🔥 实战痛点解析
新手初上手加工中心,最头疼的就是G代码和M代码记不住、用不对,导致程序逻辑混乱。坐标系设定不清,加工出来的零件尺寸偏差大,甚至面临撞刀风险。手编程序时,圆弧、攻牙等关键指令运用不当,更是废品率居高不下。本教程直击这些痛点,系统性解决从机床认知到高级手编的实际难题,避免走弯路。
📚 教程核心价值
硬核要点:本教程系统讲解加工中心基础操作与FANUC系统编程。从G代码M代码、坐标系认知,到自动分中、手编螺旋铣孔、铣键槽及攻牙模式,全面覆盖实战要点。让你快速掌握数控机床的操作逻辑,提升手编能力,精准解决加工中的各种疑难杂症,规避加工事故。
| 教程深度:零基础入门 |
软件环境:通用加工中心编程 |
| 资源容量:4.83 GB |
适合人群:机械小白、数控学徒、加工中心新手、操机员 |
|
⚠️ 排坑避雷:加工中心编程中,G54等工件坐标系建立若不准确,会导致批量零件尺寸偏差过大,甚至撞刀。务必反复核对对刀数据,并验证程序起点。
|
📋 完整实录目录
📋 完整教学大纲 (共 56 节)
温馨提示:框内可上下滑动查阅全部目录
|
01. 1–1专栏简介
|
|
02. 2–2.机床结构,开机原点,注意事项
|
|
03. 3–3.认识多种常用刀具,和镗刀
|
|
04. 4–4.游标尺,表尺,千分尺的认识
|
|
05. 5–5.G代码和M代码认识和常用指令
|
|
06. 6–6.常规图纸认识,了解尺寸公差
|
|
07. 7–7.MF PULS操作面板讲解
|
|
08. 8–8.认识法兰克机床面板MF,MD系统
|
|
09. 9–9.坐标系认识,相对,绝对,机械
|
|
10. 10–10,MF PULS自动分中功能演示
|
|
11. 11–11.MF PULS传程序
|
|
12. 12–12.MF调出机床程序加工
|
|
13. 13–13.加工中心MDI使用,换刀
|
|
14. 14–14.用百分表校表
|
|
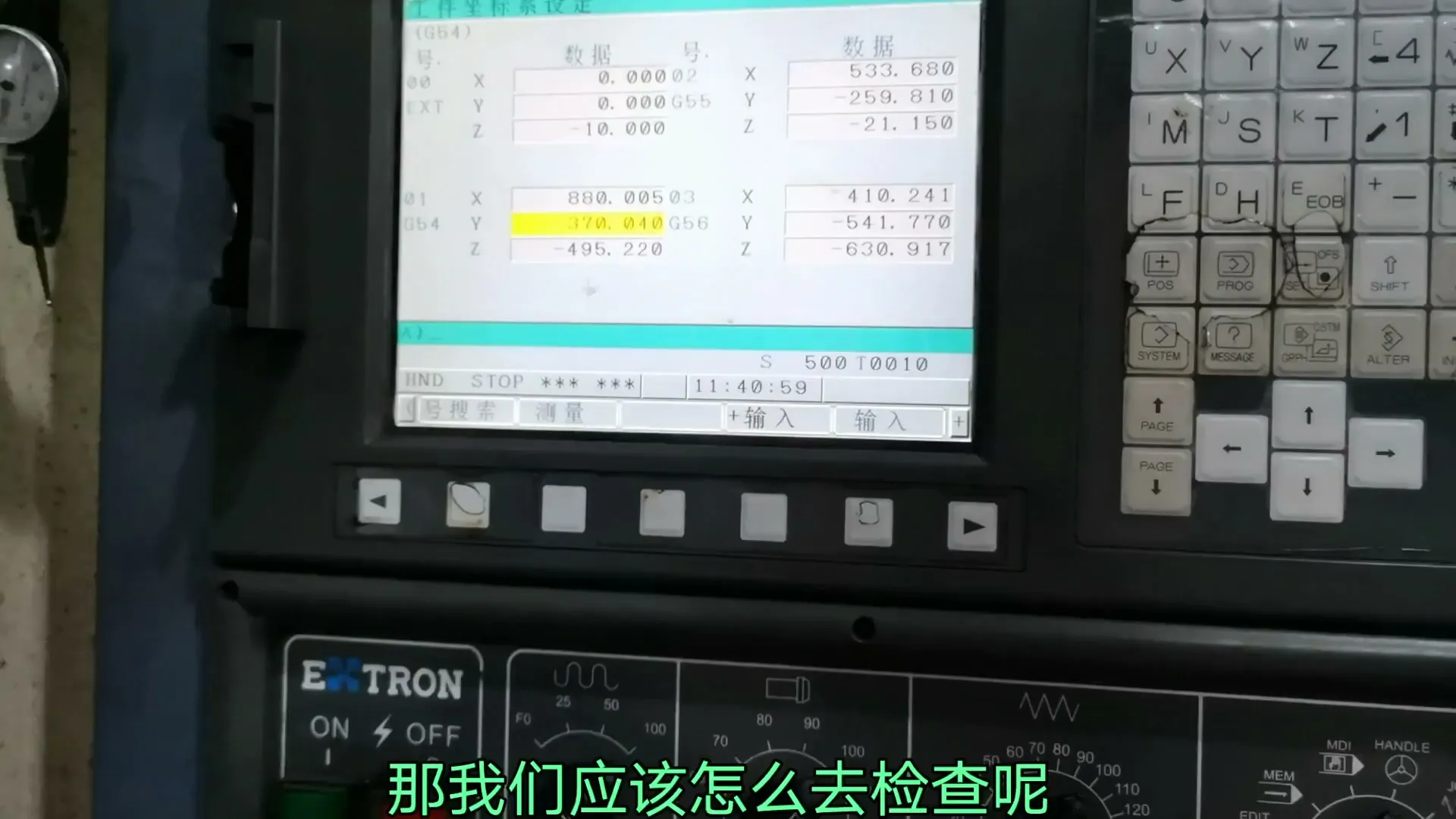
15. 15–15.四面分中,永不出错的检查技巧
|
|
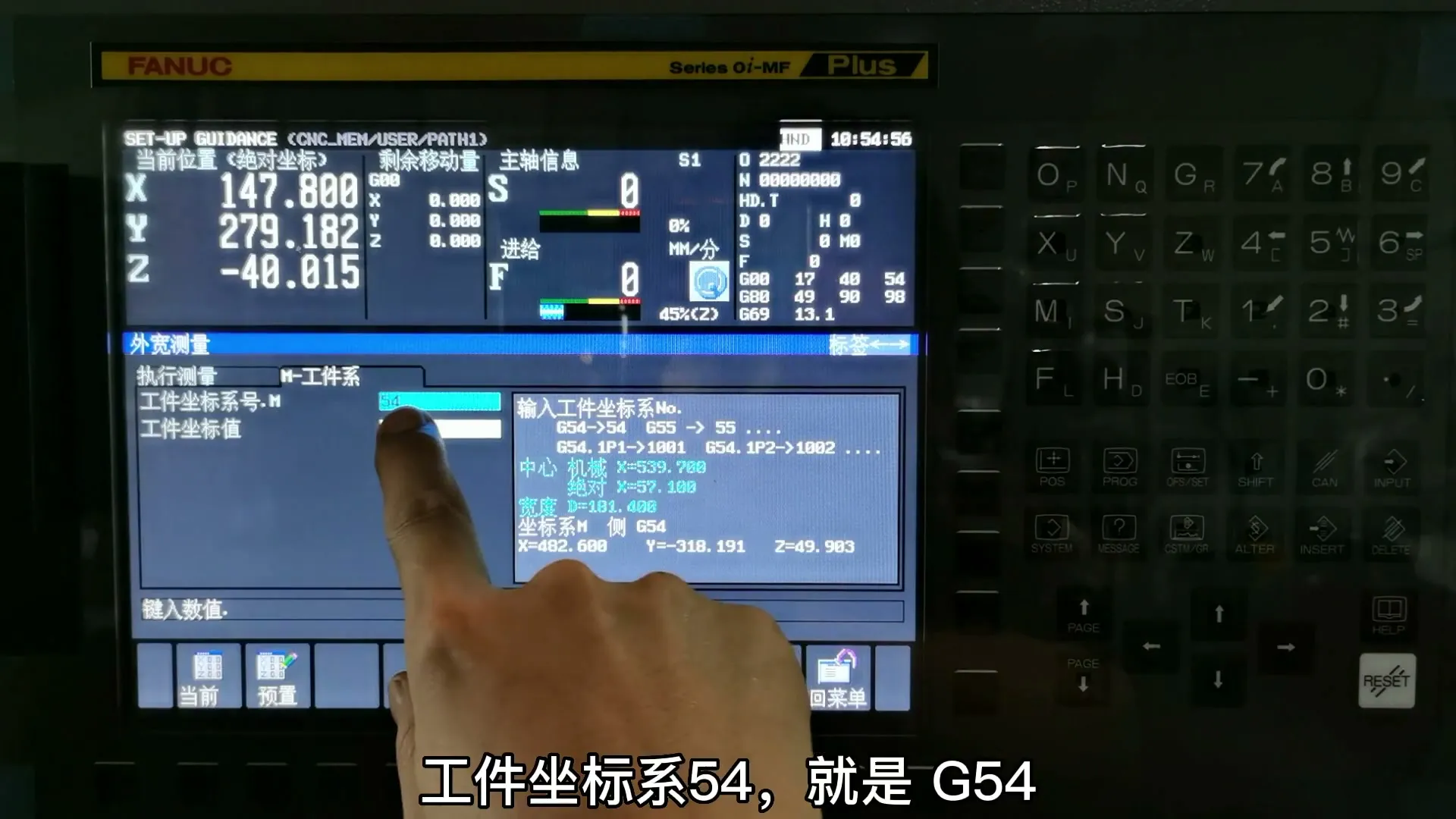
16. 16–16.G54 G59使用,偏置坐标系
|
|
17. 17–17.分单边,以及圆柱分中
|
|
18. 18–18.对1把刀,无刀库
|
|
19. 19–19.法兰克机床CF卡传程序
|
|
20. 20–20.法兰克U盘传程序
|
|
21. 21–21.DNC连线加工
|
|
22. 22–22.导出机床所有程序
|
|
23. 23–23.程序编辑,插入,替换,与执行
|
|
24. 24–24.换对刀点,点数移数
|
|
25. 25–25.测刀摆,测飞刀半径
|
|
26. 26–26.长度补偿,对多把刀,程序备刀
|
|
27. 27–27.工件摆斜度校表
|
|
28. 28–28.加工中心实操,【单段执行】
|
|
29. 29–29.M00 M01使用方法
|
|
30. 30–30.程序从中途开始加工
|
|
31. 31–31.使用GOTO跳跃程序
|
|
32. 32–32.M98子程序调用,M99使用
|
|
33. 33–33.M198调用CF卡程序
|
|
34. 34–34.刀具半径补偿使用
|
|
35. 35–35.创建程序钻孔,新手钻孔
|
|
36. 36–36.手编钻群孔
|
|
37. 37–37.极坐标加工法兰
|
|
38. 38–38.不同钻孔指令G81G73G82G83
|
|
39. 39–39.G98 G99 如何正确使用
|
|
40. 40–40.镗刀如何使用
|
|
41. 41–41.利用百分表分中
|
|
42. 42–42.机床运作中,进行后台编程
|
|
43. 43–43.手编往复编裎
|
|
44. 44–44.加工中心镜像
|
|
45. 45–45.加工中心旋转坐标
|
|
46. 46–46.常规攻牙,和反向攻牙M29刚性
|
|
47. 47–47.G94、G95分别使用
|
|
48. 48–48.常用刀具、钻头。转速进给表格
|
|
49. 49–49.手工磨铣刀
|
|
50. 50–50.手工磨钻头
|
|
51. 51–51.手编螺旋铣孔
|
|
52. 52–52利用子程序螺旋铣孔
|
|
53. 53–53.手编飞面程序
|
|
54. 54–54.手编铣键槽
|
|
55. 55–55.手编常用指令,圆弧
|
|
56. 56–56.法兰克攻牙模式
|
— 目录到底啦,共计 56 个文件 —
📺 实机操作画面预览
📸 截图选自: 专栏简介
📸 截图选自: ,MF PULS自动分中功能演示
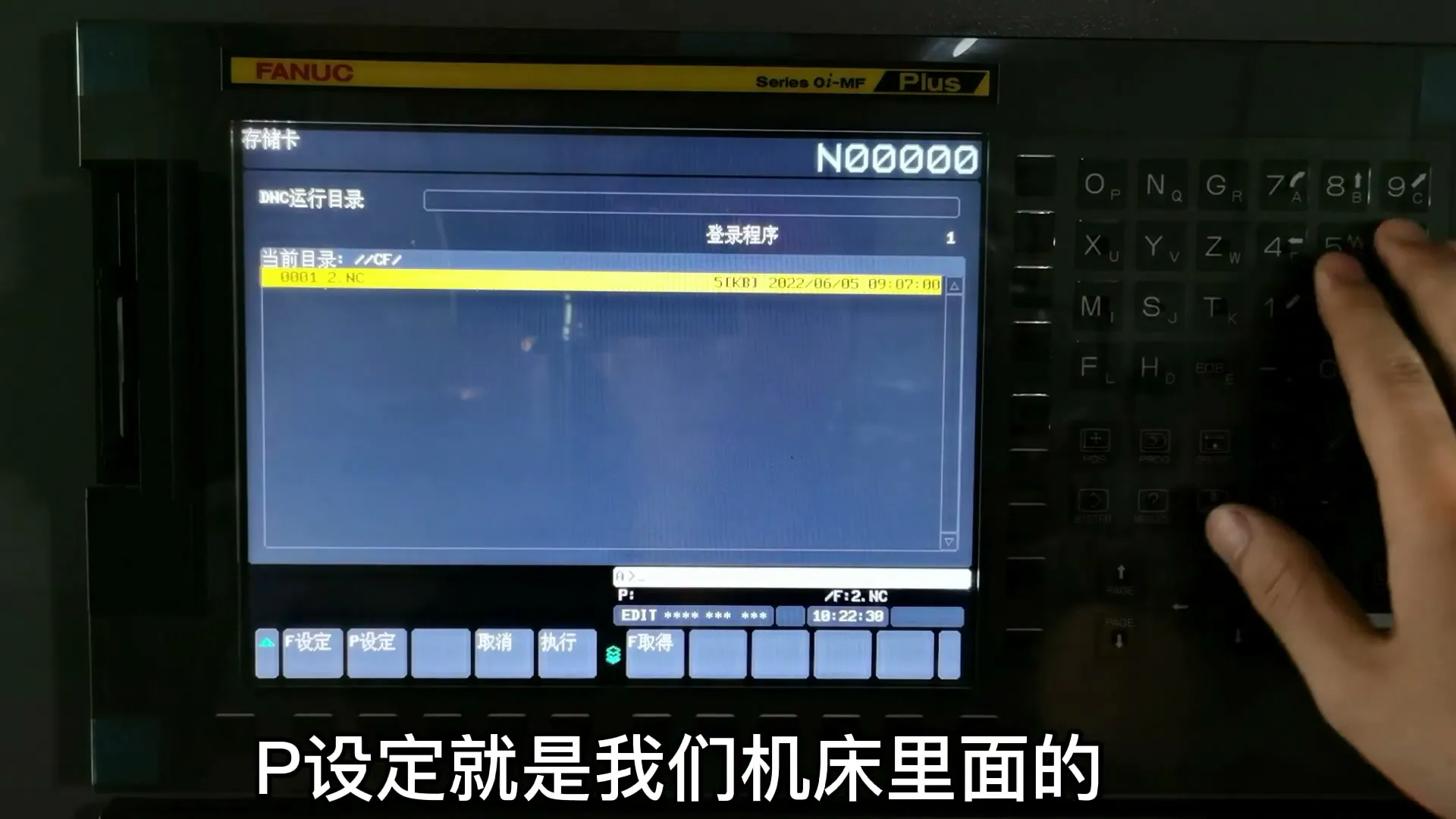
📸 截图选自: MF PULS传程序
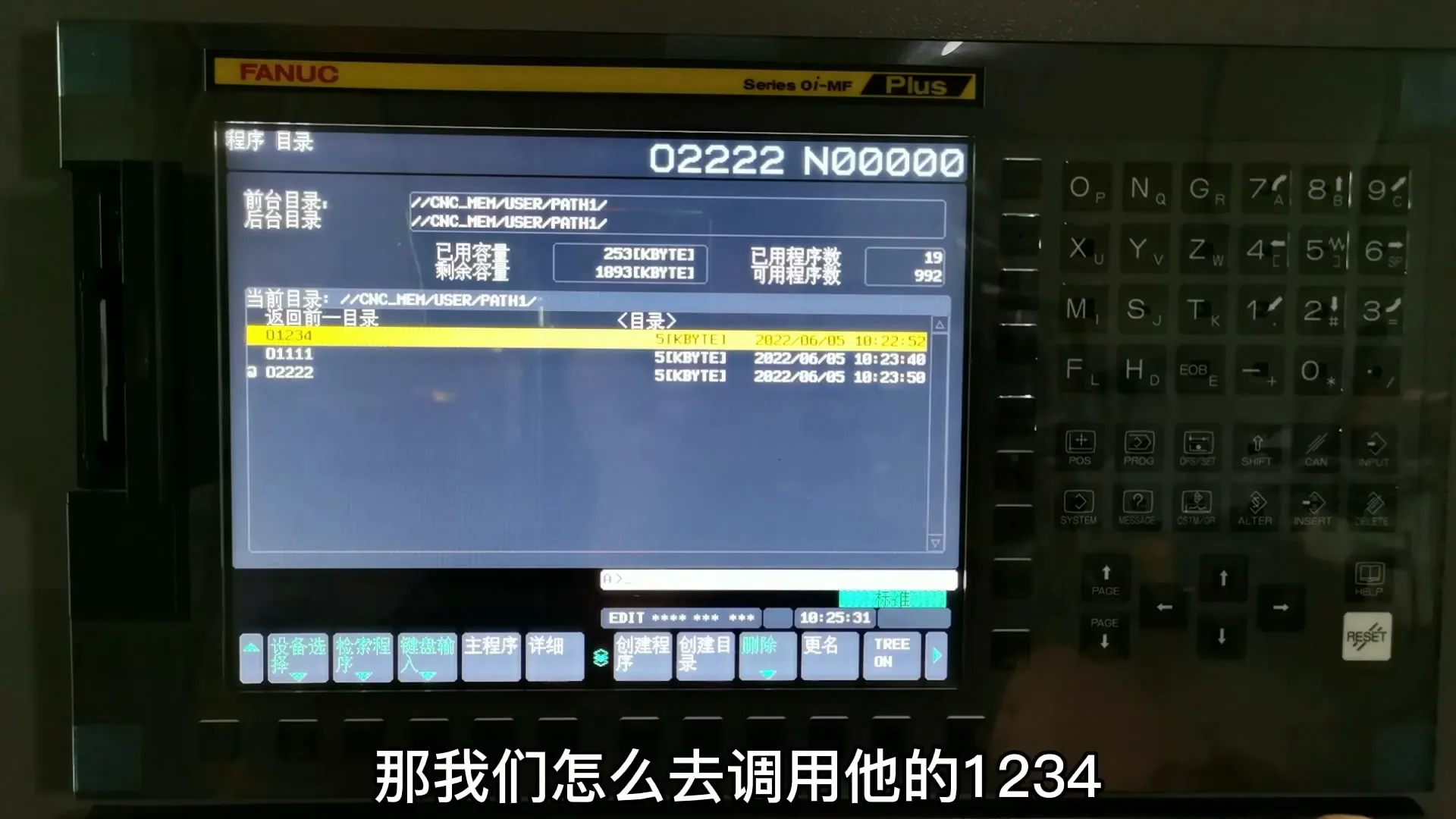
📸 截图选自: MF调出机床程序加工

📸 截图选自: 加工中心MDI使用,换刀

📸 截图选自: 用百分表校表
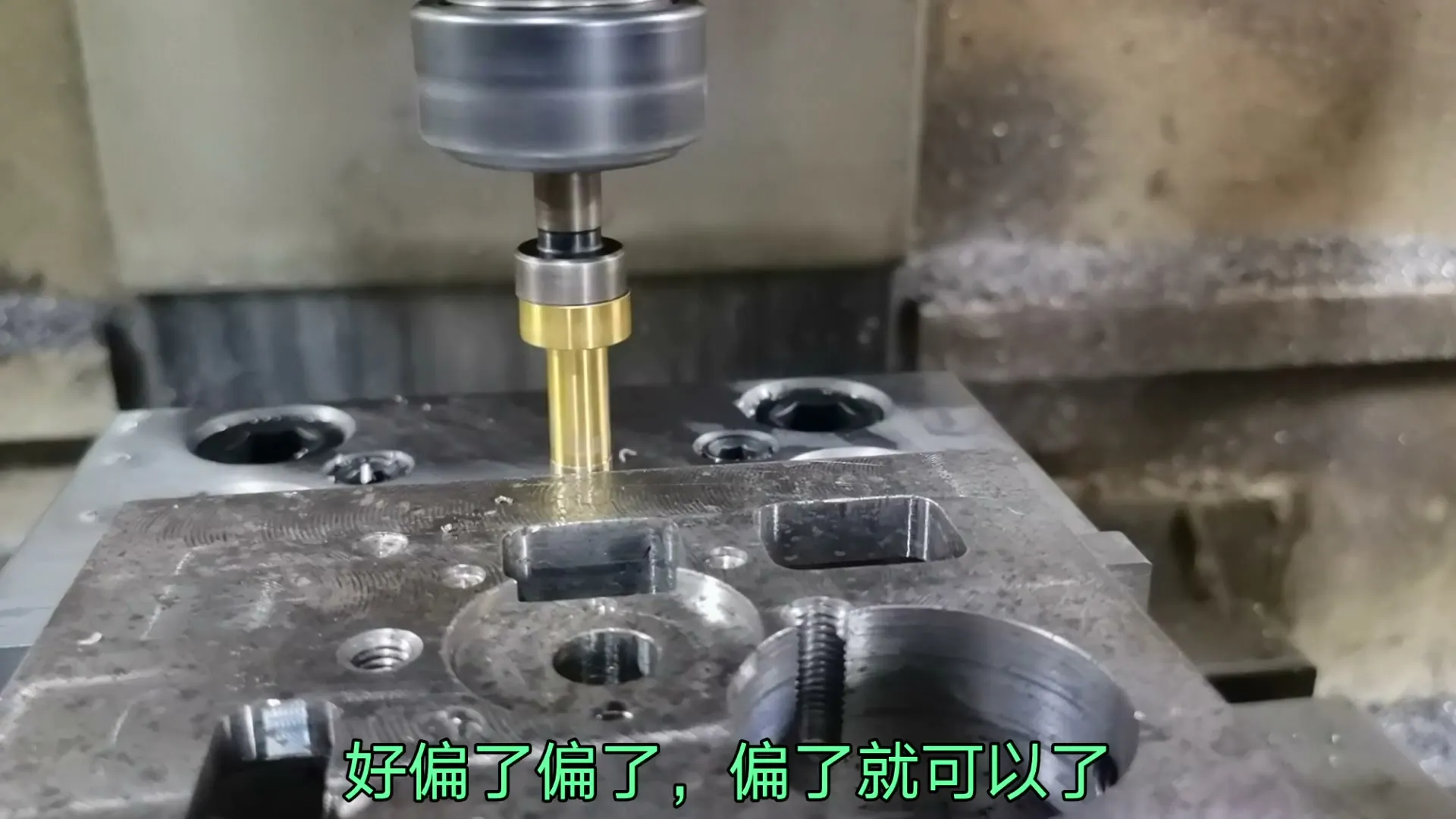
📸 截图选自: 四面分中,永不出错的检查技巧
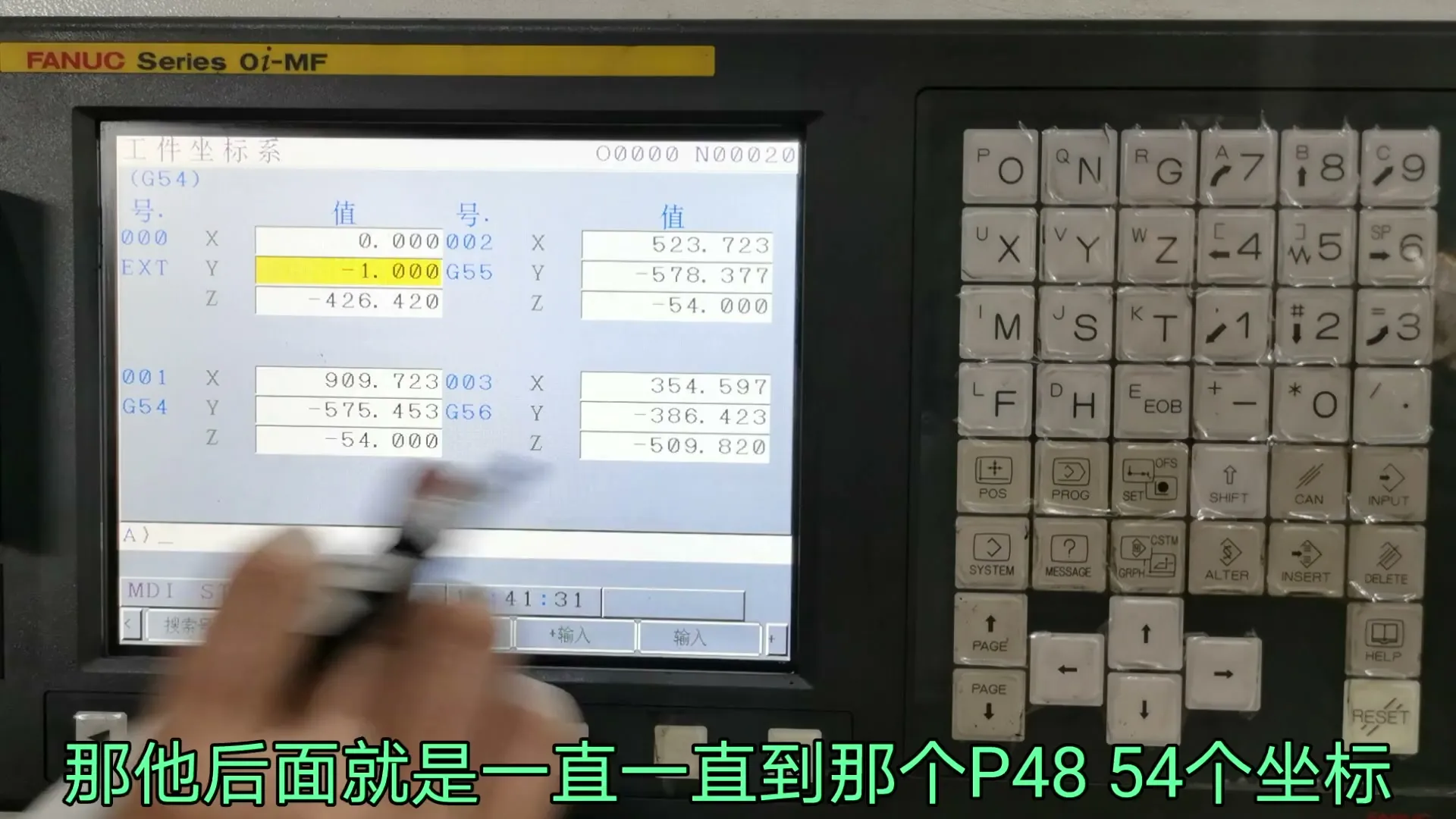
📸 截图选自: G54 G59使用,偏置坐标系
📸 截图选自: 分单边,以及圆柱分中
📸 截图选自: 对1把刀,无刀库
🛠️ 核心干货提炼
加工中心G代码精通与M代码实战应用
本教程深入剖析G代码与M代码的底层逻辑,让你不仅知其然更知其所以然。掌握这些指令是编写高效稳定程序的基石,大幅提升机床利用率和加工精度。
FANUC系统操作面板与坐标系精准设置
从零讲解FANUC操作面板的各项功能,手把手教你如何建立机械坐标、绝对坐标与相对坐标。这是保证零件加工精度,避免对刀误差的关键环节。
复杂零件手编铣削与攻牙技巧揭秘
通过螺旋铣孔、手编飞面和铣键槽等实战案例,让你彻底掌握手动编程的精髓。特别是攻牙模式的讲解,能有效避免断丝锥,提升加工一次成功率。
💡 学习者 FAQ 解答
Q1: 手编圆弧程序时,如何有效避免过切或欠切,确保尺寸精度?
A1: 圆弧指令G02/G03的关键在于理解R值、IJK值的运用。实际操作中,通过试切小样块、使用模拟仿真功能预判刀路,并结合准确的对刀和机床间隙补偿来精修,才能避免常见的过切与欠切。
Q2: 加工中心初学者,在进行自动分中操作时,最容易犯哪些低级错误?
A2: 自动分中常见错误包括探针未校准、G54等工件坐标系设置错误、以及分中方向判断失误。务必先手动测量校准探针,然后严格按照分中流程,对每个方向的数据进行复核,避免因马虎导致废品。
Q3: 如何在FANUC系统上安全高效地进行攻牙操作,避免断丝锥或烂牙?
A3: 攻牙模式(如G84)的关键在于螺距设置、底孔直径匹配以及切削液的充分供给。必须根据材料选择合适的转速和进给,并预留足够的退刀距离。在粗加工攻牙前,务必检查底孔尺寸,必要时先用小螺纹铣刀试切。
温馨提醒
本站所有资源都是通过百度网盘下载,请自备百度网盘账号









暂无评论内容