
航空薄壁件加工挑战与Mastercam策略
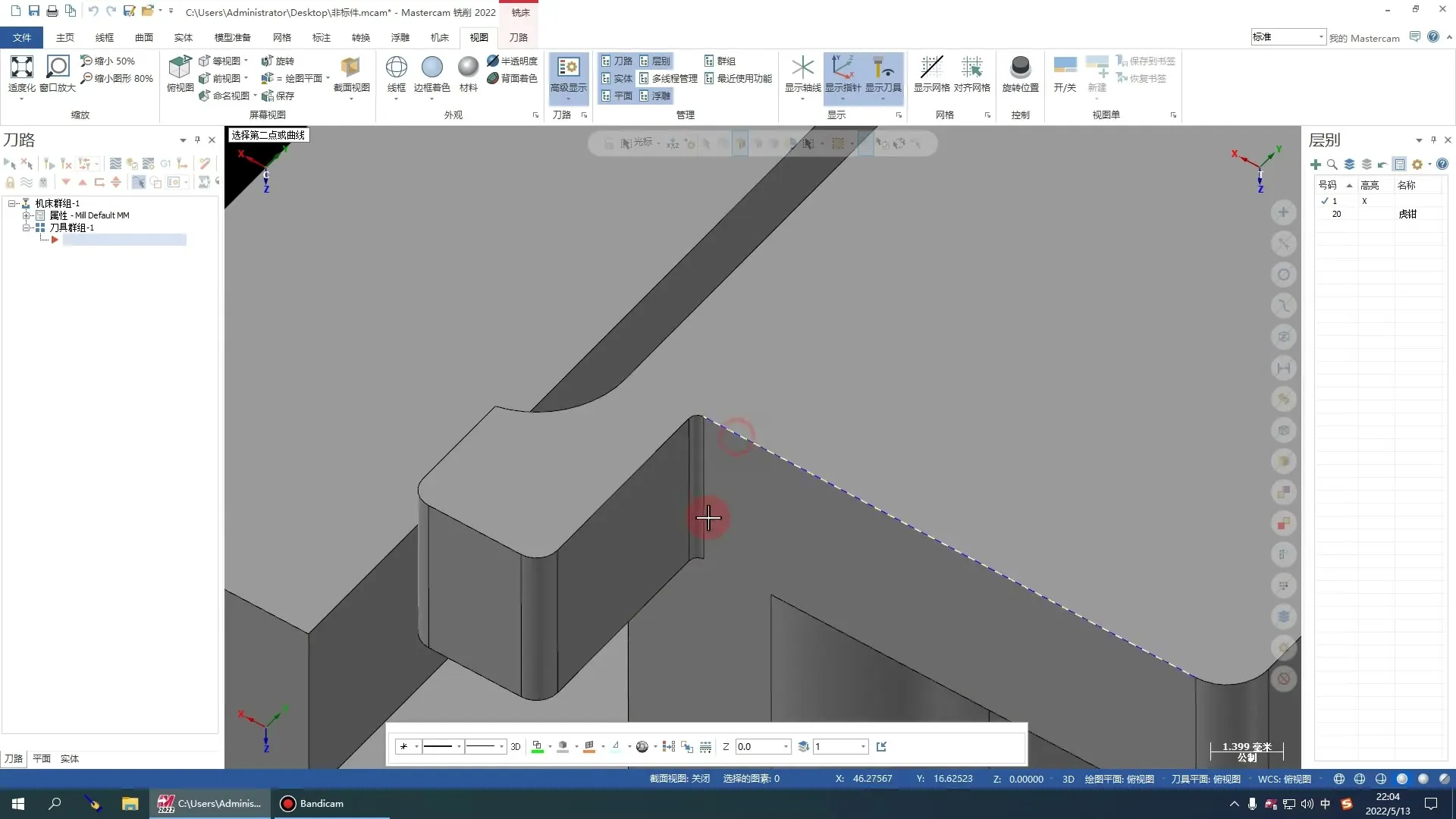
航空薄壁件加工,最怕的就是切削震颤和零件变形。这在Mastercam 2021里设置刀路参数时必须高度重视。薄壁件刚性差,稍微处理不当,轻则表面质量下降,重则直接报废。作为一名14年资历的编程工程师,我在实际操作中没少见过这类问题。
首先,咱们得明白,薄壁件加工的核心在于控制切削力,让工件受力均匀且尽量小。Mastercam 2021在动态铣削(Dynamic Milling)方面做得不错,它能保持恒定的切削负荷,有效减少刀具振动。但即便如此,新手也常常在初始进刀、退刀以及清角时翻车。我建议,在粗加工阶段,特别是对壁厚变化大的区域,要细致调整切削深度和宽度,避免一次性吃刀过猛,引发共振。同时,走刀方向的选择至关重要,尽量采用顺铣,减少切削冲击,并注意刀具的悬伸长度,长悬伸刀具更容易产生震颤。
刀路优化与公差控制
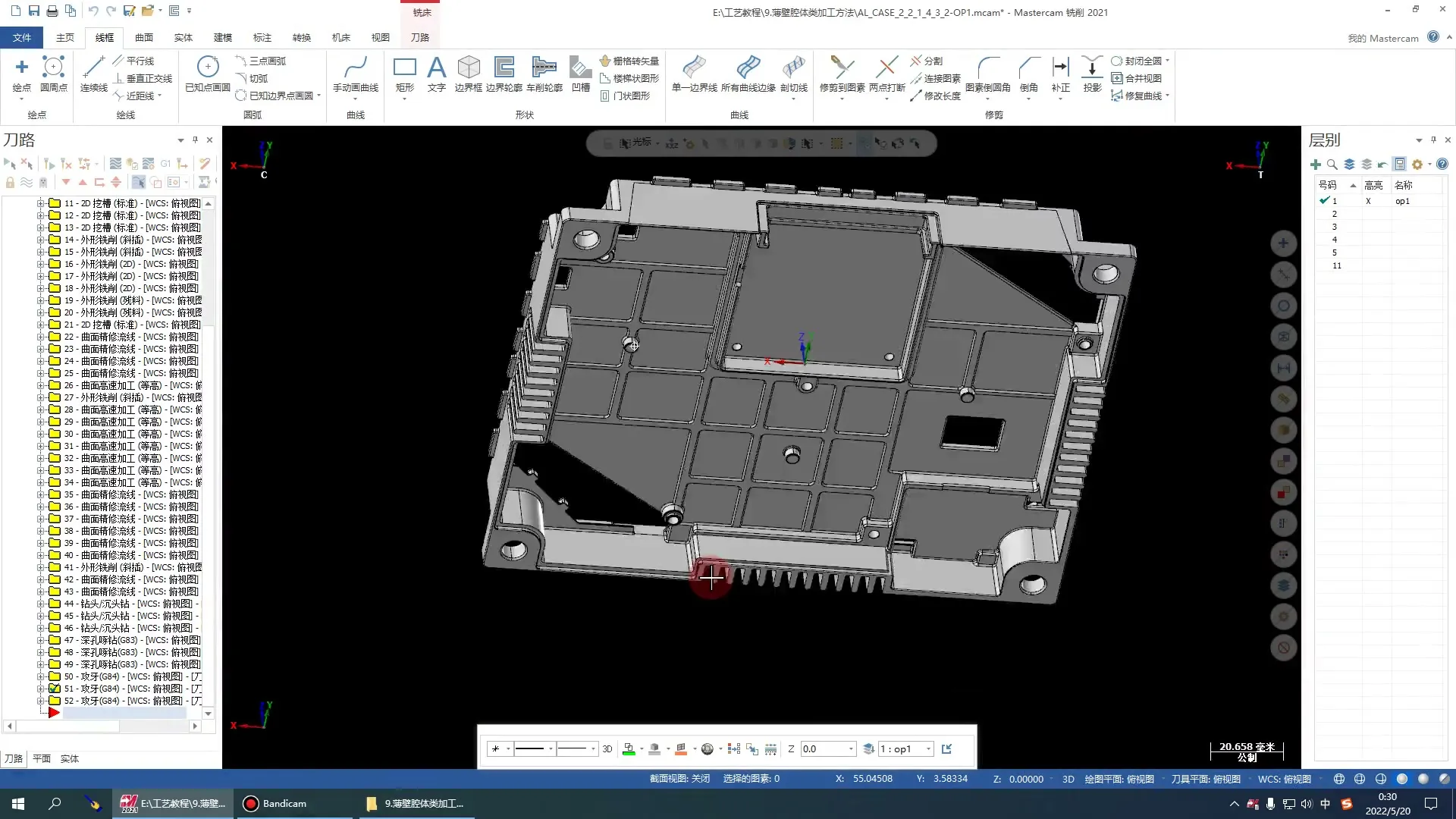
在Mastercam中规划刀路,公差的设置是关键。如果刀路公差给得太大,机床在执行时会出现轨迹不平滑,尤其是在曲面过渡区域,轻则导致表面粗糙,重则可能引起机床瞬间抖动,甚至在极端情况下发生过切。我一般会建议精加工的刀路公差控制在0.005mm以内,这样能保证较高的精度和表面质量。而刀具路径平滑度参数也得调到最佳,Mastercam的过滤功能可以有效减少G代码量,同时保持刀路精度。
航空件往往是复杂曲面,在Mastercam 2021里,多轴加工模块的应用是重头戏。五轴联动可以有效缩短刀具悬伸,改善切削条件。但在编程时,一定要注意刀轴矢量控制,避免出现干涉或过切。我发现很多新手在设置五轴摆角时,往往只关注单一方向的避让,忽略了动态切削过程中刀具与工件其他部位的潜在碰撞风险。这时候,Mastercam自带的刀路模拟功能就显得尤为重要,务必进行全方位的仿真验证,甚至可以开启碰撞检测。
后处理与机床联动风险
后处理文件是连接Mastercam和机床的桥梁,它的配置是否得当,直接决定了程序能否安全运行。错误的后处理,轻则导致G代码格式不对,机床无法识别;重则可能引发轴超程、安全高度不够等报警,甚至直接撞刀。比如,很多五轴机床对轴的旋转方向、极限行程都有严格规定,如果后处理中轴的定义与实际机床不符,就容易出现AL-1510(轴超程)或SV-002(伺服报警)这类问题。
在薄壁件精加工时,冷却液的选用和喷射方式也直接影响加工质量。充足的冷却和润滑可以带走切削热,减少工件热变形,同时排屑顺畅。Mastercam里虽然不能直接控制冷却液种类,但可以在刀具路径操作中设置冷却液开启/关闭,这在模拟时也能体现出来,方便我们检查。如果你想系统学习这些高级刀路策略和避坑经验,cnc自学网的教程是一个不错的选择,里面有很多实战案例可以参考,帮助你少走弯路。
实际操作中的紧急应对
薄壁件加工,除了前期的编程优化,现场的应急处理能力也很关键。比如,当发现切削过程中出现异常震动时,首先要做的不是急着停机,而是迅速检查进给速度是否过快、转速是否过高、刀具是否磨损。有时候,稍微调低一点进给,震颤就能明显改善。我通常会先空运行一遍程序,仔细观察机床运行轨迹,听听有没有异常声音,确保万无一失。Mastercam 2021航空件薄壁件加工工艺是一门大学问,需要理论与实践的结合。
💡 学习者 FAQ 解答
Q1: 咱们这批新到的五轴机,Mastercam 后处理出来的程序,在FANUC系统上运行A轴总是报警SV-002,但在HAAS上却没问题,怎么回事?
A1: SV-002通常是FANUC的伺服报警,意味着轴的指令值或反馈值超出系统允许范围。HAAS和FANUC的后处理差异巨大,特别是对宏程序、轴定义和旋转轴限位的处理。你得检查FANUC后处理文件里A轴的输出格式、旋转轴的周期性设置(360度还是±180度),以及是否调用了FANUC特有的宏程序。很多时候是后处理没有正确定义FANUC的旋转轴参数,或者安全限位不匹配。赶紧让技术员打表检查A轴的实际行程和零点,然后修改后处理代码,或者手动调整G代码里A轴的起始和结束位置,确保不超出机床参数设定的软限位。
Q2: 加工一个大型框梁类薄壁件,程序跑起来Z轴老是出现AL-1510超程报警,但模型尺寸明明没超限啊?
A2: AL-1510是FANUC的轴硬限位超程报警。模型尺寸没超限,不代表加工过程中的刀具轨迹也没超限。你得检查几个地方:一是工件坐标系(G54/G55等)是否设置正确,Z轴零点有没有打错。二是Mastercam里设置的安全高度和退刀高度,是不是在某个加工环节中,刀具回退到了机床Z轴的硬限位附近。三是刀具长度补偿(G43)是否正确加载,以及你输入刀长时有没有算上夹持部分的长度。我建议先用Mastercam自带的模拟功能进行全方位模拟,看看刀具在各个环节的Z轴位置,尤其是快速定位和换刀点。再不行就空跑程序,手眼并用,看Z轴的实际运行范围,找出哪个G代码行导致了超程。
Q3: 用Mastercam编了一个螺旋铣孔的程序,到机床上打表,孔径老是偏大0.1mm,而且孔壁有震纹,用什么方法快速调整?
A3: 孔径偏大0.1mm且有震纹,这通常是刀具问题、切削参数或刀补设置不当导致的。首先,立即检查刀具本身:刀具刃口是否锋利、有没有崩刃,刀具跳动(Runout)是否在0.01mm以内,用打表器测一下。刀具跳动大是孔径偏大和震纹的罪魁祸首之一。其次,检查切削参数:进给F和转速S可能不匹配,螺旋下刀的深度AP和径向吃刀量AE可能过大,导致切削力不均和震动。降低转速或进给,增加螺旋下刀的圈数,减小径向吃刀量,能有效缓解震纹。最后,确认刀具半径补偿(G41/G42)是否正确启用,补偿值有没有设置错误。很多时候,Mastercam生成的程序默认是中心轨迹,需要在机床刀补表里手动设置刀具半径补偿值,或者在后处理阶段直接输出补偿后的轨迹。先调整切削参数,再检查刀具,最后复核刀补设置。






暂无评论内容