🔥 实战痛点解析
干了这么多年编程,UG车铣复合最让人头疼的无非是前期编程框架的混乱和后期刀路优化上的无从下手。很多新手连轴向分配、刀具干涉避让都搞不明白,更别提如何高效地利用多轴联动来吃掉那些复杂的死角了。图档导入后一堆错误,后处理文件总是不对口,这些都是生产线上天天在重复的低级错误,直接影响效率和加工成本。
📚 教程核心价值
硬核要点:本套教程直击UG车铣复合编程中的难点痛点,从编程框架的规范化搭建到复杂零件的多轴联动策略,深入解析刀路优化、干涉检查与后处理配置,助你彻底吃透混合加工的精髓。旨在提升编程效率,规避加工风险,让复杂曲面零件的加工变得更精准、更高效。
| 教程深度:高级实战 |
软件环境:UG 11.0 |
| 资源容量:15.11 GB |
适合人群:数控编程师、高级操机员、工艺工程师 |
|
⚠️ 排坑避雷:本教程基于 UG 11.0 录制,请确保电脑安装了同等或更高版本的软件,否则将无法打开练习图档!
|
📋 完整实录目录
📋 完整教学大纲 (共 150 节)
温馨提示:框内可上下滑动查阅全部目录
|
01. �´�21TXYCZ��ϳ����
|
|
02. 1 车铣复合入门基础
|
|
03. 1、车铣复合入门基础_
|
|
04. 2 车铣复合入门基础
|
|
05. 2、车铣复合入门基础_
|
|
06. 4 车铣复合入门基础
|
|
07. 4、车铣复合入门基础_
|
|
08. 4AXIS-CXFH
|
|
09. 5、编程框架搭建_
|
|
10. 7、编程框架搭建_
|
|
11. 8、编程框架搭建_
|
|
12. 9、编程框架搭建_
|
|
13. 10 UG生成刀路的深层原理
|
|
14. 10、UG生成刀路的深层原理_
|
|
15. 11、UG生成刀路的深层原理_
|
|
16. 12、UG生成刀路的深层原理_
|
|
17. 12.1
|
|
18. 13、UG生成刀路的深层原理_
|
|
19. 14、UG生成刀路的深层原理_
|
|
20. 15 编程模板的建立
|
|
21. 15、编程模板的建立_
|
|
22. 16、实战案例—铣四方_
|
|
23. 18、实战案例—铣四方_
|
|
24. 20、实战案例—轴向槽和圆周槽_
|
|
25. 22、实战案例—轴向槽和圆周槽_
|
|
26. 23、实战案例—轴向槽和圆周槽_
|
|
27. 24、实战案例—轴向槽和圆周槽_
|
|
28. 25、实战案例—轴向槽和圆周槽_
|
|
29. 26、实战案例—轴向槽和圆周槽_
|
|
30. 27、实战案例—轴向槽和圆周槽_
|
|
31. 28、实战案例—轴向槽和圆周槽_
|
|
32. 29、车铣复合实战案例–经典案例_
|
|
33. 31、车铣复合实战案例–经典案例_
|
|
34. 32、车铣复合实战案例–经典案例_
|
|
35. 33、车铣复合实战案例–经典案例_
|
|
36. 34、车铣复合实战案例–经典案例_
|
|
37. 35、车铣复合实战案例–经典案例_
|
|
38. 36、案例—联轴器加工_
|
|
39. 37、案例—联轴器加工_
|
|
40. 38、案例—联轴器加工_
|
|
41. 39、案例—联轴器加工_
|
|
42. 41、案例–六方链接件1_
|
|
43. 42、案例–六方链接件1_
|
|
44. 43、案例–六方链接件1_
|
|
45. 44、案例–六方链接件1_
|
|
46. 46、案例–腰槽法兰件_
|
|
47. 47、案例–腰槽法兰件_
|
|
48. 48、案例–腰槽法兰件_
|
|
49. 49、案例–腰槽法兰件_
|
|
50. 51、腰槽法兰件_
|
|
51. 52、腰槽法兰件_
|
|
52. 53、腰槽法兰件_
|
|
53. 54、腰槽法兰件_
|
|
54. 55、腰槽法兰件_
|
|
55. 56、腰槽法兰件_
|
|
56. 57、定轴槽联动槽_
|
|
57. 58、定轴槽联动槽_
|
|
58. 59、定轴槽联动槽_
|
|
59. 60、定轴槽联动槽_
|
|
60. 61 可变轴编程—-刀轴
|
|
61. 61、可变轴编程—-刀轴_
|
|
62. 62、可变轴编程—-刀轴_
|
|
63. 63、可变轴编程—-刀轴_
|
|
64. 64、可变轴编程—-驱动方法_
|
|
65. 65、可变轴编程—-驱动方法_
|
|
66. 66、可变轴编程—-驱动方法_
|
|
67. 67、可变轴编程—-驱动方法_
|
|
68. 68、可变轴编程—-驱动方法_
|
|
69. 69、可变轴编程—-驱动方法_
|
|
70. 70、可变轴编程—-驱动方法_
|
|
71. 71、可变轴编程—-驱动方法_
|
|
72. 72、可变轴编程—-驱动方法_
|
|
73. 73、可变轴编程—-驱动方法_
|
|
74. 74、可变轴编程—-投影矢量_
|
|
75. 75、可变轴编程—-投影矢量_
|
|
76. 76、可变轴编程—-刀轴控制_
|
|
77. 77、可变轴编程—-刀轴控制_
|
|
78. 78、可变轴编程—-刀轴控制_
|
|
79. 79、可变轴编程—-刀轴控制_
|
|
80. 80、可变轴编程—-刀轴控制_
|
|
81. 81、可变轴编程—-刀轴控制_
|
|
82. 82、可变轴编程—-刀轴控制_
|
|
83. 83、可变轴编程—-刀轴控制_
|
|
84. 84、可变轴编程—-刀轴控制_
|
|
85. 85、可变轴编程—-刀轴控制_
|
|
86. 86、可变轴编程—-刀轴控制_
|
|
87. 87、可变轴编程—-刀轴控制_
|
|
88. 88、案例–双椭圆件_
|
|
89. 89、案例–双椭圆件_
|
|
90. 90、案例–双椭圆件_
|
|
91. 91、案例–双椭圆件_
|
|
92. 92、案例–双椭圆件_
|
|
93. 94、案例–扁轴_
|
|
94. 95、案例–扁轴_
|
|
95. 96、案例–扁轴_
|
|
96. 98、案例–波浪轴_
|
|
97. 99、案例–波浪轴_
|
|
98. 101、案例—花纹轴_
|
|
99. 102、案例—花纹轴_
|
|
100. 104、外圆螺旋条_
|
|
101. 105 外圆螺旋条
|
|
102. 105、外圆螺旋条_
|
|
103. 106、外圆螺旋条_
|
|
104. 108、端面凸轮_
|
|
105. 109、端面凸轮_
|
|
106. 111、外圆凸轮槽_
|
|
107. 112、外圆凸轮槽_
|
|
108. 114、多槽凸轮_
|
|
109. 115、多槽凸轮_
|
|
110. 117、大升角螺旋槽_
|
|
111. 118、大升角螺旋槽_
|
|
112. 120、八字螺旋槽加工_
|
|
113. 121、八字螺旋槽加工_
|
|
114. 123、输送轴_
|
|
115. 124、输送轴_
|
|
116. 126、异型螺旋轴_
|
|
117. 127、异型螺旋轴_
|
|
118. 128、异型螺旋轴_
|
|
119. 129、异形螺旋槽_
|
|
120. 130、异形螺旋槽_
|
|
121. 131、异形螺旋槽_
|
|
122. 133、车铣复合后处理的结构_
|
|
123. 134、车铣复合后处理的结构_
|
|
124. 135、车铣复合后处理的结构_
|
|
125. 137、后处理—车加工后处理制作_
|
|
126. 138、后处理—车加工后处理制作_
|
|
127. 139、后处理—车加工后处理制作_
|
|
128. 140、后处理—车加工后处理制作_
|
|
129. 141、后处理—轴向铣加工后处理制作_
|
|
130. 142、后处理—轴向铣加工后处理制作_
|
|
131. 143、后处理—轴向铣加工后处理制作_
|
|
132. 144、后处理—轴向铣加工后处理制作_
|
|
133. 145、后处理—轴向铣加工后处理制作_
|
|
134. 146、后处理—轴向铣加工后处理制作_
|
|
135. 147、后处理—径向铣加工后处理制作_
|
|
136. 148、后处理—径向铣加工后处理制作_
|
|
137. 149、后处理—径向铣加工后处理制作_
|
|
138. 150、后处理—径向铣加工后处理制作_
|
|
139. 151、极坐标后处理_
|
|
140. 152、极坐标后处理_
|
|
141. 153、极坐标后处理_
|
|
142. CBC
|
|
143. ISO数车后处理G92
|
|
144. xzc后处理
|
|
145. zxcy
|
|
146. 插件20180506
|
|
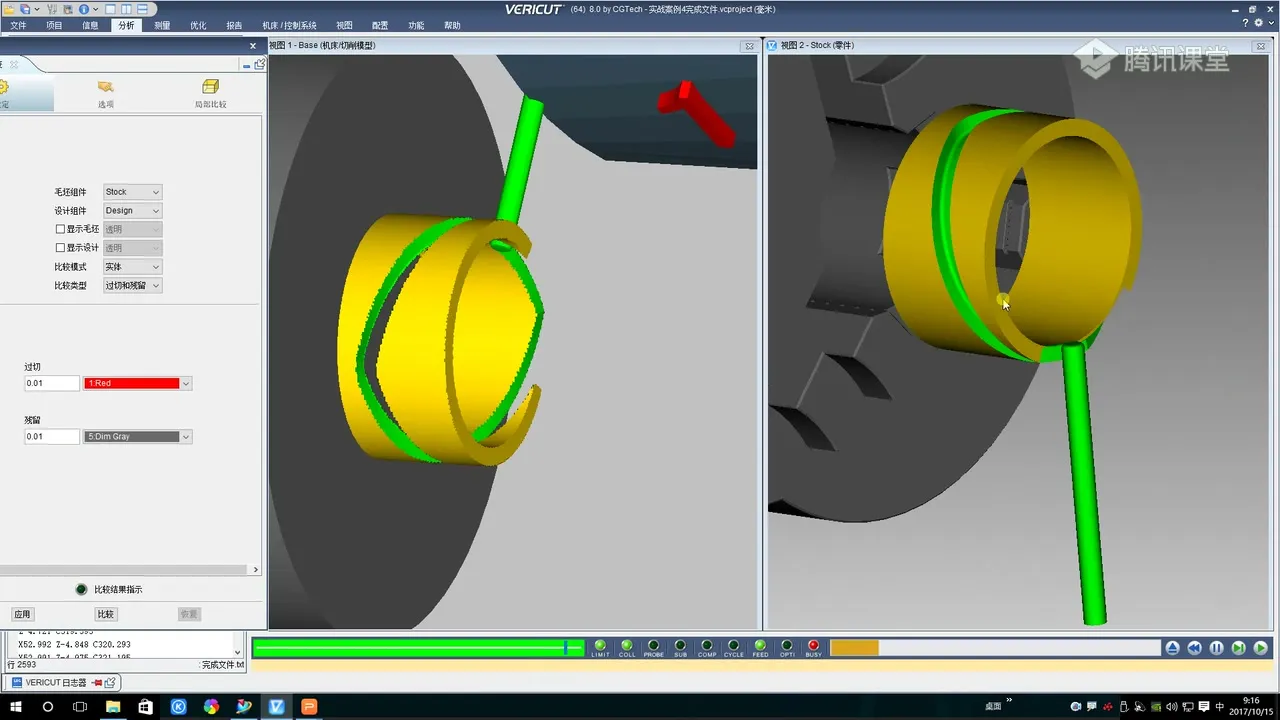
147. 实战案例3
|
|
148. 实战案例4
|
|
149. 实战案例5
|
|
150. 实战案例6
|
— 目录到底啦,共计 150 个文件 —
📺 实机操作画面预览
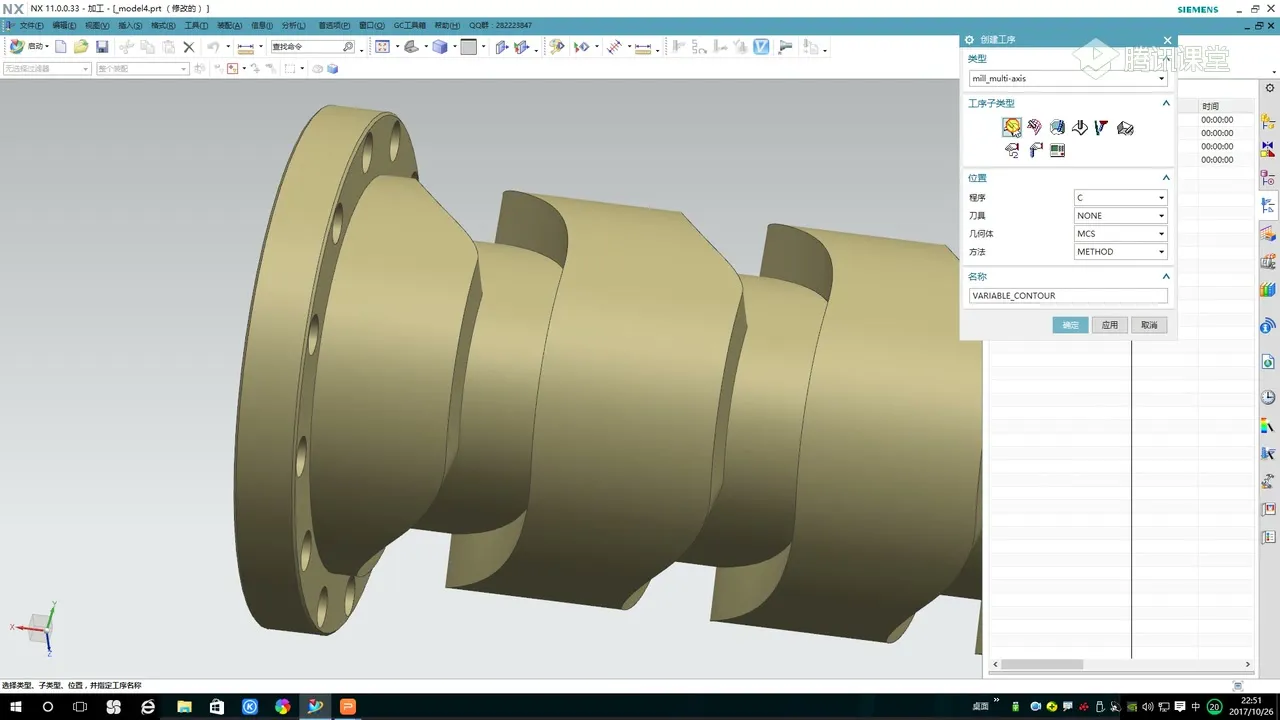
📸 截图选自: 案例—花纹轴
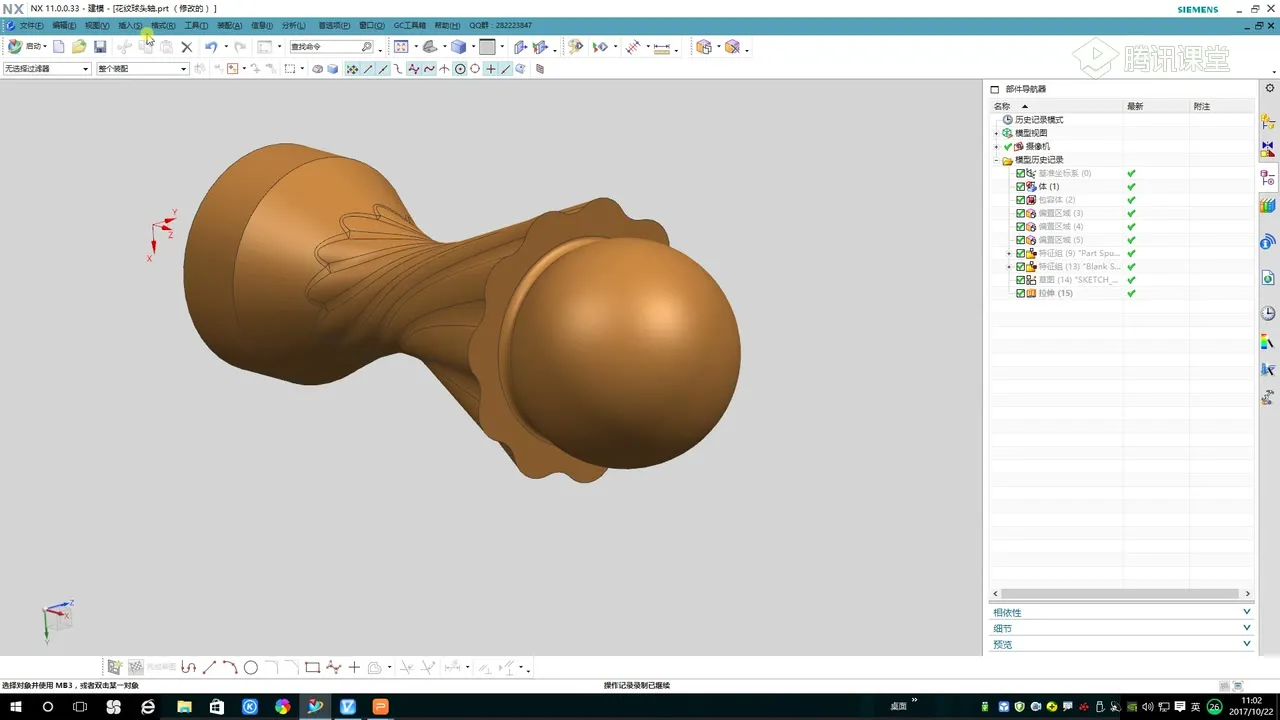
📸 截图选自: 案例—花纹轴
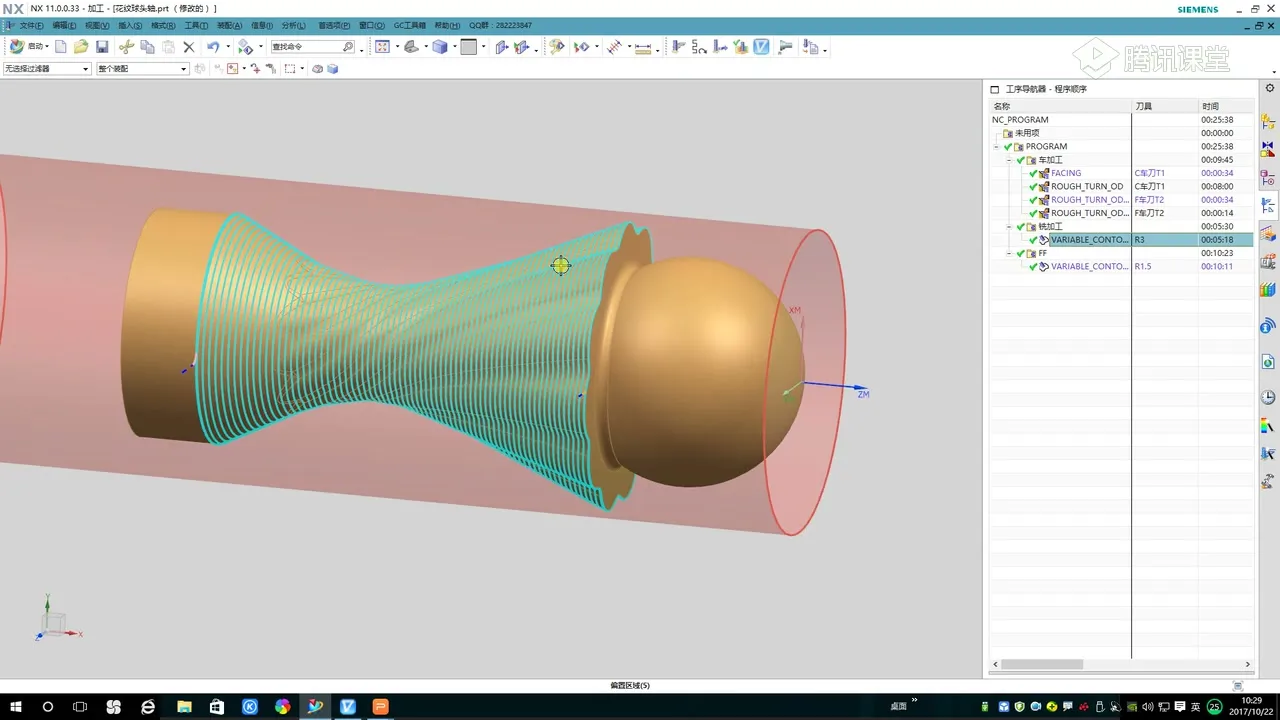
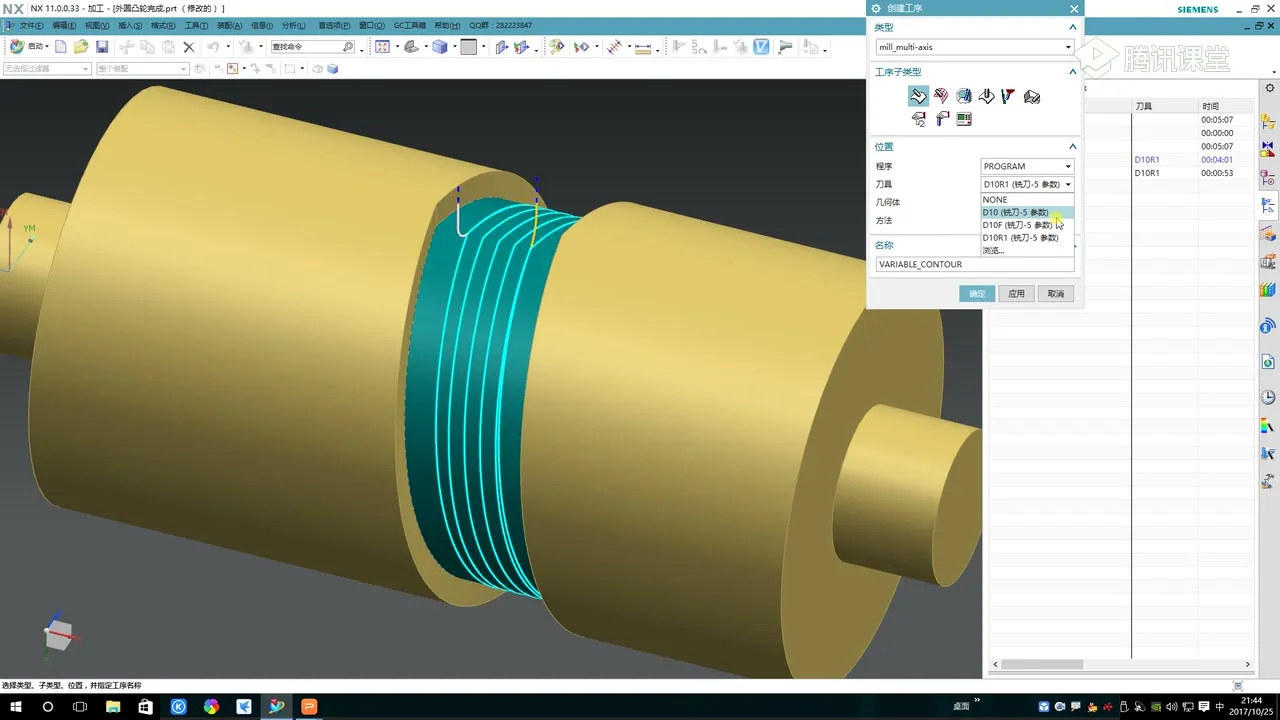
📸 截图选自: 外圆螺旋条
📸 截图选自: 外圆螺旋条
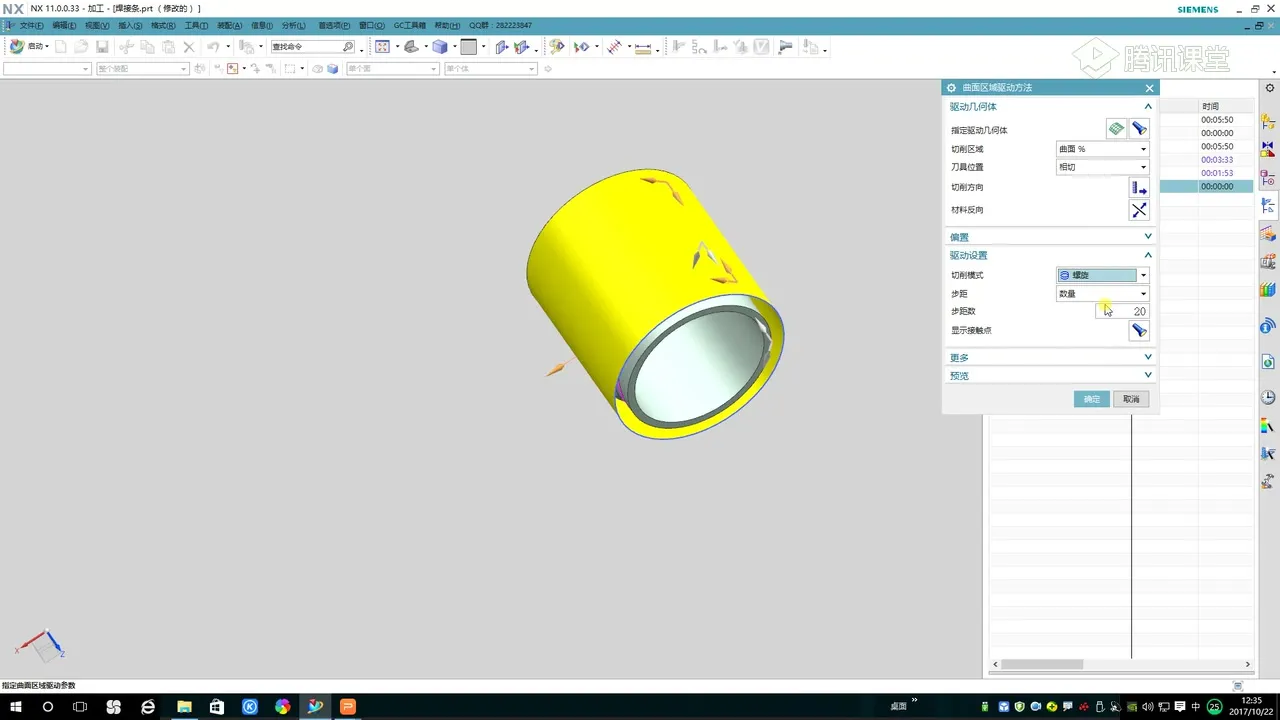
📸 截图选自: 外圆螺旋条
📸 截图选自: 端面凸轮
📸 截图选自: 端面凸轮
📸 截图选自: 外圆凸轮槽
📸 截图选自: 外圆凸轮槽
📸 截图选自: 多槽凸轮
🛠️ 核心干货提炼
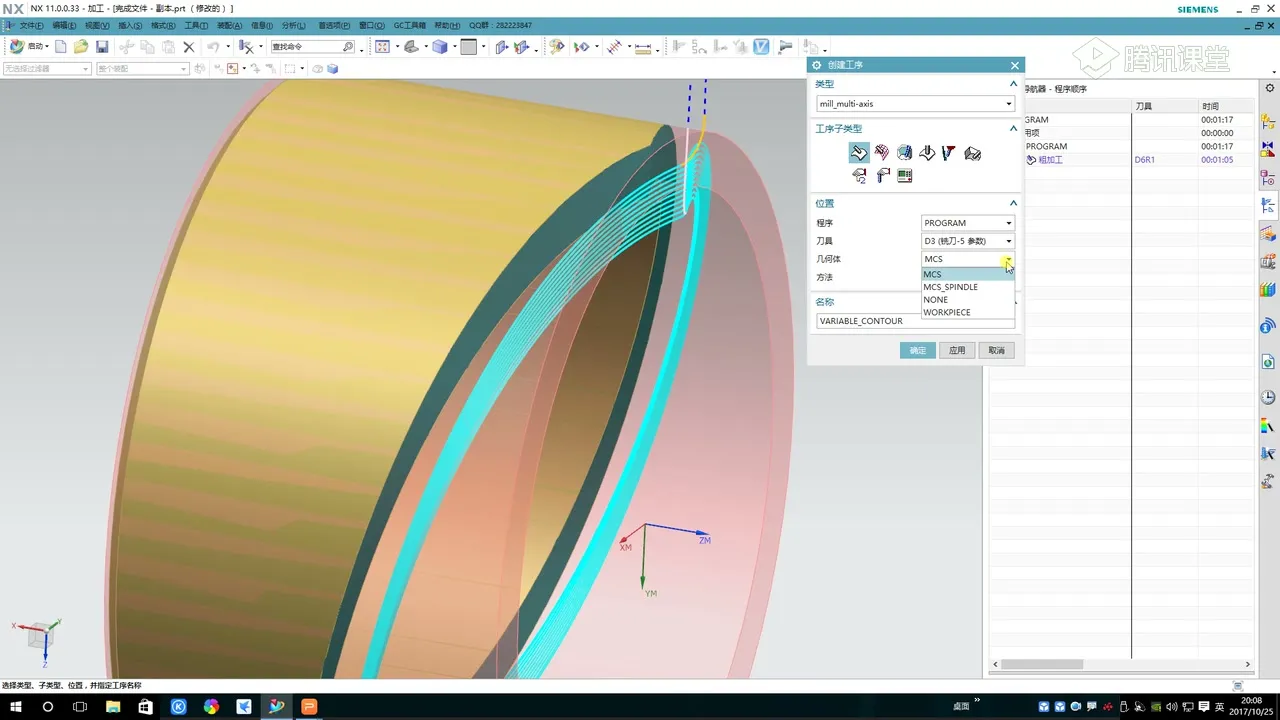
精准刀轴控制与多轴联动
在UG车铣复合中,掌握刀轴的精准控制是加工复杂型面的关键。本部分将深入讲解如何规划多轴联动路径,实现刀具在狭窄区域的有效切削,同时规避与夹具和工件的干涉,提升加工精度和效率。
车铣复合高效编程框架
结构清晰的编程框架能极大提升效率和可维护性。教程将指导你搭建一套实用的车铣复合编程模板,确保每次项目启动都能快速高效,减少返工和调试时间,让你的编程逻辑更加专业化、标准化。
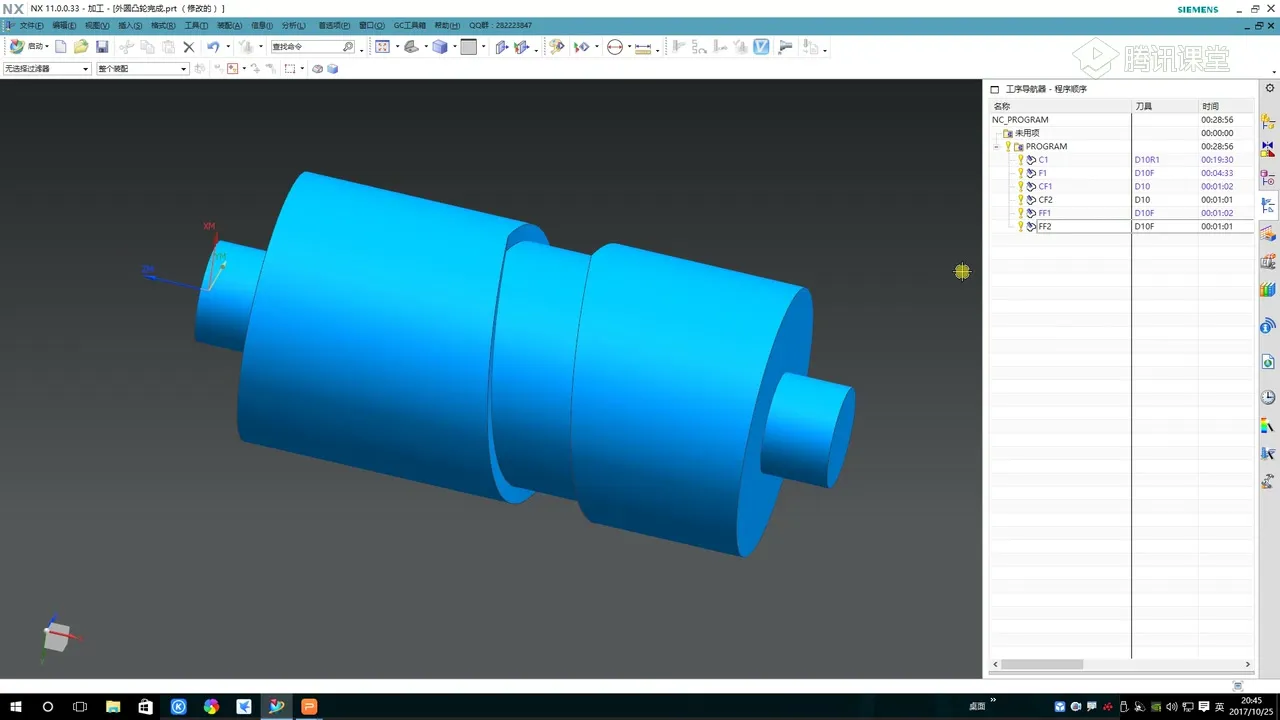
复杂曲面加工策略优化
处理复杂曲面是车铣复合的终极挑战。本教程通过实战案例,揭示如何选择合适的刀具、设定合理的吃刀量和进给参数,并利用UG的高级功能对刀路进行精细化优化,确保加工质量与表面光洁度达到设计要求。
💡 学习者 FAQ 解答
Q1: 如何在UG车铣复合中有效避免多轴联动时的刀具与夹具干涉?
A1: 核心在于建立精确的夹具模型,并在编程阶段利用UG的碰撞检测功能进行实时预判。此外,合理设置刀具安全平面和退刀策略,配合刀轴倾角优化,能最大程度规避干涉,保证加工安全。
Q2: 针对复杂曲面,UG车铣复合如何平衡加工效率与表面质量?
A2: 这需要综合考虑。粗加工阶段,可以适当增大吃刀量和进给速度,追求效率;精加工则应着重选择球头刀或牛鼻刀,配合小步距、高主轴转速进行光顺切削。同时,优化刀具路径的平滑度,避免急转弯,能显著提升表面质量。
Q3: 车铣复合后处理配置中,如何解决特殊指令的输出问题?
A3: 特殊指令通常涉及机床的特定功能,例如刀具管理、坐标系旋转等。这需要在后处理定制时,深入理解机床控制系统的宏指令和参数。通过修改后处理文件中的变量和逻辑,将UG生成的通用代码转换为机床识别的特定指令,确保程序正确执行。
温馨提醒
本站所有资源都是通过百度网盘下载,请自备百度网盘账号








暂无评论内容