🔥 实战痛点解析
刚接触西门子828D系统,最头疼的就是硬件组态与PLC程序的联动调试。很多新人拿到机床,对参数设置、接口信号理解不到位,一出故障就抓瞎。尤其是遇到光栅尺这类高精度传感器的配置,没经验很容易踩坑,直接影响加工精度,甚至导致误判报警,耽误生产进度。这块没吃透,永远只是个“操机”的,谈不上“驾驭”。
📚 教程核心价值
硬核要点:本教程深入剖析西门子828D及840D数控系统的硬件架构、PLC梯形图编程与调试精髓。从基础的系统组态、参数配置到高级的3D测头应用、光栅尺精度补偿,手把手带你搞懂西门子数控机床的“神经中枢”。彻底解决设备安装、故障诊断及精度提升难题,让你成为真正的系统级专家。
| 教程深度:高级实战 |
软件环境:西门子828D/840D 系统 |
| 资源容量:19.64 GB |
适合人群:数控维修工程师、PLC编程员、设备调试员 |
| ⚠️ 排坑避雷:西门子系统对参数设置与硬件接线逻辑要求极高,任何细微偏差都可能导致系统报警或功能异常。务必对照手册,严格核对每一处参数与物理接线,切忌凭经验盲目修改,否则损失巨大! |
📋 完整实录目录
📋 完整教学大纲 (共 143 节)
温馨提示:框内可上下滑动查阅全部目录
| 01. 3D测头 |
| 02. 828D_TOOLBOX_04.07.03.00.010 |
| 03. 828D简明调试手册_201310 |
| 04. 840D_TOOLBOX |
| 05. 840DSL_toolbox_4.7 |
| 06. 840DSL_TOOLBOX4.5 |
| 07. 840Dsl简明调试手册 |
| 08. CreateMyConfig_V47 |
| 09. DNC RemoTools SDK virtualTNC OEM |
| 10. ECN 200系列绝对式角度编码器 |
| 11. EnDat2.2_位置编码器双向数字接口 |
| 12. ERM 200模块式磁栅编码器 |
| 13. ERM 2400模块式磁栅旋转编码器 |
| 14. iTNC 530 HSCI OEM |
| 15. iTNC 530软件新功能-03 |
| 16. iTNC 530软件新功能-04 |
| 17. iTNC 530软件新功能340 49x-05 |
| 18. iTNC530 |
| 19. iTNC530 OEM |
| 20. iTNC编程站 |
| 21. LB 271大测量长度增量式直线光栅尺 |
| 22. LIC 4000系列敞开式绝对直线光栅尺 |
| 23. LS 1378C增量式光栅尺 |
| 24. LS 1679带滚柱导轨增量式直线光栅尺 |
| 25. MANUALplus 620 |
| 26. MANUALplus 620 OEM |
| 27. oem_alarms_plc_chs |
| 28. PLCSIM |
| 29. RCS_Commander_02060000-017 |
| 30. S7-200安装指导文件 |
| 31. S7-300安装指导文件 |
| 32. siemens 802Dsl toolbox |
| 33. SIMATIC STEP 7 V5.5 SP4 Chinese |
| 34. SIMATIC_STEP7_V5.6_Chinese |
| 35. SinuCom-ARC |
| 36. sinumerik_vnc-viewer_pc-pg |
| 37. sinutrain-for-sinumerik-operate-v4.8 |
| 38. TNC 320 |
| 39. TNC 320 OEM |
| 40. TNC 620 |
| 41. TNC620 OEM |
| 42. UltraEdit-32 |
| 43. WinSCP3 |
| 44. zS7_200仿真 |
| 45. 编程站TNC 320 TNC 620 |
| 46. 变频器系统OEM |
| 47. 敞开式光栅尺 |
| 48. 单场扫描直线光栅尺 |
| 49. 电机 |
| 50. 电梯驱动控制用旋转编码器 |
| 51. 电子工业中直线电机使用的编码器 |
| 52. 高安全性控制技术 |
| 53. 高安全性位置测量系统 |
| 54. 高级编程 |
| 55. 高速、高精、高表面质量的表面轮廓铣削加工 |
| 56. 机床加工精度 |
| 57. 角度编码器带内置轴承 |
| 58. 角度编码器无内置轴承 |
| 59. 绝对式旋转编码器的高质量扫描方法 |
| 60. 课时1:课程介绍 |
| 61. 课时2:828D系统PLC 安装 |
| 62. 课时3:西门子828D系统PLC编辑软件介绍 |
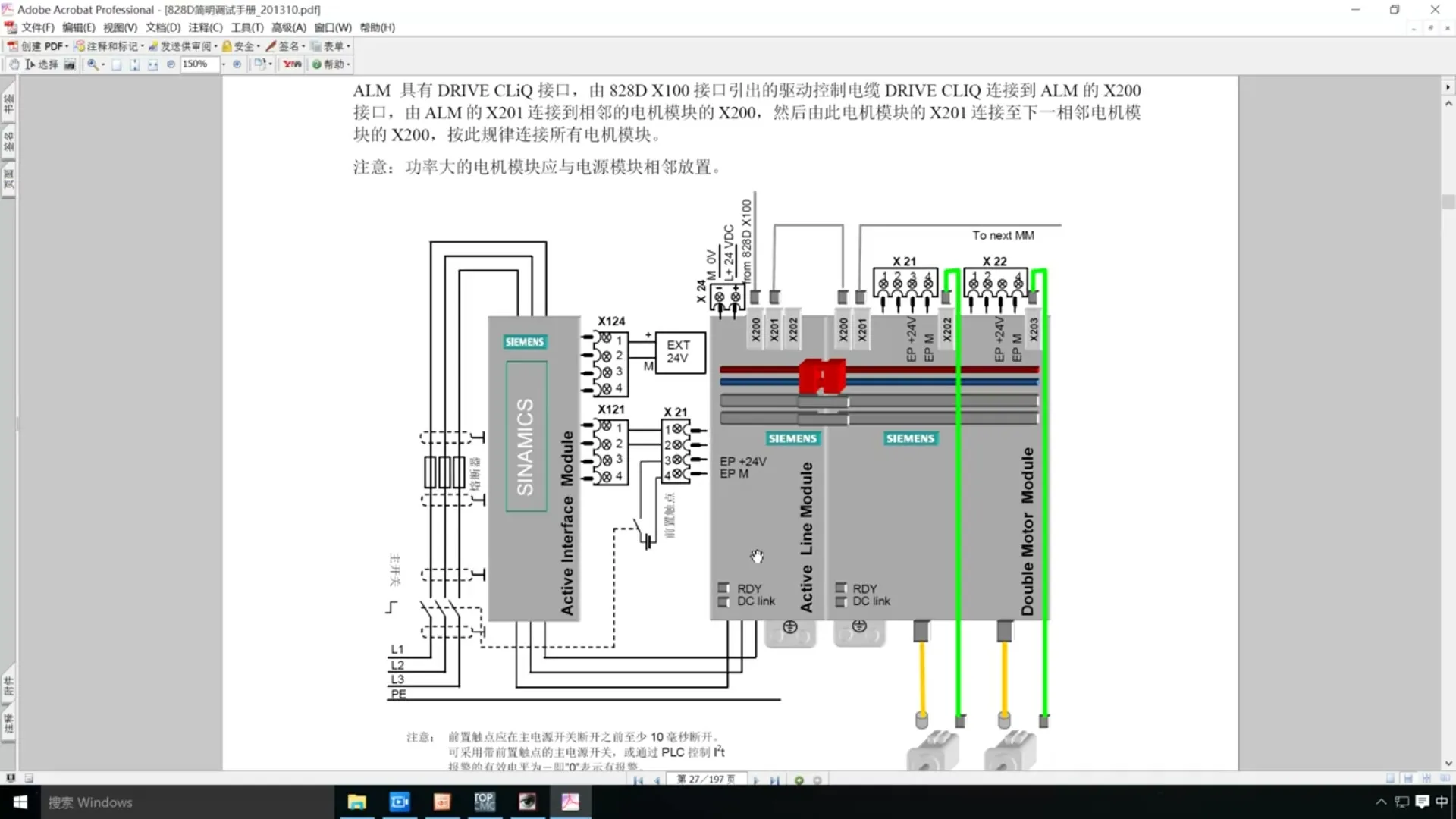
| 63. 课时4:西门子828D系统硬件(上) |
| 64. 课时5:西门子828D系统硬件(下) |
| 65. 课时6:控制单元PPU的Drive CLiQ接口 |
| 66. 课时7:控制单元PPU的X122接口(上) |
| 67. 课时8:控制单元PPU的X122接口(下) |
| 68. 课时9:控制单元PPU的X132接口 |
| 69. 课时10:控制单元PPU的X242和X252接口 |
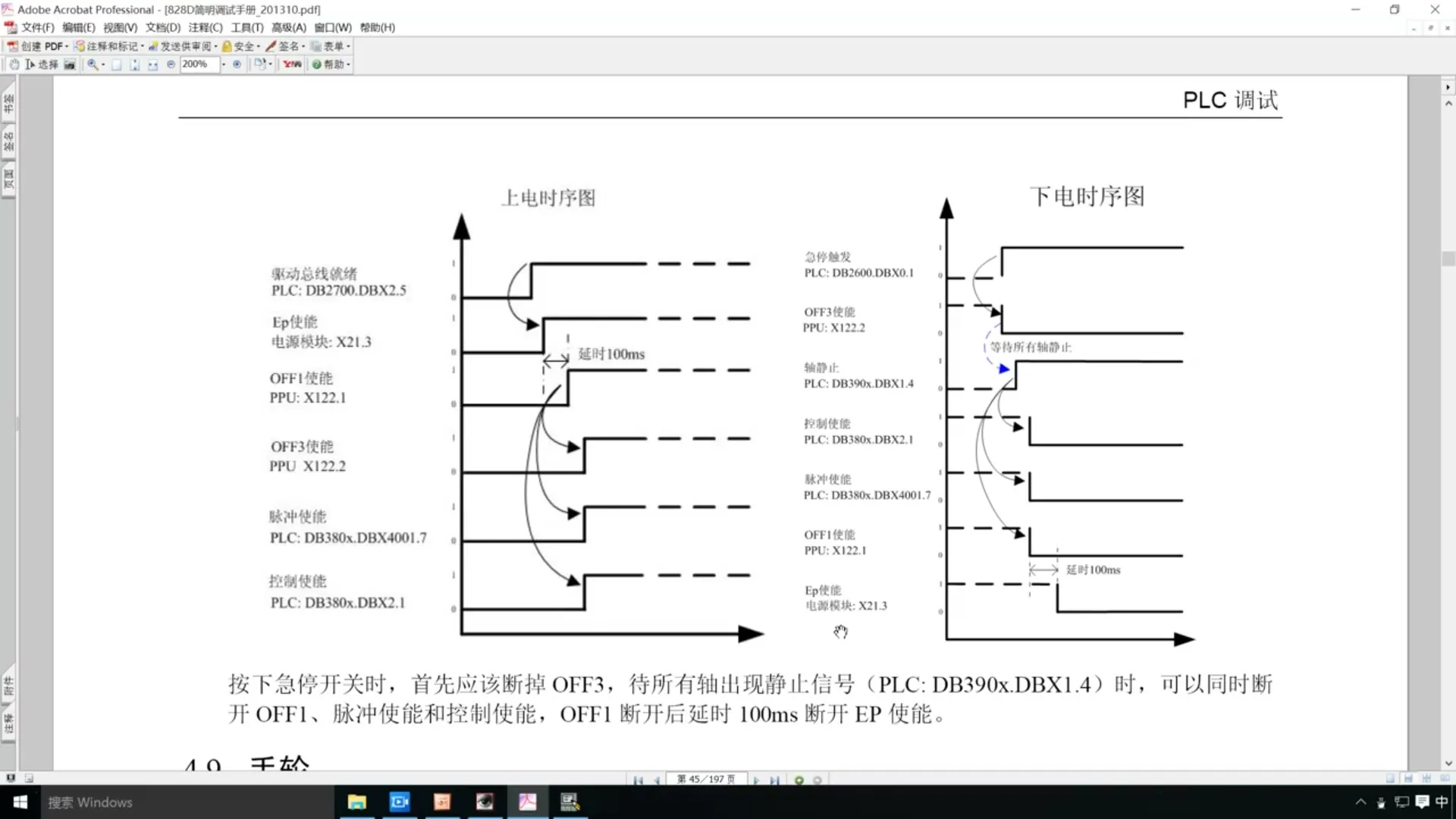
| 70. 课时11:西门子系统上电时序 |
| 71. 课时12:西门子系统下电时序 |
| 72. 课时13:电箱内西门子模块(上) |
| 73. 课时14:电箱内西门子模块(下) |
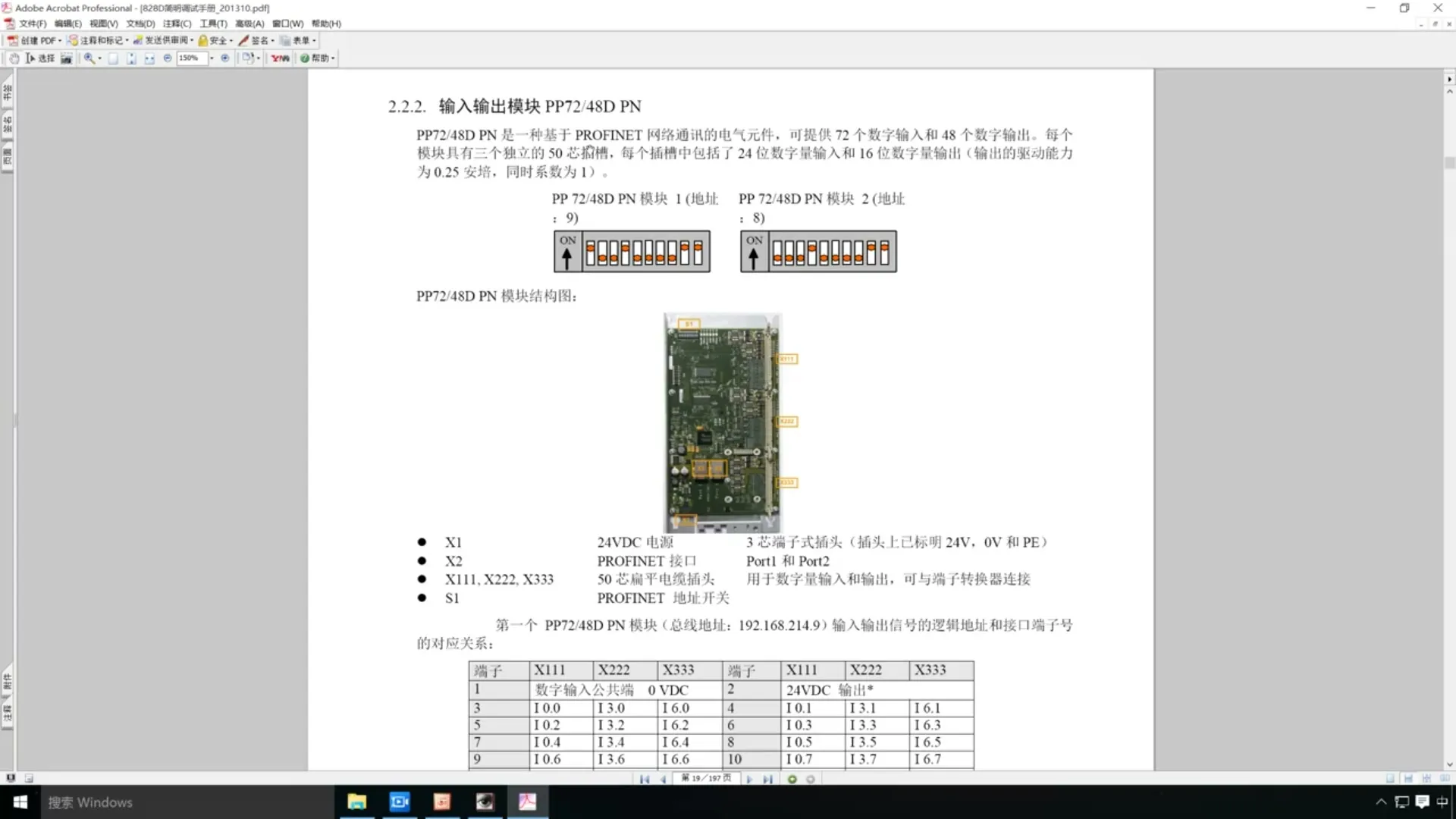
| 74. 课时15:输入输出模块 |
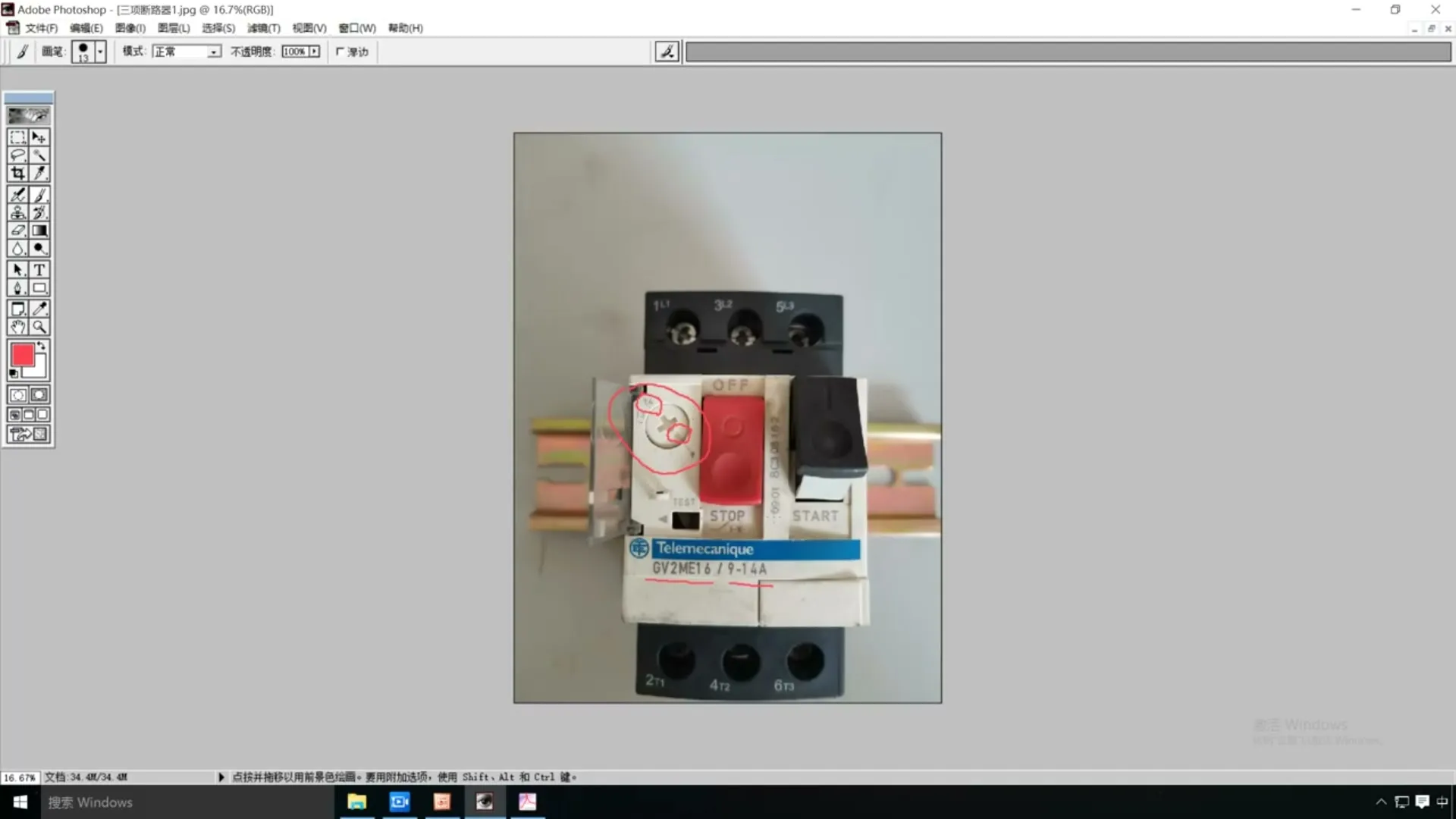
| 75. 课时16:通用电气件 |
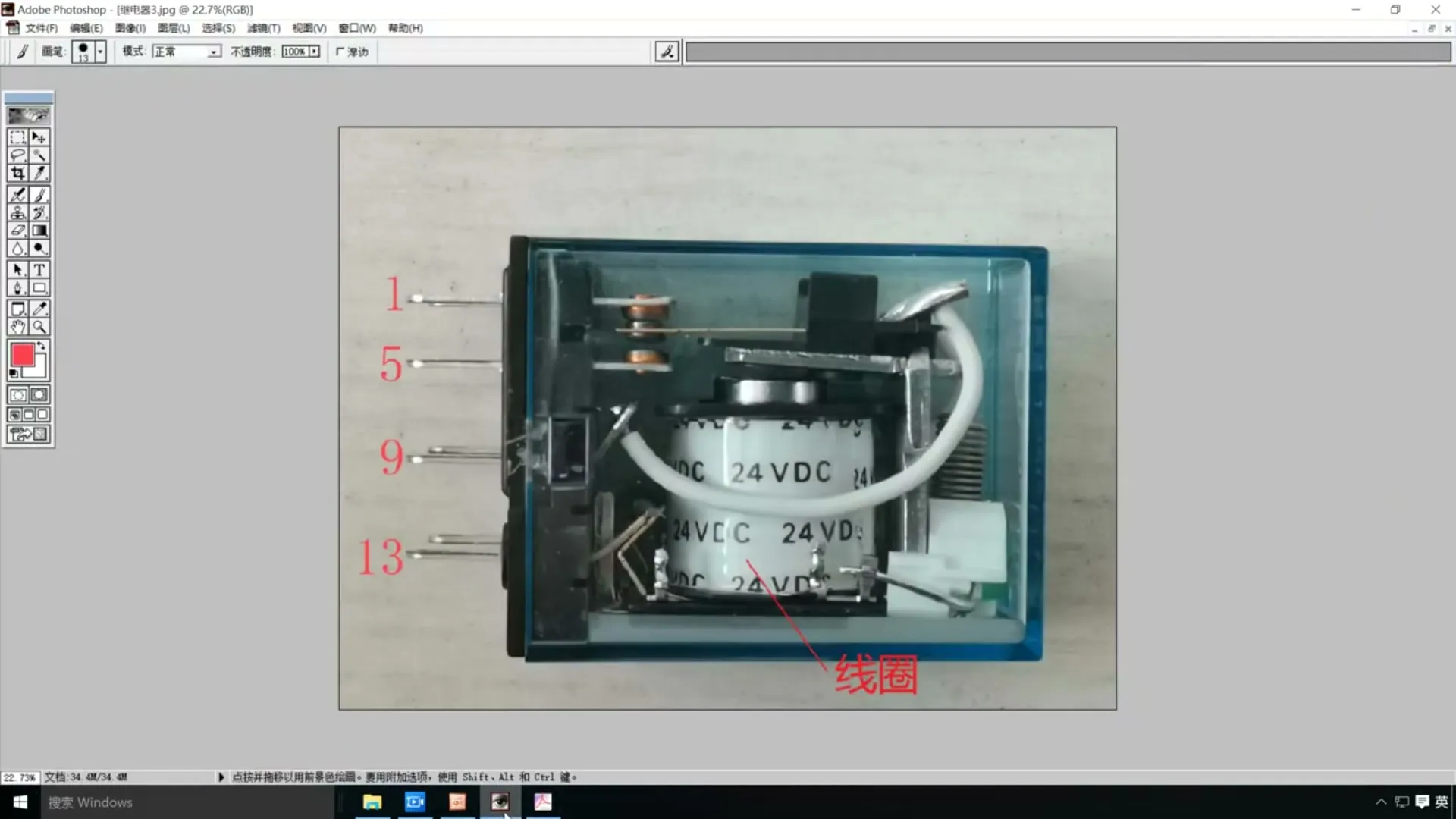
| 76. 课时17:通用电气件继电器 |
| 77. 课时18:828D与机床通讯及上传 |
| 78. 课时19:828D与机床通讯及下载 |
| 79. 课时20:系统备份和回装 |
| 80. 课时21:机床面板MCP483C按键地址定义 |
| 81. 课时22:主程序与子程序关系 |
| 82. 课时23:编译及交叉引用 |
| 83. 课时24:局部变量使用 |
| 84. 课时25:面板控制模式DB3000 |
| 85. 课时26:PLC地址说明 |
| 86. 课时27:定时器 |
| 87. 课时28:计数器 |
| 88. 课时29:可保持数据区DB1400 |
| 89. 课时30:用户报警激活DB1600 |
| 90. 课时31:报警文本制作DB1600 |
| 91. 课时32:基本M功能 |
| 92. 课时33:M功能DB2500 |
| 93. 课时34:通用、通道、轴信号概括 |
| 94. 课时35:通用信号DB2600 |
| 95. 课时36:增量选择功能DB3000方法一 |
| 96. 课时37:增量选择功能DB3000方法二 |
| 97. 课时38:进给倍率DB3200 |
| 98. 课时39:主轴倍率DB3800 |
| 99. 课时40:进给使能和进给停止 |
| 100. 课时41:主轴使能和主轴停止 |
| 101. 课时42:循环启动和循环停止DB3200 |
| 102. 课时43:编码器切换DB3800 |
| 103. 课时44:第二软限位DB3800 |
| 104. 课时45:硬限位DB3800 |
| 105. 课时46:进给保持DB3200 |
| 106. 课时47:NC启动禁止DB3200 |
| 107. 课时48:读入禁止DB3200 |
| 108. 课时49:伺服使能和脉冲使能DB3800 |
| 109. 课时50:车床机床轴控制 DB3800(上) |
| 110. 课时51:车床机床轴控制 DB3800(下) |
| 111. 课时52:铣床机床轴控制DB3800(上) |
| 112. 课时53:铣床机床轴控制DB3800(下) |
| 113. 课时54:面板按键保持功能 |
| 114. 课时55:读取机械坐标实际位置DB5700 |
| 115. 课时56:PLC变量的读写DB4900 |
| 116. 课时57:装刀卸刀移位DB4000 |
| 117. 课时58:刀库类型 |
| 118. 课时59:刀库管理DB4200 |
| 119. 课时60:换刀程序解读 |
| 120. 课时61:手动装载刀具 |
| 121. 课时62:M代码调用机床子程序 |
| 122. 课时63:异步子程序ASUP1 |
| 123. 课时64:异步子程序ASUP2 |
| 124. 课时65:同步程序IDS |
| 125. 全数字化 |
| 126. 适用于电梯的旋转编码器 |
| 127. 授权 |
| 128. 授权5.5 |
| 129. 授权5.6 |
| 130. 数显装置_直线光栅尺用于手动机床 |
| 131. 数显装置ND 500系列_20190730_190449 |
| 132. 数显装置量仪应用 |
| 133. 数显装置用于手动机床 |
| 134. 拓扑图 |
| 135. 西门子s7-200 |
| 136. 西门子选型手册 |
| 137. 旋转编码器 |
| 138. 用于伺服驱动的编码器 |
| 139. 用直线光栅尺提高加工精度 |
| 140. 长度计 |
| 141. 针对直接驱动系统的光栅编码器 |
| 142. 直线光栅尺用于NC数控机床 |
| 143. 综合样本 |
— 目录到底啦,共计 143 个文件 —
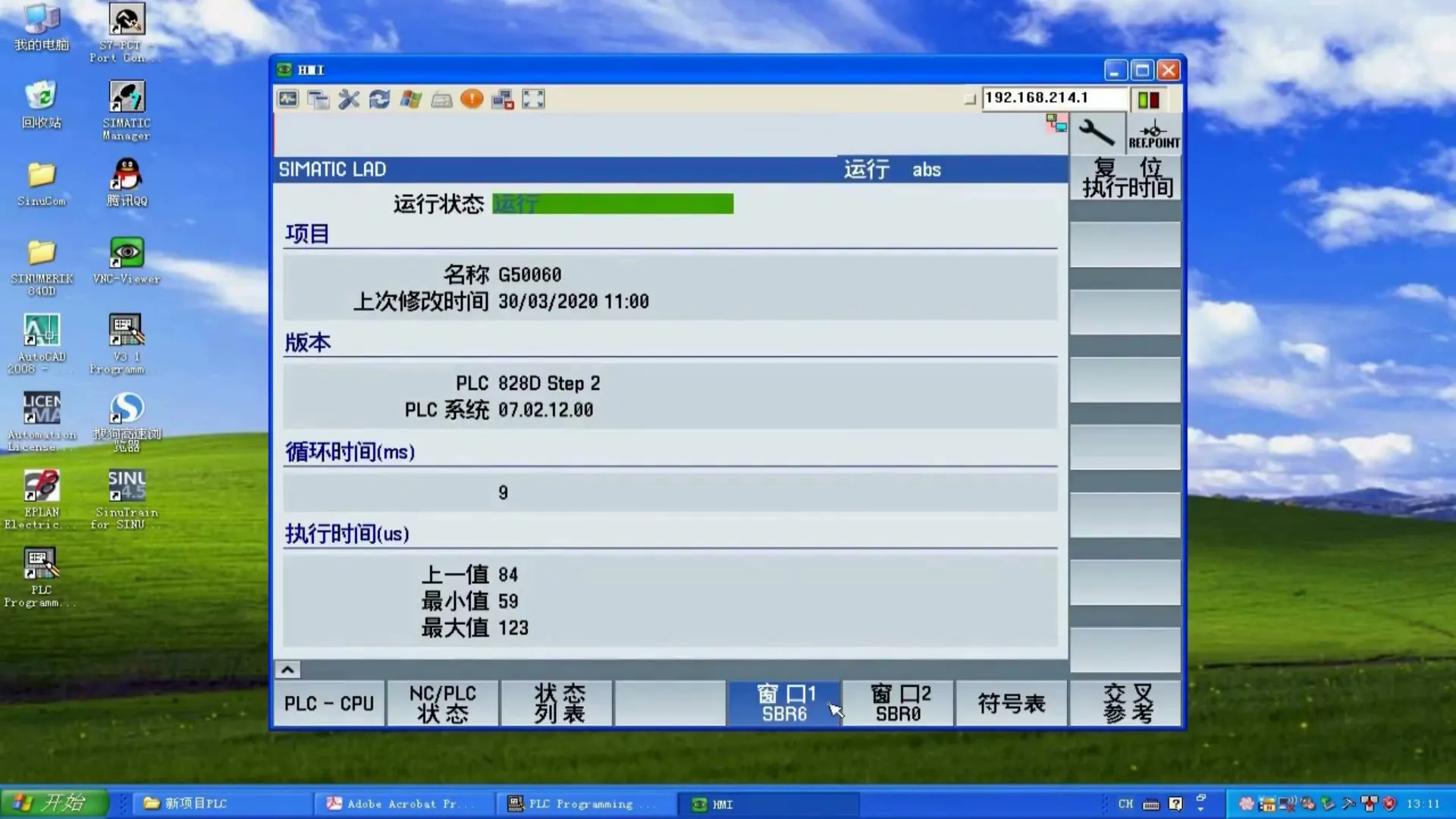
📺 实机操作画面预览
📸 截图选自: 时10:控制单元PPU的X242和X252接口
📸 截图选自: 时11:西门子系统上电时序
📸 截图选自: 时12:西门子系统下电时序
📸 截图选自: 时13:电箱内西门子模块(上)
📸 截图选自: 时14:电箱内西门子模块(下)
📸 截图选自: 时15:输入输出模块
📸 截图选自: 时16:通用电气件
📸 截图选自: 时17:通用电气件继电器
📸 截图选自: 时18:828D与机床通讯及上传
🛠️ 核心干货提炼
西门子828D硬件组态与系统调试
深入讲解828D系统各模块的正确接线、组态流程,以及如何高效完成机床的初步调试与参数优化。掌握核心调试技巧,确保设备稳定运行。
PLC梯形图编程解析与故障诊断
详细解读西门子PLC的梯形图编程思路与常用指令,让你能看懂、修改并编写机床专用功能。同时教授通过PLC状态有效定位与排除系统故障的方法。
高精度传感器应用与精度补偿策略
聚焦3D测头、直线光栅尺等高精度传感器的集成与应用,讲解如何通过系统参数实现高级精度补偿,彻底提升数控机床的加工精度与稳定性。
💡 学习者 FAQ 解答
Q1: 西门子828D系统硬件报警后,我该如何快速定位故障点?
A1: 硬件报警首先要结合系统诊断信息,然后检查对应模块的指示灯状态,多数情况是电源、线缆松动或模块损坏。对照电路图,从电源输入端逐级排查电压与信号,尤其注意连接器的紧固性,很多时候就是个虚接。
Q2: 如何理解和修改西门子PLC的梯形图,实现自定义机床功能?
A2: 理解梯形图要从IO点、中间继电器、定时器计数器等基本逻辑单元入手,明确每个功能块的作用。修改时,先备份原程序,然后分析现有逻辑,找准插入点,编写新的逻辑块。自定义功能需考虑与原有程序的兼容性和安全性,防止功能冲突或意外动作。
Q3: 使用直线光栅尺后,如何校准和优化828D系统的精度补偿参数?
A3: 安装光栅尺后,需要在828D系统内设置编码器类型和分辨率,并进行首次零点校准。后续通过激光干涉仪或标准块进行实际测量,将测量误差输入系统补偿参数,比如螺距误差补偿、反向间隙补偿等,反复调试直至达到要求的加工精度。
温馨提醒
本站所有资源都是通过百度网盘下载,请自备百度网盘账号








暂无评论内容