
🔥 实战痛点解析
作为12年资历的数控老师傅,我深知很多初学者在数控车手工编程上吃过不少苦头。最常见的问题就是G代码指令记不全、M指令逻辑搞不清,导致程序跑起来不是过切就是空刀,甚至有撞机的风险。对刀更是新手老大的坎儿,精度差一点,产品就报废。更别提工件转速S和走刀速度F这些参数,随便一设就可能拉毛或断刀,白白浪费材料和时间。这套教程就是要把这些坑给你填平,让你少走弯路。
📚 教程核心价值
硬核要点:本套数控车手工编程视频教程,专为自学和进阶的学员量身打造。从数控车床的基础认知,到G/M指令的深度解析与组合运用,再到加工原点的精准设置、刀具的选择与对刀技巧,系统性地构建你的编程思维。通过一系列综合例题的实战演练,帮你彻底吃透程序结构、转速与走刀的优化策略,最终实现独立编程与高效加工,彻底规避实战中的常见过切与撞机风险。
| 教程深度:零基础入门到实战提升 | 软件环境:数控车床系统 |
| 资源容量:1.06 GB | 适合人群:数控车学徒、操机员、技术进阶者 |
| ⚠️ 排坑避雷:本教程专注于数控车床手工G代码编程,不依赖特定CAM软件。新手在实际操作中,常因G/M指令逻辑不清导致撞机或过切,务必结合实训仔细琢磨。 | |
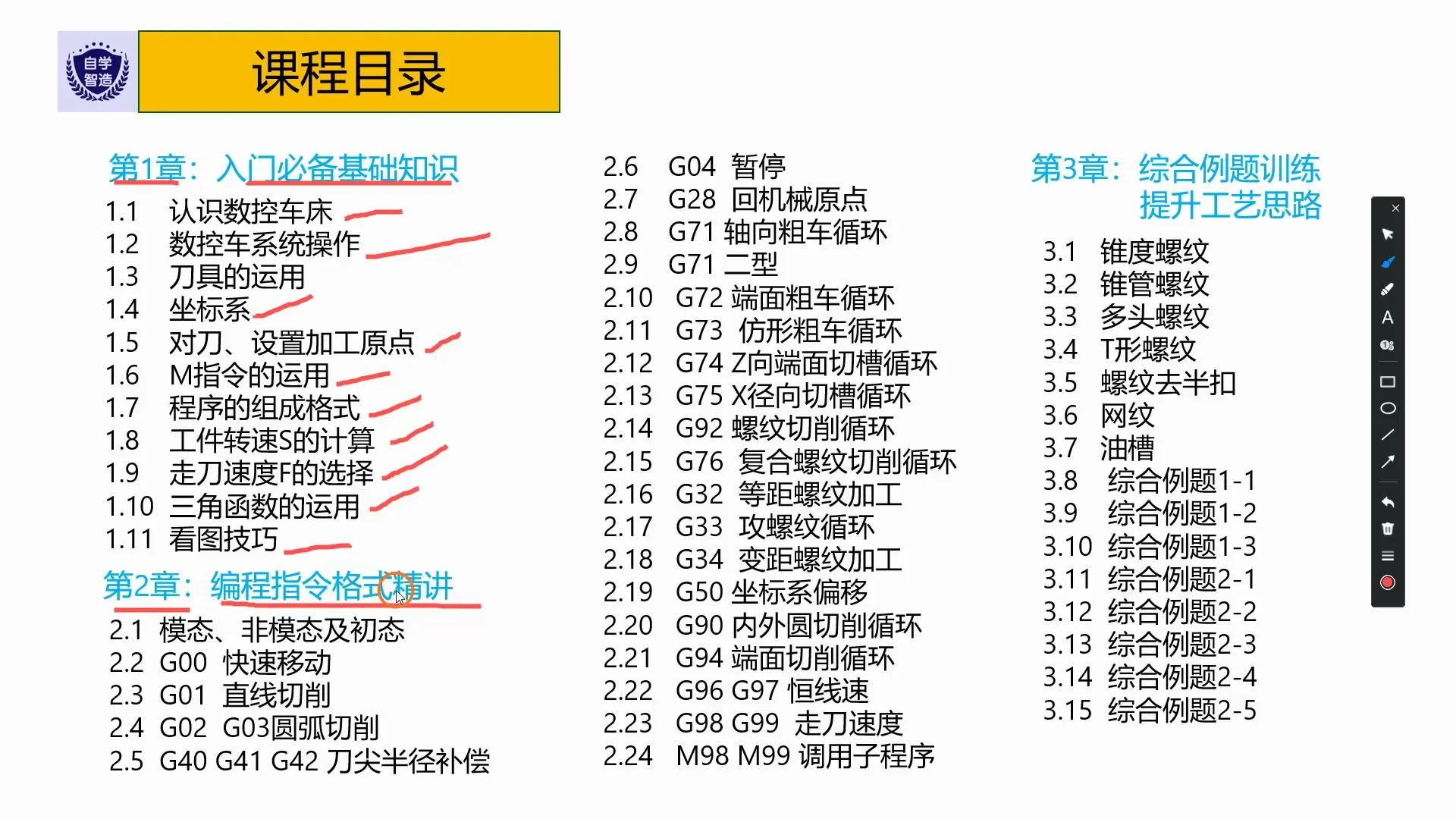
📋 完整实录目录
📺 实机操作画面预览
🛠️ 核心干货提炼
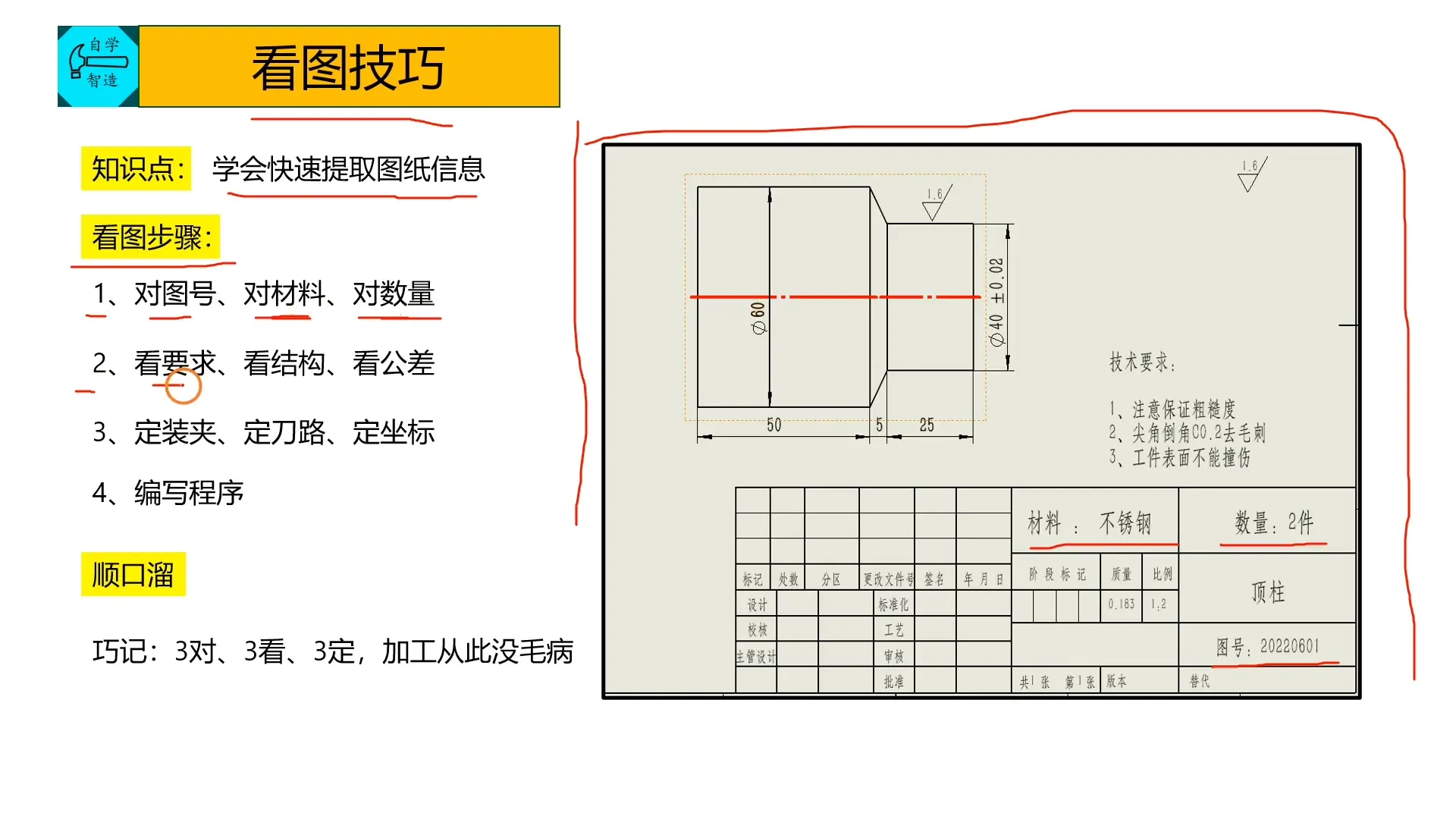
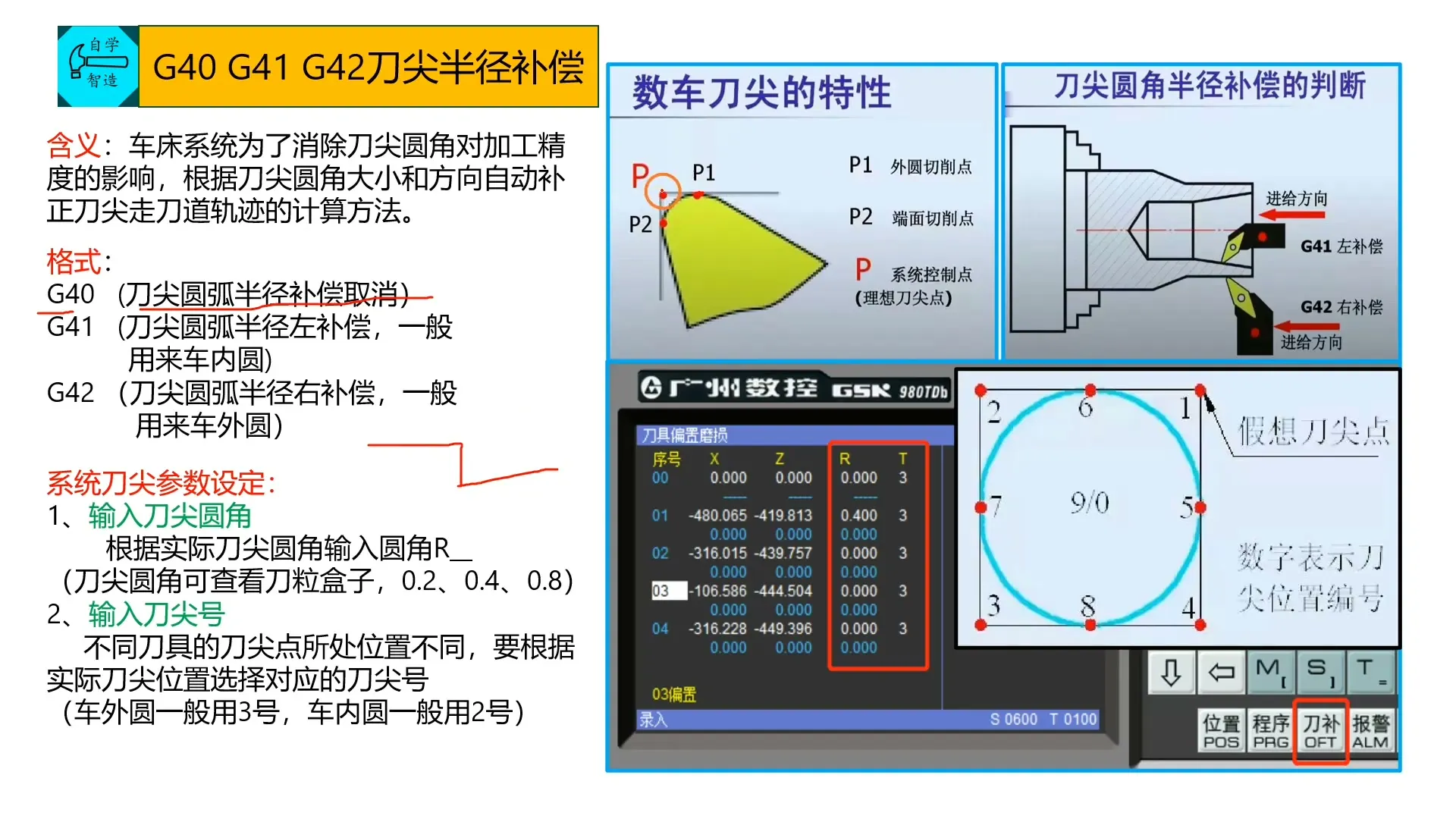
精准对刀与加工原点设置
对刀是数控加工的第一步,也是决定加工精度的关键。本教程会教你如何利用多种对刀方式,快速准确地设置工件的加工原点,确保后续程序走刀的绝对定位。
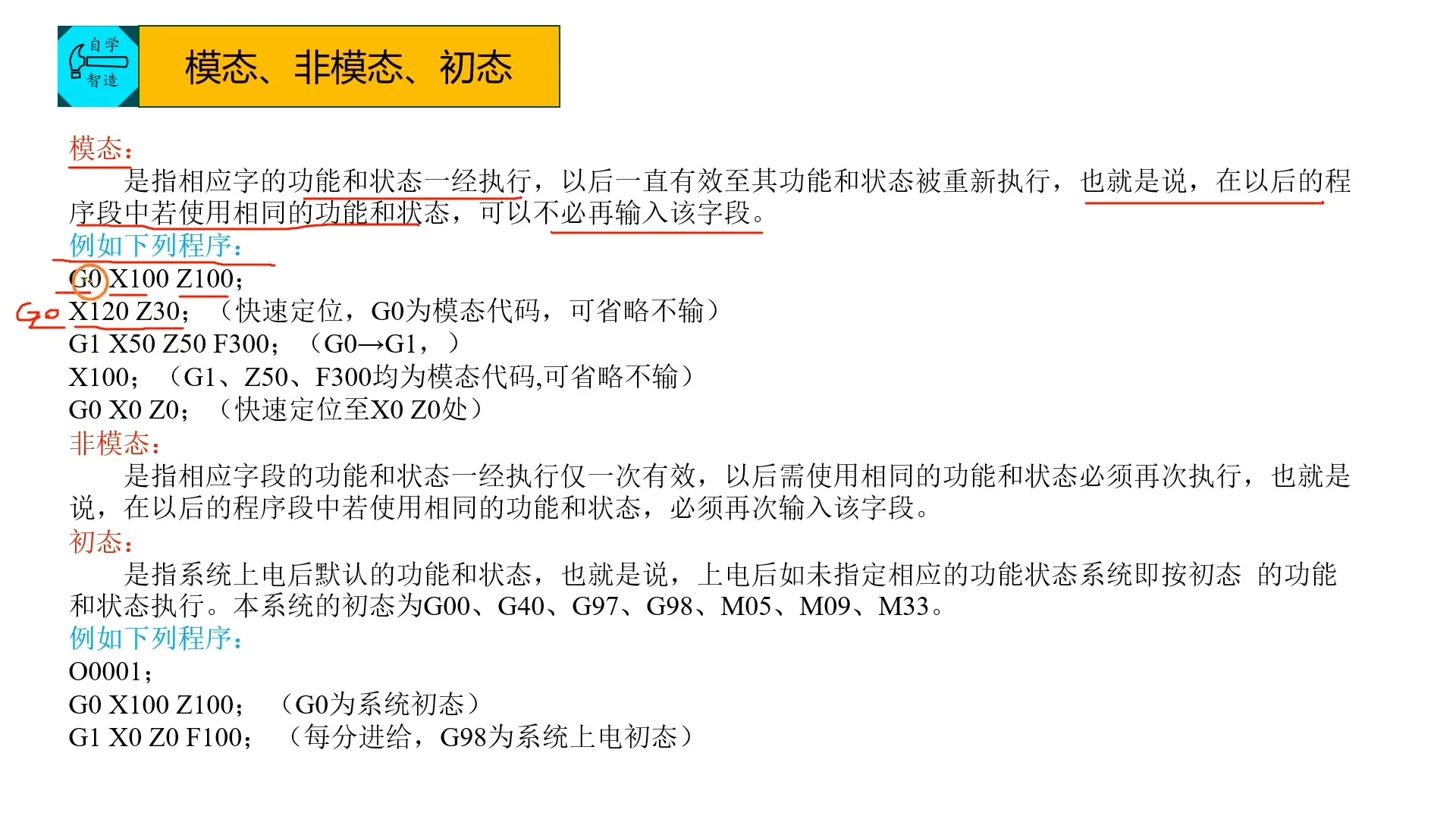
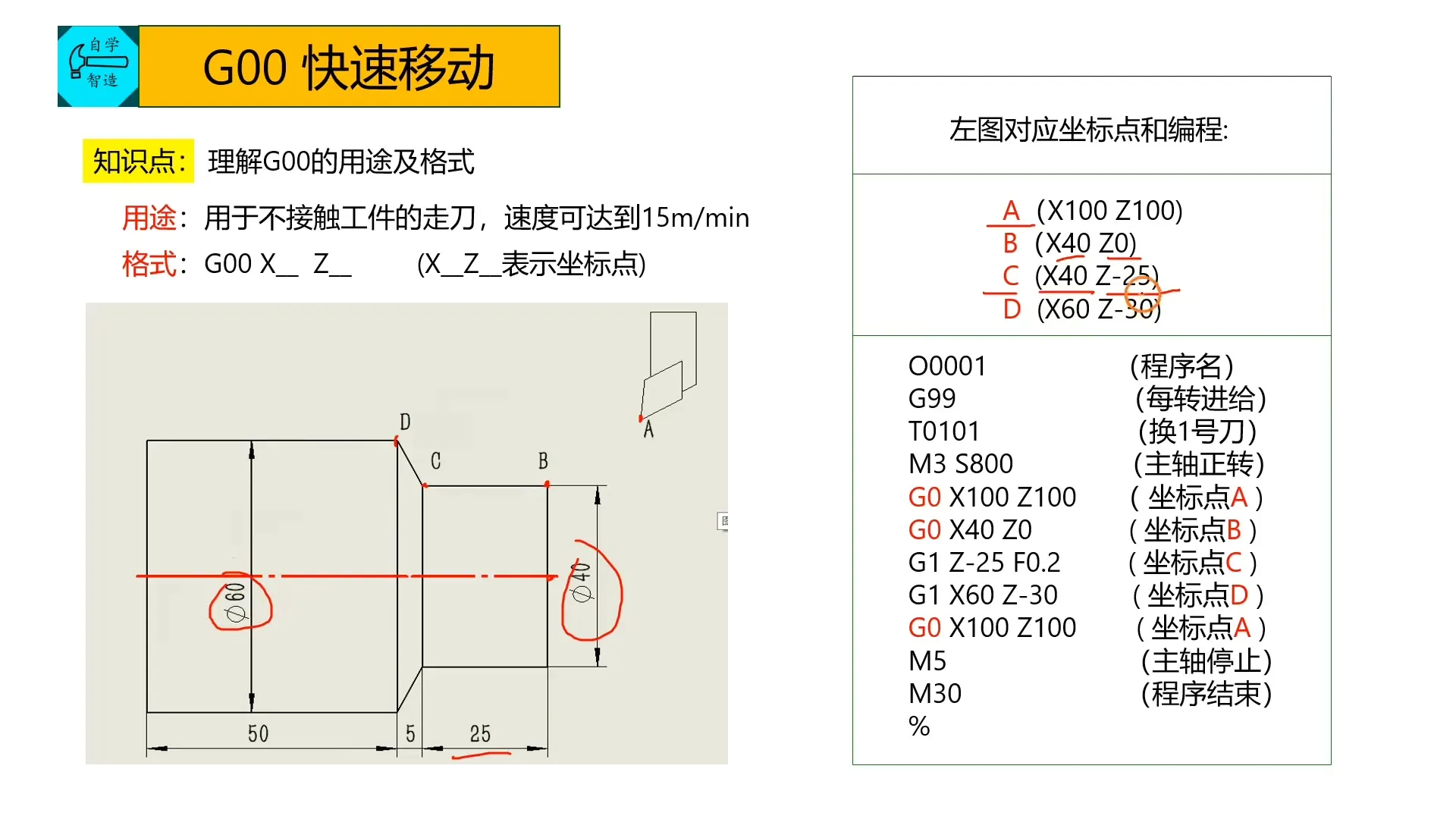
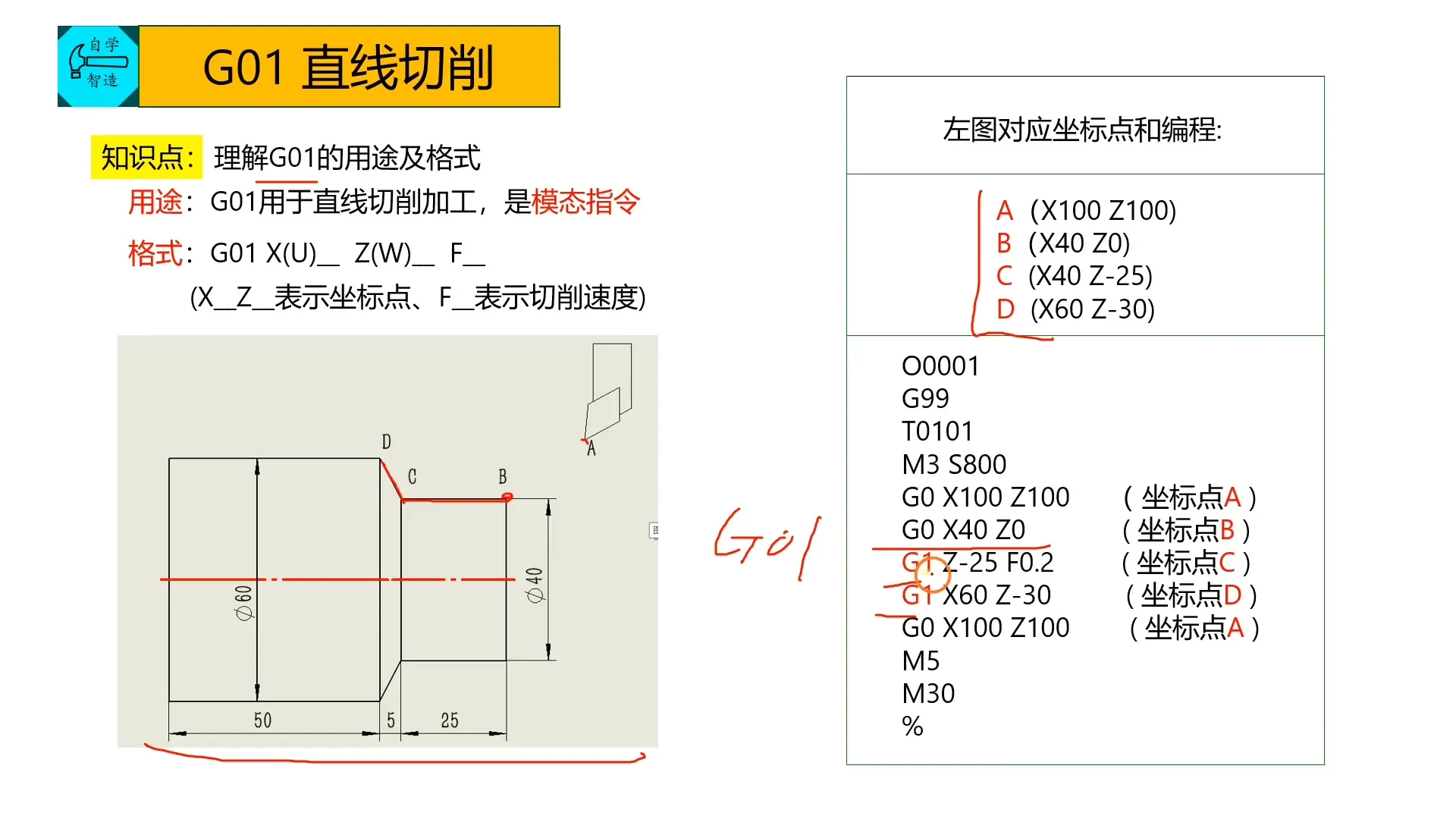
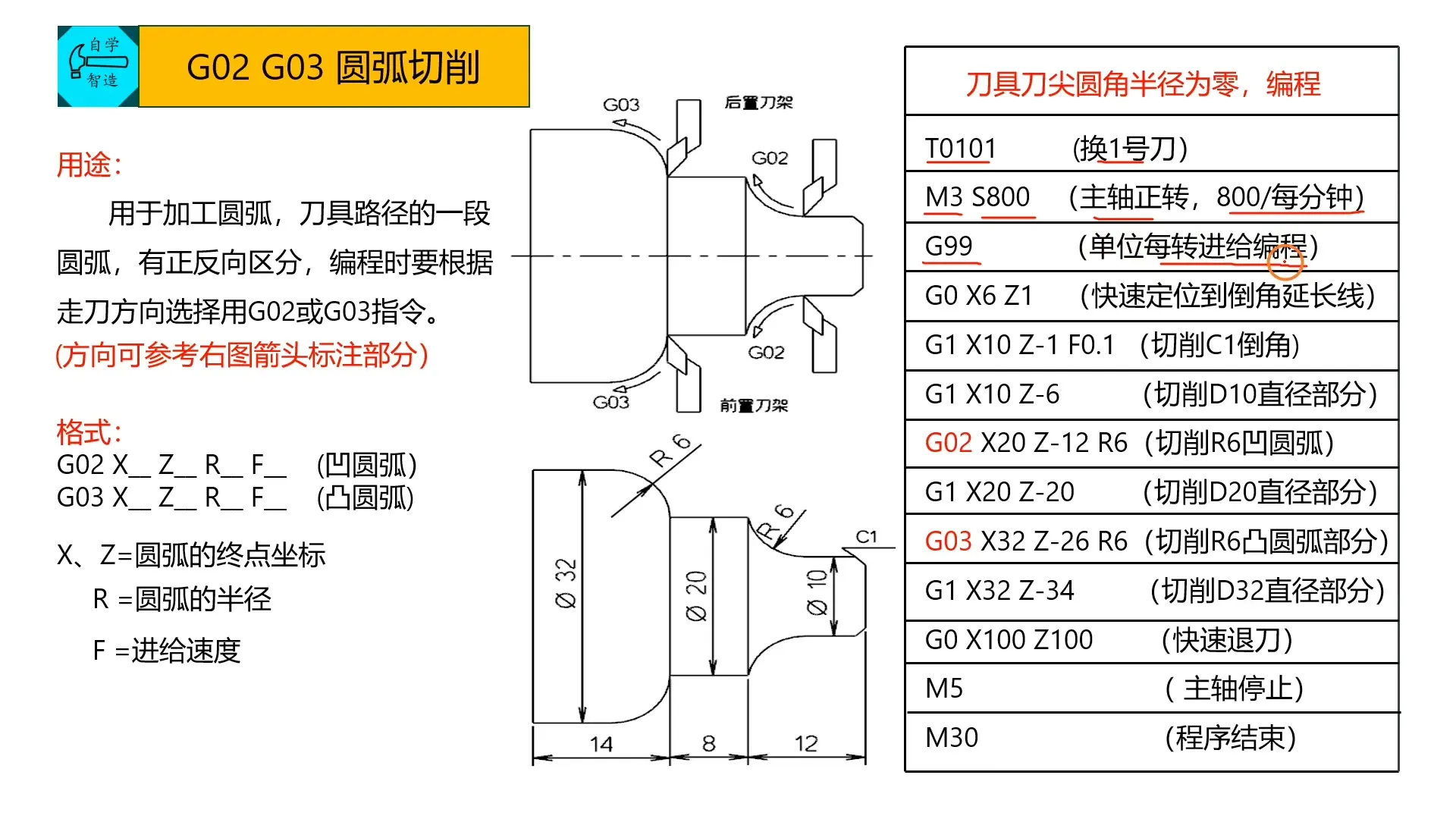
G/M指令高效编程秘诀
熟练掌握G代码和M指令是手工编程的基石。这里不仅讲指令本身,更侧重指令的组合逻辑与实际运用场景,让你编出的程序不光能跑,而且效率高、稳定性强,有效避免过切。
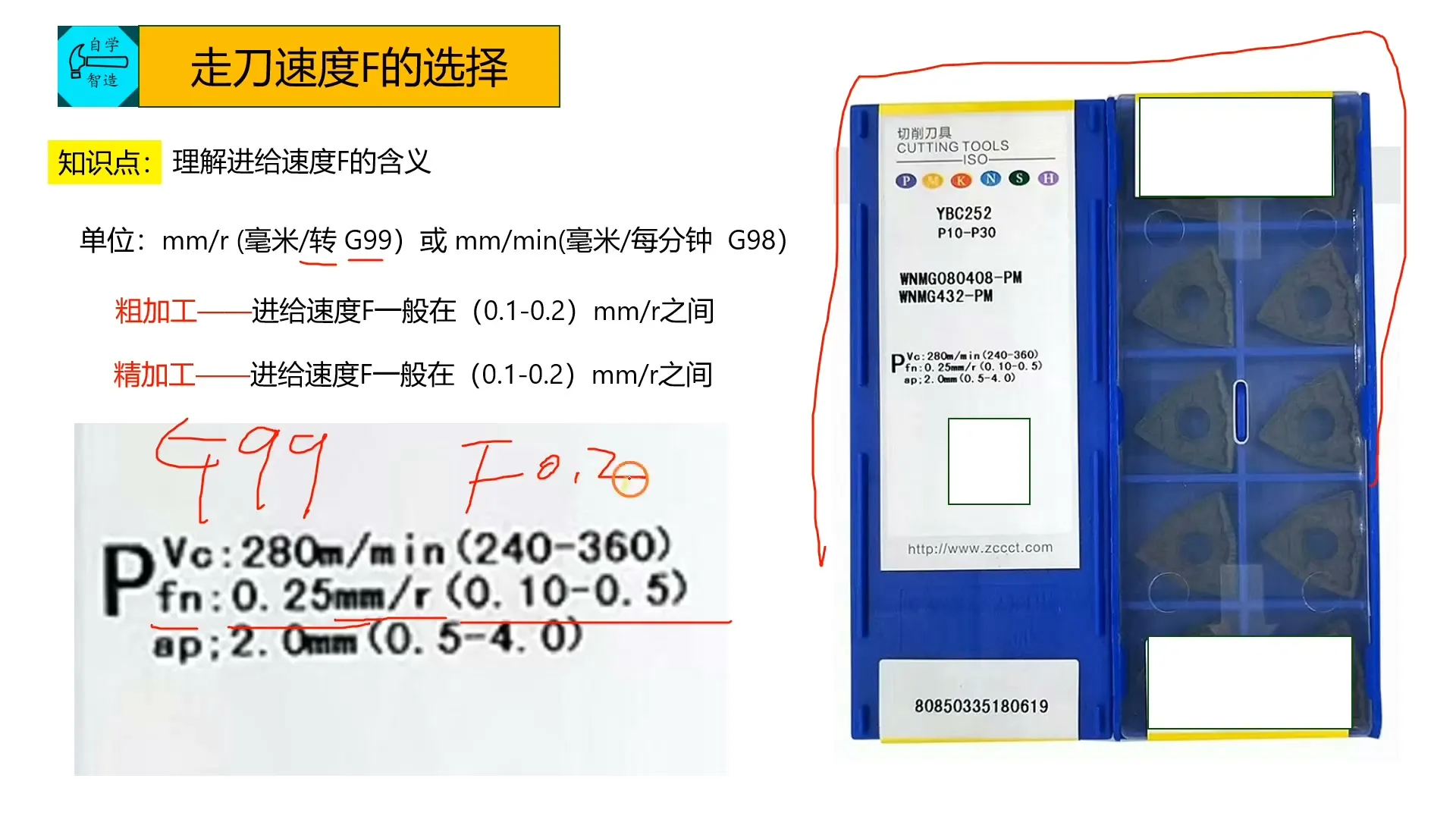
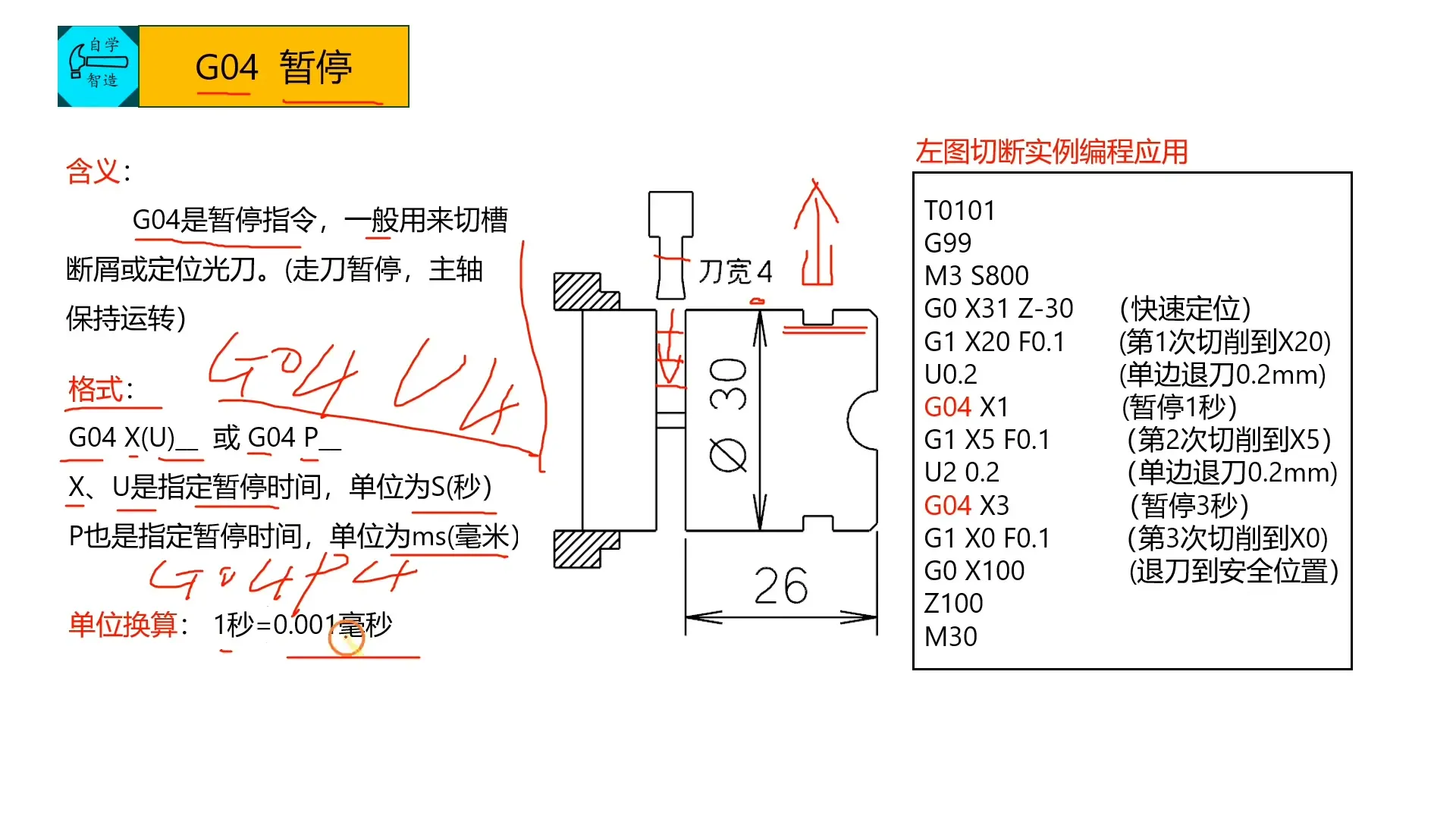
工件切削参数优化实战
切削参数S(主轴转速)和F(走刀速度)的合理选择,直接影响刀具寿命、表面粗糙度和加工效率。教程会深入分析各种工件材料与刀具类型下的参数优化技巧,帮你找到最佳吃刀量与进给。
💡 学习者 FAQ 解答
Q1: 学习G代码和M指令时,如何系统性记忆并理解它们之间的逻辑关系,而不是死记硬背?
A1: 死记硬背效率低下且容易出错。我建议你将指令按功能分类,比如运动控制类(G00、G01)、循环加工类(G71、G73)、辅助功能类(M03、M08)等。学习时结合实际加工场景,理解每条指令在程序中的作用,多动手写小程序并模拟运行,自然就能掌握其背后的逻辑。
Q2: 在进行数控车床对刀操作时,如何规避常见的误差源,从而提高加工精度?
A2: 对刀误差主要来自人工测量不准、刀具磨损和机床精度。关键在于选择合适的对刀方式,比如利用寻边器或对刀仪。对于手工对刀,要多次测量取平均值,并且注意刀尖补偿设置。更重要的是,要定期检查机床精度,确保主轴跳动和尾座不同心度在公差范围内,从源头上减少误差。
Q3: 面对教程中后期的复杂综合例题,手工编程的思路应该如何分解,才能避免遗漏细节或造成过切?
A3: 复杂零件首先要学会“拆解”。将一个整体分解为多个简单几何形状,比如外圆、内孔、端面、倒角、螺纹等。然后针对每个单一形状编写子程序或程序段,并考虑好刀具路径、吃刀量和退刀点。最后再将所有程序段按加工顺序合理串联,并着重检查相邻段的衔接处是否存在干涉或过切,通过图形模拟验证是必不可少的步骤。
温馨提醒
本站所有资源都是通过百度网盘下载,请自备百度网盘账号





暂无评论内容