NX 12.0三轴整体结构件加工:刀路优化与安全编程
在NX 12.0进行三轴整体结构件加工编程时,最容易让人头疼的就是刀路与零件、夹具的干涉问题。特别是对于复杂腔体或薄壁结构,一个不留神,轻则多走空刀、效率低下,重则直接撞刀、废件废刀,甚至损坏机床。作为一名13年资历的编程工程师,我发现很多新手在追求刀路美观的同时,往往忽略了最根本的安全与效率。
一、刀路干涉避让:防撞是第一要务
咱们编程,首先要保证的是安全。对于整体结构件,刀具在加工过程中与侧壁、底面、甚至未加工区域发生碰撞的风险极高。NX 12.0提供了丰富的刀路生成策略,但关键在于如何有效运用。我建议:
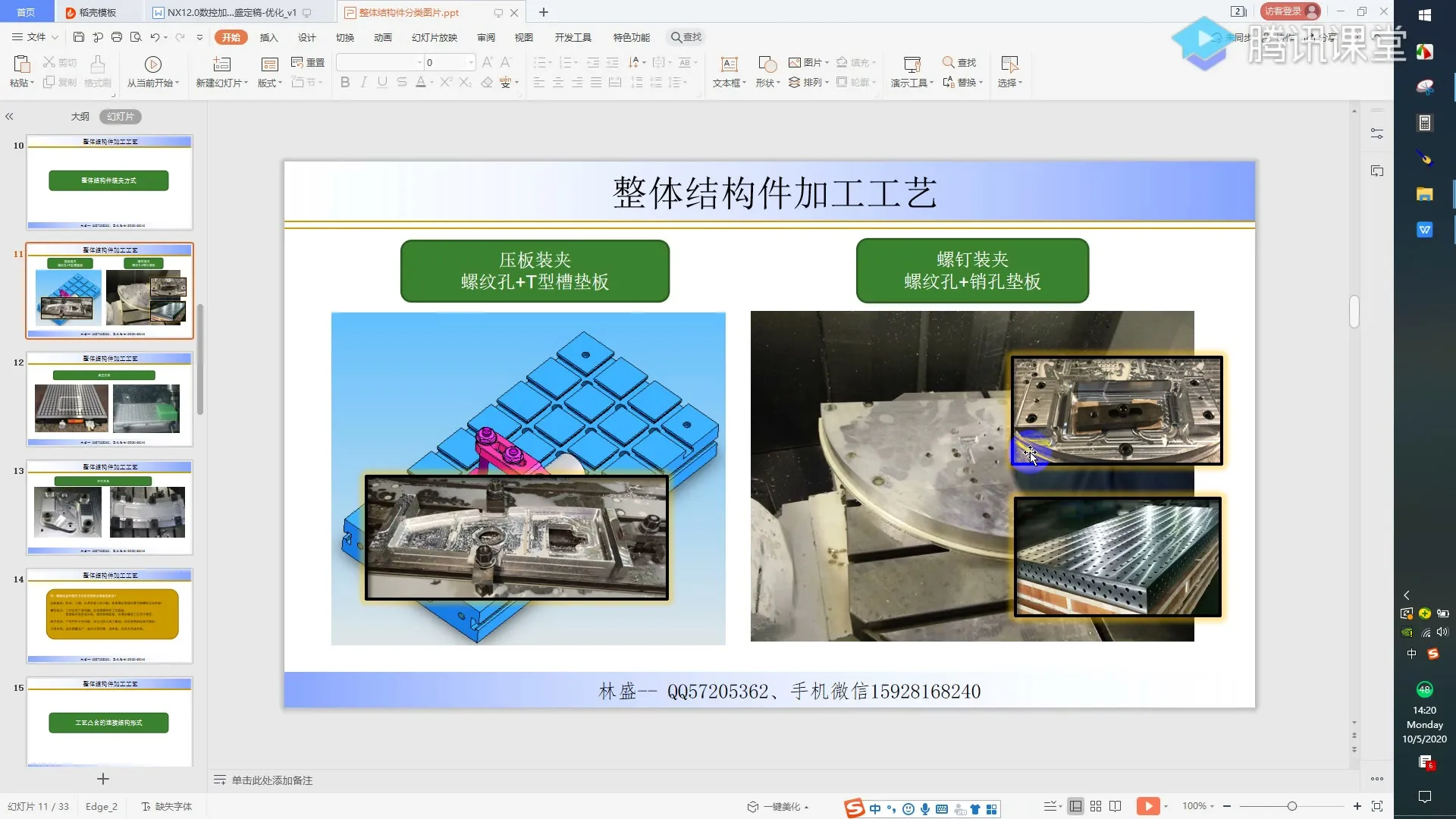
- 严格定义毛坯与夹具: 这是防撞的基础。在CAM环境中,必须精确导入或创建毛坯几何体,并建立好夹具模型。即使是最细小的压板螺丝,也可能导致致命的碰撞。
- 善用刀轴控制与安全区域: NX的刀轴倾斜功能在深腔加工时至关重要。同时,要设置足够的安全距离和安全平面,确保刀具在快速进给或非切削运动时能避开所有障碍。别为了省那么几秒钟,把几万甚至几十万的刀具和工件搭进去。
- NC仿真与验证: 无论你对自己的刀路多有信心,NC仿真永远是最后一道防线。NX自带的机床仿真功能,可以直观模拟整个加工过程,提前发现潜在的干涉和过切。这步绝不能省,它是咱们车间“擦屁股”前的最后机会。
二、后处理与G代码生成:系统差异与报警处理
刀路再完美,后处理出问题一样白搭。不同机床控制系统对G代码的解析标准有细微差异,如果你的后处理没配置到位,机床可不管你NX里做得有多漂亮,直接就会给你报警。
- 常见后处理痛点: 比如坐标系切换、刀具半径补偿(G41/G42)、循环指令(G73/G81)的调用格式。我见过不少编程员,换个机床就得找人改后处理,影响进度。长远来看,掌握一些后处理的基础知识,甚至能自己调试一些简单的MCL代码,能省去不少麻烦。
- 空运行测试: 新程序上机前,务必进行空运行。降低快速移动速度(Rapid Override),观察刀具路径是否与仿真一致,听听机床运行声音是否有异常。
- 关注CNC自学网: 如果你在后处理方面遇到瓶颈,不妨多去CNC自学网逛逛,上面有很多关于NX后处理的实战教程和案例分享,能帮你少走很多弯路,快速提升解决问题的能力。
三、加工参数优化:吃刀量与表面质量的平衡
结构件加工往往对表面质量和精度有较高要求,但又不能牺牲效率。如何在吃刀量、进给、转速和刀具寿命之间找到平衡点,是每个编程工程师的必修课。
- 动态进给控制: NX的自适应铣削等策略能够根据材料余量和刀具受力情况动态调整进给速度,有效避免刀具过载,延长刀具寿命,同时保证切削稳定性。
- 精加工余量控制: 对于精加工,尤其是一些复杂曲面,要合理控制精加工余量。余量太大会导致精加工刀具吃刀量过大,影响表面质量;余量太小则可能无法有效去除粗加工残余,甚至导致光刀过切。
- 刀具路径公差: 这个参数直接影响G代码的精度和程序大小。公差给得太小,程序量大,机床可能运行卡顿,甚至报内存溢出;公差给得太大,加工出来的表面就会有明显棱角,达不到精度要求。要根据实际加工要求和机床性能,选择一个合适的平衡点。
干我们这行的,没有谁能一步到位。NX 12.0功能再强大,也得靠咱们一步步摸索、实践。多问多学,多在CNC自学网这样的平台上交流,才能真正成为一名合格的编程高手。
本文技术要点源自:《NX 12.0_三轴整体结构件加工编程》原文完整版,建议收藏研究。
💡 学习者 FAQ 解答
Q1: 机床在执行NC程序时突然报警,屏幕显示“FANUC AL-1510 AXIS OVERTRAVEL (PLUS)”或“SIEMENS 230001 轴超程上限”,这是怎么回事?我确认NX仿真没问题啊。
A1: 这种报警通常是轴超程,即使NX仿真通过也可能发生。首先检查你的NC程序,是不是有某个G00或G01指令的目标坐标超出了机床的物理行程限制,尤其是你在NX中设置的工件坐标系原点与机床实际坐标系原点不一致,或者安全高度设置不当。也可能是程序中刀具长度补偿(G43)或半径补偿(G41/G42)的数值错误,导致实际运动范围超出预期。应急处理:立即按下急停,然后通过手动回零或手动模式将超程轴移回安全区域。排查时,先用空运行(Dry Run)配合单段(Single Block)逐行检查超程点,必要时手动修改NC代码中的超程坐标或检查CAM系统中的安全平面和安全距离设置。
Q2: 我用NX编程了一个复杂宏程序(例如G65调用),在A系统(FANUC 0i-MF)上运行正常,但在B系统(GSK 980TDc)上却报错“M0304 Macro program error”或“子程序调用格式错误”,怎么办?
A2: 这是典型的不同数控系统宏程序或子程序调用语法不兼容问题。FANUC和GSK在宏程序指令、变量定义、条件判断等方面存在差异。比如,FANUC常用#变量,而GSK可能有自己的变量体系。首先,确认B系统是否支持你使用的宏程序指令集。其次,检查宏程序中的参数传递方式、局部变量与全局变量的使用、以及条件跳转(如IF/GOTO)的语法。最稳妥的办法是,将宏程序中的特定指令段改写为B系统能识别的G代码,或者针对B系统重新编写对应的宏程序。不要指望一个宏程序能通用所有系统,那是理想。遇到这种问题,要么手动改代码,要么重新走后处理生成B系统兼容的程序。
Q3: 加工过程中,刀具突然产生剧烈震动并发出异常响声,随后刀尖崩刃或断刀,机床显示“SV-002 SERVO ALARM”或“401号 伺服报警”,我检查NX里的切削参数也没问题啊。
A3: 这种剧烈震动和断刀报警,光看NX里的参数“没问题”是不够的。这通常是实际切削工况与编程参数不匹配导致的刀具过载。可能的原因有:1. 刀具悬伸过长,导致刚性不足。2. 材料实际硬度超出预期,或者毛坯余量不均匀。3. 切削液供应不足,散热不良。4. 刀具刃口磨损严重,或刀具跳动过大。5. 最常见的是,刀路中存在急剧的进给方向变化或瞬间吃刀量暴增的区域,NX仿真可能没那么直观。应急处理:立刻急停。检查刀具是否损坏,清理切屑。排查时,手动打表检查刀具和刀柄的跳动,用低速和浅吃刀量进行小范围试切,仔细听切削声音,观察切屑形态。必要时,在NX中重新优化刀路,采用更平稳的圆弧过渡,减小每次进给的吃刀量,并检查进给速度与主轴转速的匹配关系。有时一个微小的程序错误或刀具装夹问题,都可能引发严重的伺服报警。







暂无评论内容