
🔥 实战痛点解析
干了这么多年,我发现不少新手在搞三轴整体结构件加工编程时,最容易栽跟头的就是在零件振动、加工变形和复杂曲面光顺性上。很多人粗加工吃刀量不敢给,一给就怕振动;精加工为了追求光洁度,刀路参数调得一塌糊涂,结果不是过切就是残余量控制不住。还有那基准孔的建立和工艺凸台的运用,马虎不得,直接影响翻面后的精度,这些都是实战中要命的细节。
📚 教程核心价值
硬核要点:本套教程专攻NX12.0三轴整体结构件的加工编程,核心在于教会你如何精准控制加工振动与规避零件变形,大幅提升零件的加工精度与表面质量。从基准孔的精确定位到复杂曲面区域的精铣策略,再到工艺凸台的设计与去除,每个环节都紧扣实战需求,帮你理顺刀路优化思路,有效避免过切与残余量超差,最终实现高效率、高标准的结构件生产。
| 教程深度:高级实战 | 软件环境:NX 12.0 |
| 资源容量:2.73 GB | 适合人群:数控编程员、高级操作工、机械设计师 |
| ⚠️ 排坑避雷:本教程基于 NX 12.0 录制,请确保电脑安装了同等或更高版本的软件,否则将无法打开练习图档! | |
📋 完整实录目录
📺 实机操作画面预览

🛠️ 核心干货提炼
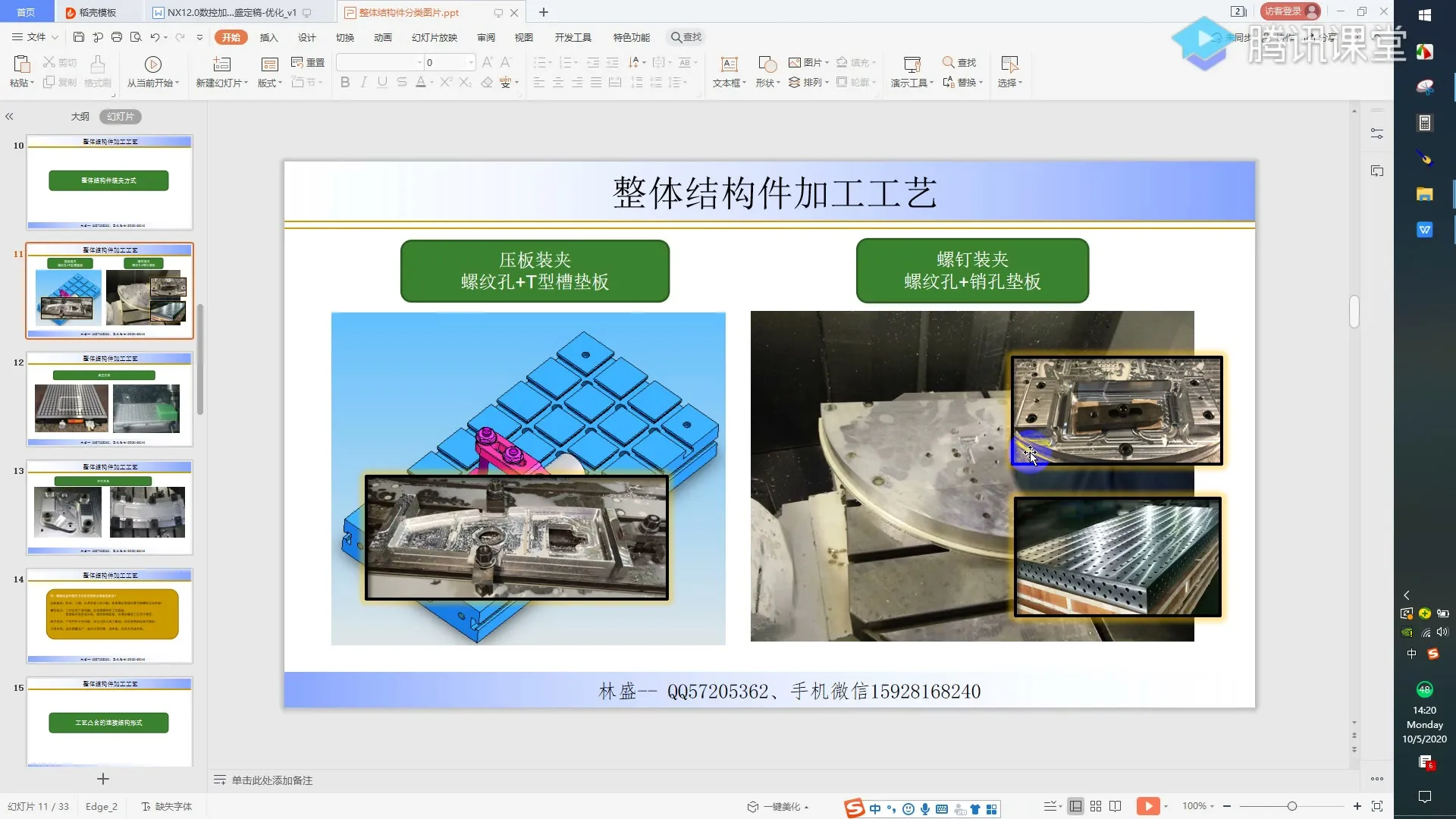
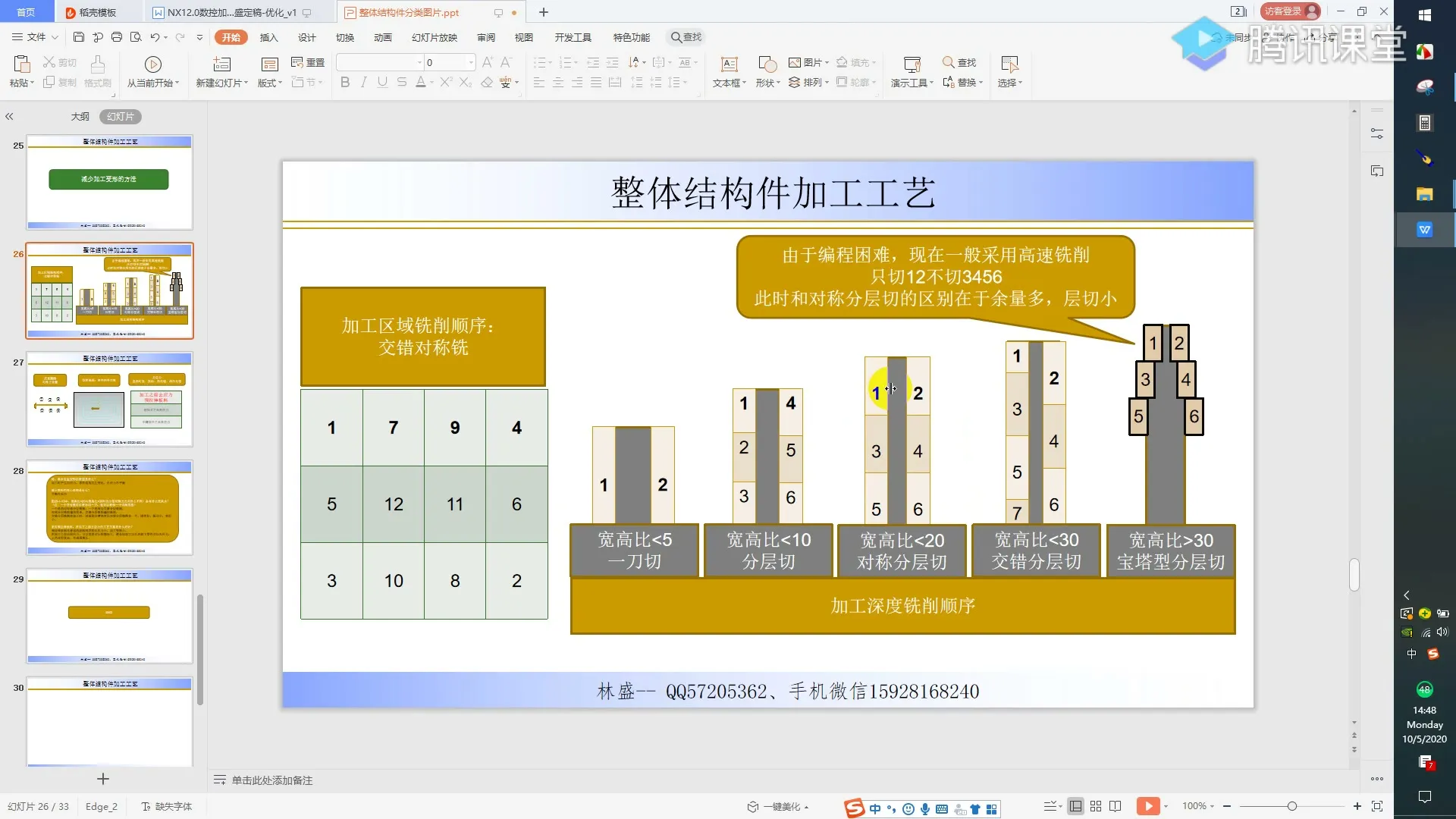
结构件变形与振动控制策略
针对整体结构件在粗精加工中常见的变形和振动问题,本教程深入讲解如何从刀具路径、吃刀量、进给、转速以及装夹方式上进行综合优化,实现稳定高效的加工过程。掌握这些技术,能大幅降低废品率,保证零件的几何精度。
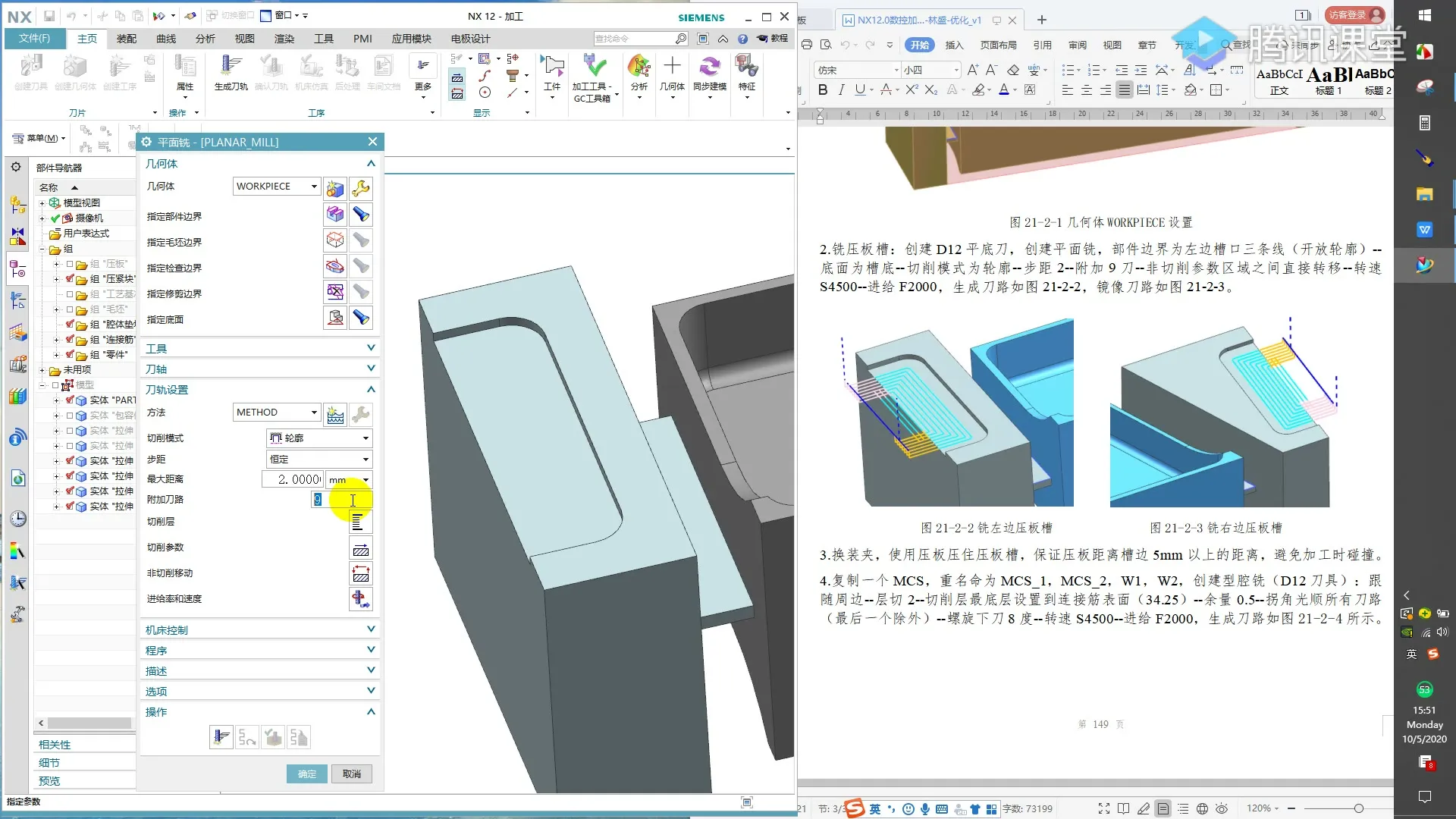
复杂曲面精加工刀路优化
在处理整体结构件的复杂曲面区域时,刀路的合理性直接决定最终的表面质量。这里会教你如何选择合适的刀具路径策略,比如流线切削、等高切削的组合运用,精细控制步距和残余量,确保曲面光顺且无过切现象。
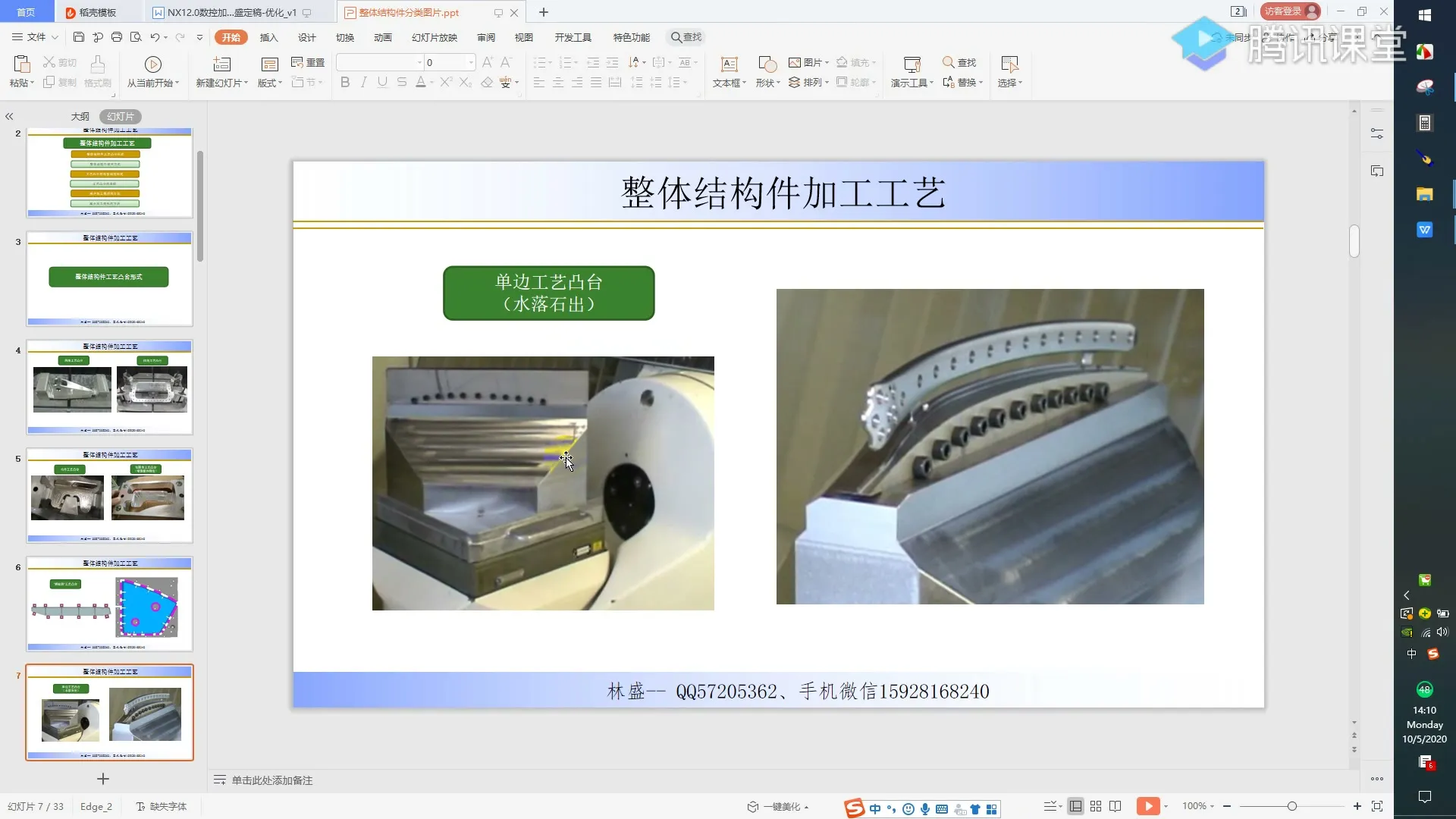
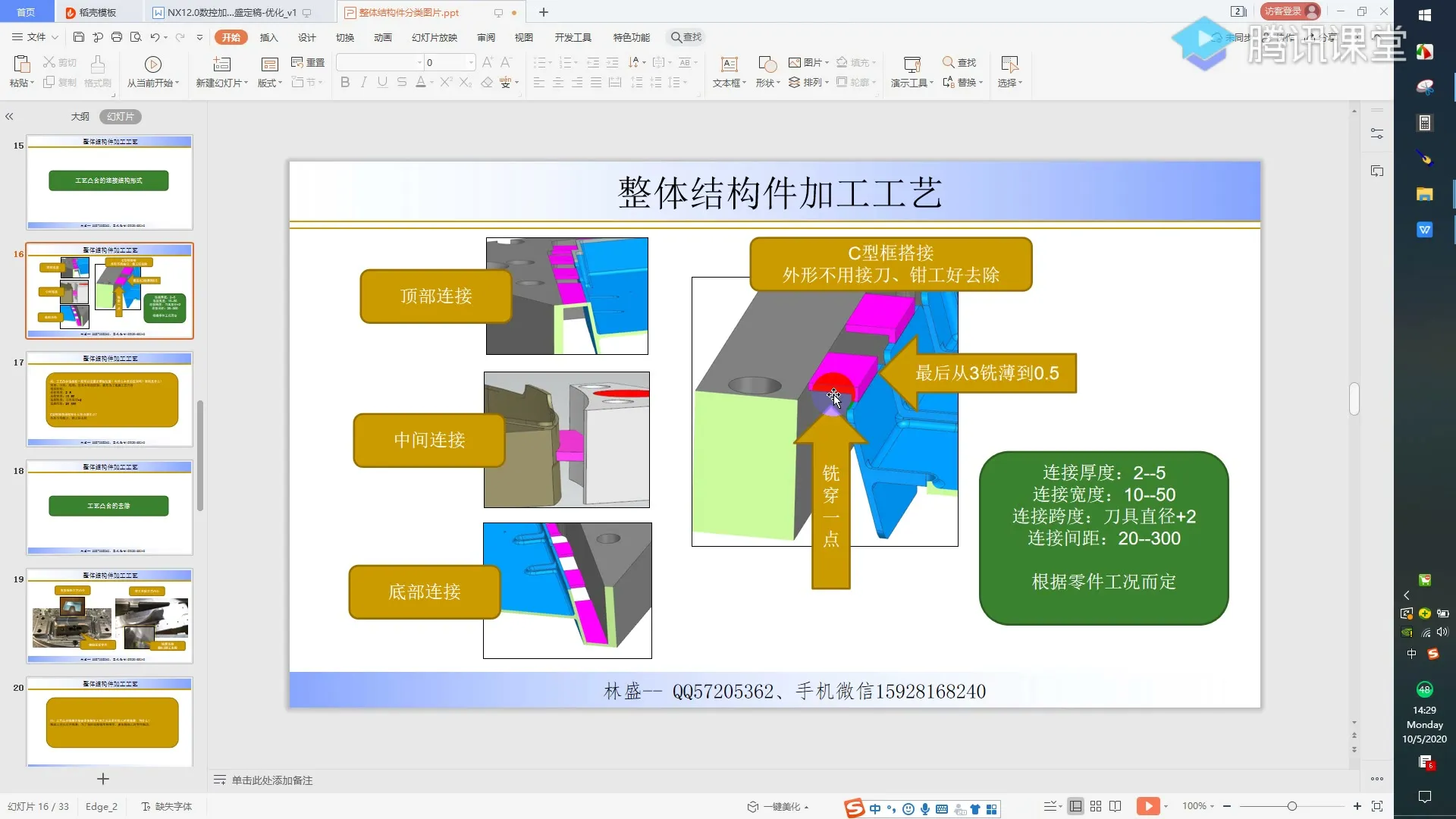
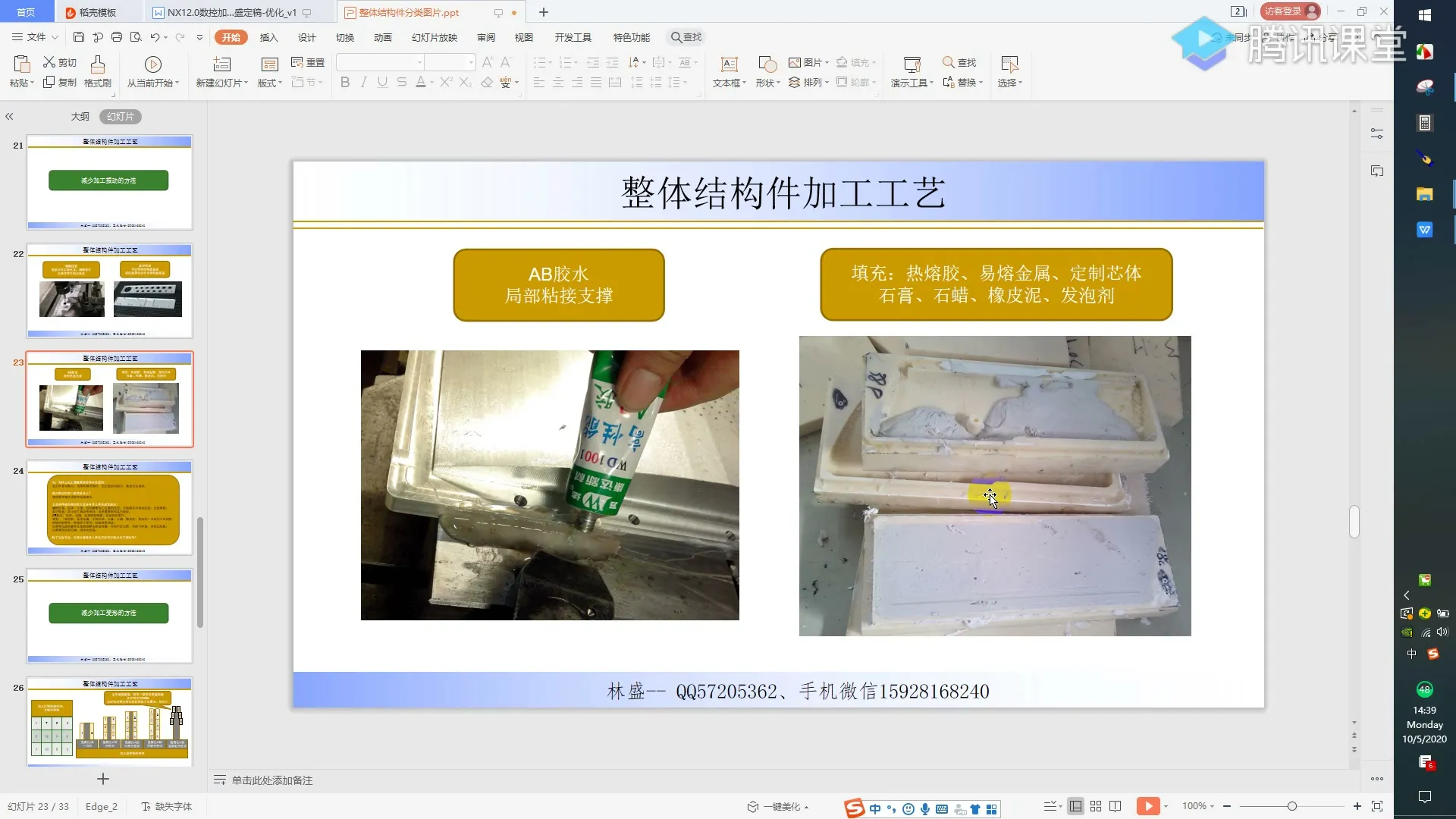
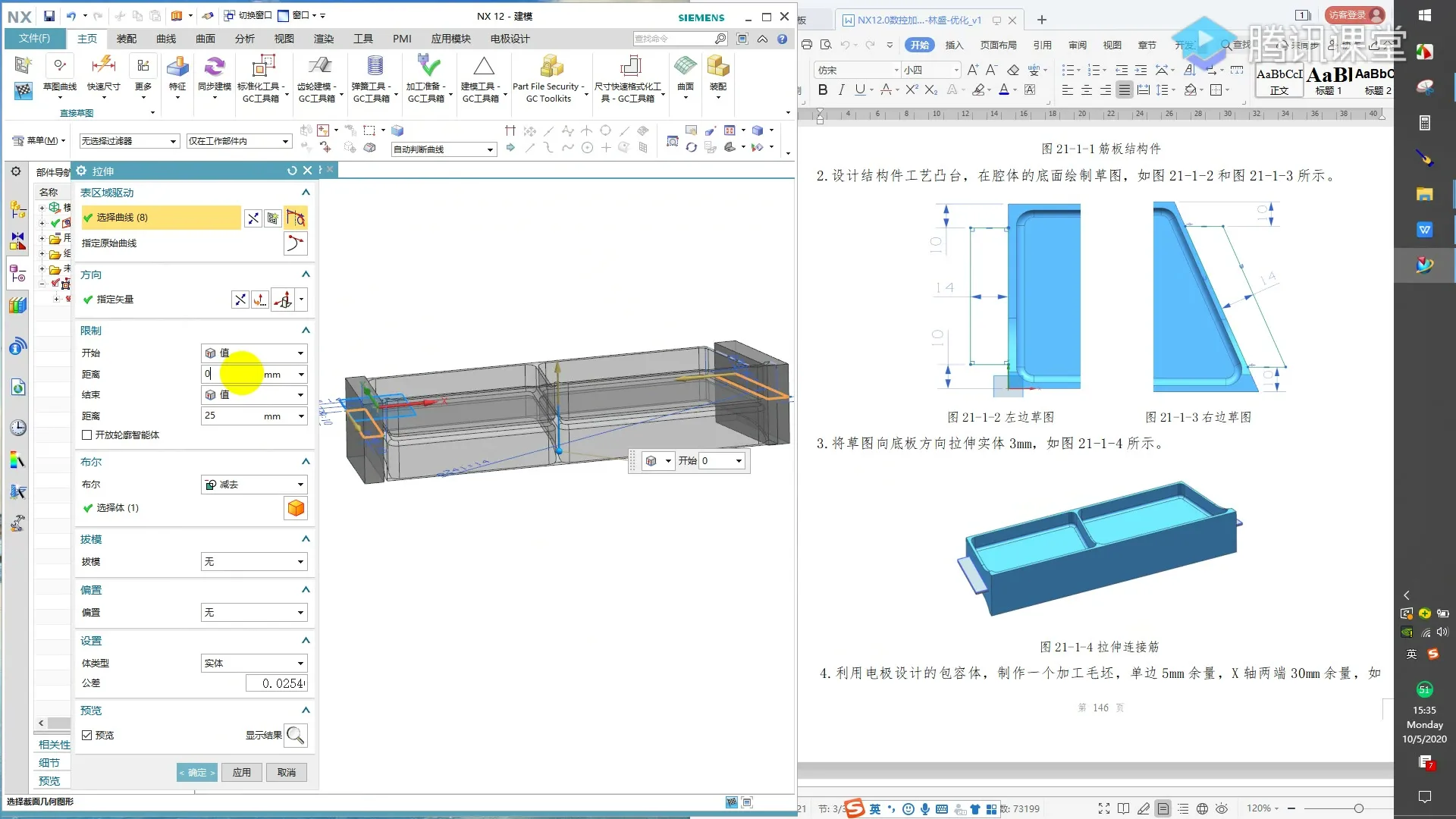
工艺凸台设计与高效去除技巧
工艺凸台是实现复杂结构件多面加工和规避变形的重要辅助手段。教程会详细指导如何在设计阶段合理布局工艺凸台,并在加工末期采用巧妙的刀路将其高效去除,确保零件在加工全过程中的稳定性和定位精度。
💡 学习者 FAQ 解答
Q1: 整体结构件在高余量粗加工时,如何有效抑制加工振动?
A1: 解决振动要从多方面入手。首先,选择短而刚性好的刀具,并合理控制吃刀量与进给。其次,检查工件装夹是否牢固,必要时增加辅助支撑。编程时可采用螺旋下刀、摆线铣削等刀路策略,让刀具平稳切入,避免冲击,同时优化转速,找到共振点以外的加工参数。
Q2: 精铣整体结构件的复杂曲面时,如何保证精度和表面光洁度,避免刀痕和过切?
A2: 精铣曲面核心在于刀路精细化和刀具选择。应选用球头刀或牛鼻刀,根据曲面形态选择流线、等高或混合切削策略,并严格控制侧向和轴向步距。在关键区域可利用偏置刀路进行清根,避免尖角处过切。同时,确保每次走刀残余量均匀一致,避免二次切削导致的刀痕。
Q3: 如何合理设计并去除工艺凸台,确保翻面加工的精度不受影响?
A3: 工艺凸台设计应兼顾装夹需求和后续去除的便利性。凸台位置应选择在非关键尺寸区,形状要易于刀具切削。去除时,通常采用小直径刀具,分层或分区域逐步切除。关键在于在第一次加工时就建立可靠的基准孔,确保翻面后定位精度不受凸台去除的影响,避免二次打表。
温馨提醒
本站所有资源都是通过百度网盘下载,请自备百度网盘账号






暂无评论内容