拟合时,要反复调整控制点,并利用UG的曲面分析工具(如斑马纹分析、曲率分析)进行严格检查。不要只看表面光顺,数据才是王道。对于关键的R角,宁可多花点时间手动调整控制点,也要确保G2连续性达标。
曲面连接的“假象”与“真问题”
曲面连接,尤其是在拼接多个曲面时,最容易出现“假象”。很多时候,我们肉眼看上去曲面连接得天衣无缝,甚至用G1连续性分析也勉强过关。但实际一跑刀路,问题就来了。刀具在跨面时会有明显的顿挫感,严重的甚至会产生撞刀风险,或者Z轴频繁抬刀,大大降低加工效率。这往往是G0连续性在你看不到的地方出了问题。
所以,我强调,在曲面连接后,必须使用UG的“检查几何体”或“检查曲面连续性”工具,特别是针对G0断开进行排查。对于边缘修剪,也要特别注意,确保修剪后的边界线没有“跳动”现象,否则刀路生成时会出现莫名其妙的断续。在UG 12.0逆向工程点造型的实战中,这些细节决定了你的刀路是顺畅丝滑,还是磕磕绊绊。
编程环节的联动风险与预防
刀路生成与模型质量的反馈
逆向出的模型质量直接决定了刀路优化的难度和最终的加工效果。如果前面的点造型环节没做好,模型有很多碎面、尖角或不连续区域,那么在生成刀路时,你就会发现怎么走刀都有问题。比如,在处理细小特征或陡峭区域时,刀路容易出现密集缠绕、或过切、或欠切。公差设置更是个大学问,给大了,机床切削时抖得像得了帕金森,刀具磨损加剧;给小了,计算量暴增,等你等到花儿都谢了程序还没算完。
我的建议是,在刀路生成前,利用UG的“检查干涉”功能,对模型进行预检查。对于逆向模型,多尝试不同的刀具路径策略,比如在陡峭区域使用等高切削,平坦区域使用平面铣。公差设置要结合机床精度和产品要求来定,而不是一味地往小了给。如果仿真显示有过切,别犹豫,立刻返回模型修改,千万别抱着侥幸心理去加工。
后处理与机床系统的兼容性
最后,也是最关键的一步,就是后处理。多少好端端的程序,毁在了后处理上!不同机床控制器(FANUC、Siemens、Mitsubishi等)对G/M代码的语法、宏程序和子程序调用格式、刀补和半径补偿(Cutter Comp.)的实现方式都有差异。比如,FANUC系统对G10 L2 P_这种附加坐标系调用非常敏感,一旦后处理输出的格式不符,机床立马报警:“G代码语法错误”或“M代码无法识别”。
因此,务必确认你的后处理器是针对目标机床系统定制且经过验证的。程序上传机床后,别急着跑空刀,先看一眼机床屏幕上的程序预览,检查是否有异常的G/M代码,或者是否出现“行程超限”等预警。记住,后处理不过关,再好的刀路也是白搭。在遇到这类问题时,可以去cnc自学网的论坛搜搜相关案例,往往能找到解决方案。
本文技术要点源自:《UG 12.0逆向工程点造型》原文完整版,建议收藏研究。






暂无评论内容