
🔥 实战痛点解析
很多编程师傅在配置四轴后处理时,最怕的就是坐标系定义不清、旋转轴参数设错,稍有偏差就可能导致G代码异常,甚至机床报警或撞刀。特别是在面对Vericut、CIMCO这类验证软件的配置,以及复杂的刀具清单完善、安全报警设置时,往往耗费大量时间反复调试,不仅效率低下,还存在极高的加工风险。这套教程直击这些老大难问题。
📚 教程核心价值
硬核要点:本教程聚焦UG NX 12.0四轴后处理的定制、调试与高级优化全流程。从基础的四轴坐标原点设置、旋转方向定义,到Vericut和CIMCO的精确配置,再深入到后处理初步调试中的G81/G82指令、圆弧螺旋移动等关键点。最终覆盖高级优化如刀具清单完善、安全报警策略和后处理加密,全面提升多轴加工的程序可靠性与效率。
| 教程深度:高级实战 | 软件环境:UG NX 12.0 |
| 资源容量:5.16 GB | 适合人群:数控编程工程师、高级操机员、后处理定制人员 |
| ⚠️ 排坑避雷:本教程基于 UG NX 12.0 录制,请确保电脑安装了同等或更高版本的软件,否则将无法打开练习图档! | |
📋 完整实录目录
📺 实机操作画面预览

🛠️ 核心干货提炼
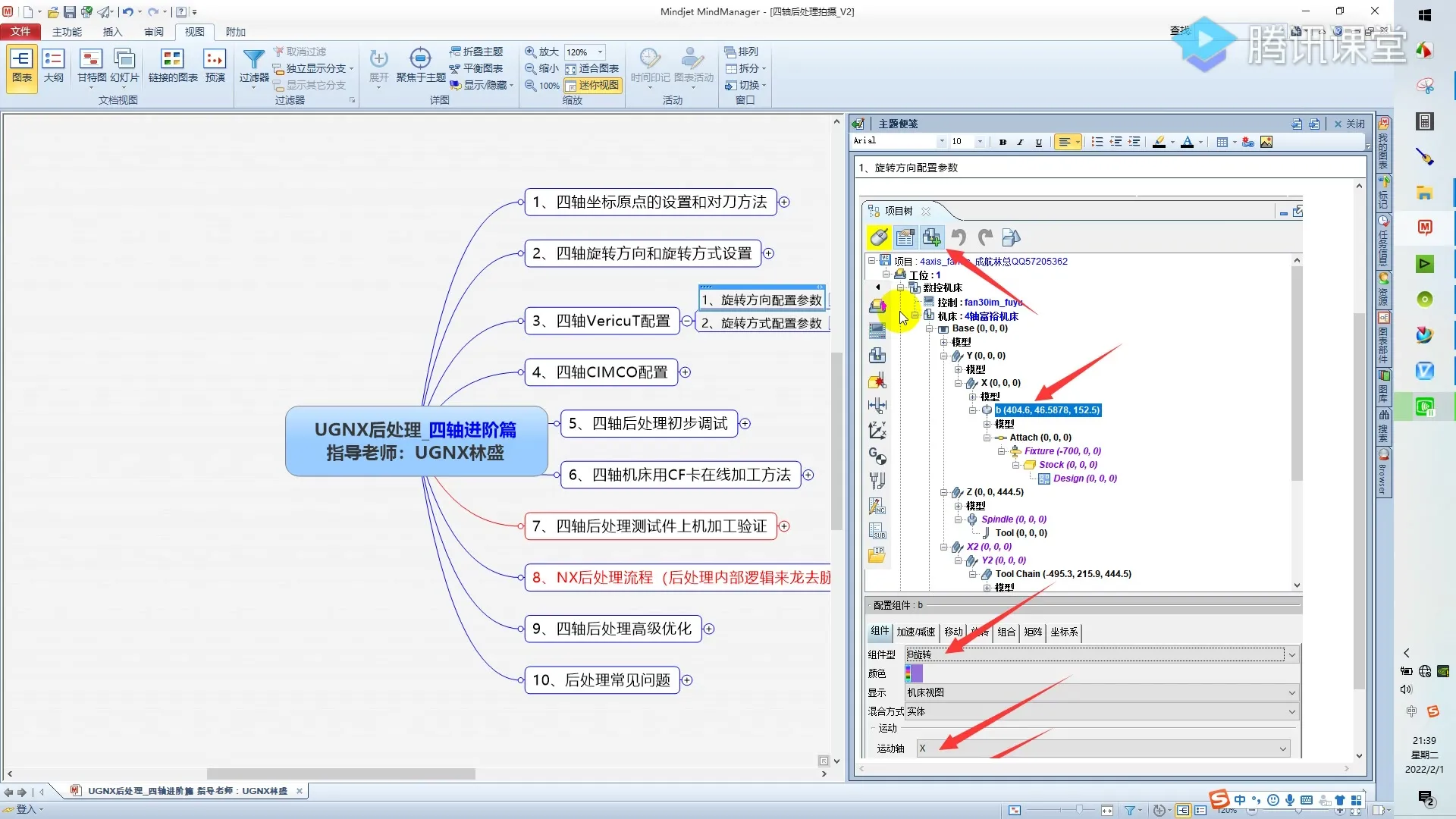
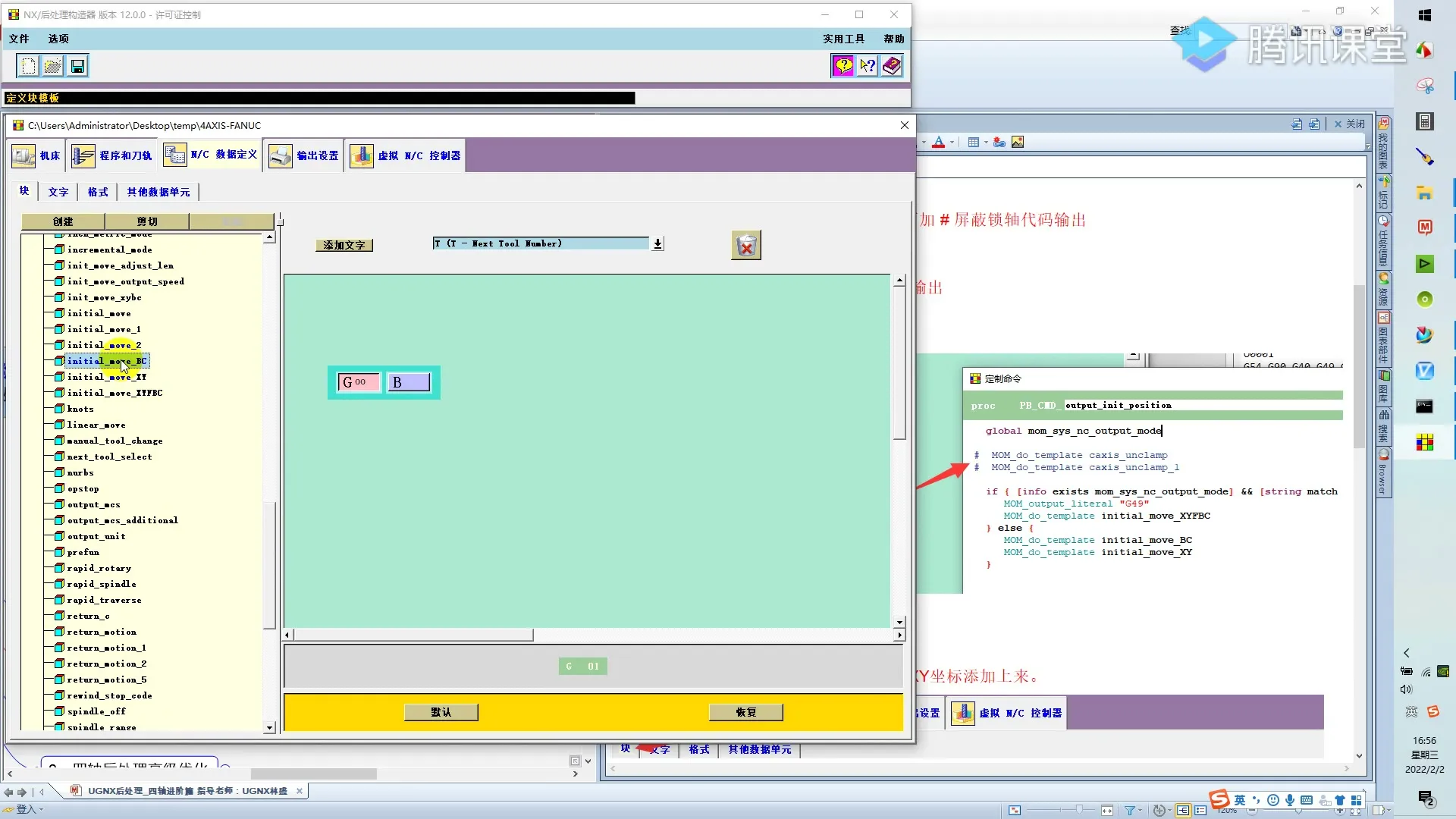
UG四轴坐标与旋转轴精调
精确定义四轴坐标原点及旋转轴方向是后处理成功的基石。本节详细讲解如何避免因轴向定义错误导致的刀路偏差,确保G代码输出与机床运动完美匹配,彻底杜绝首次试切的虚汗。
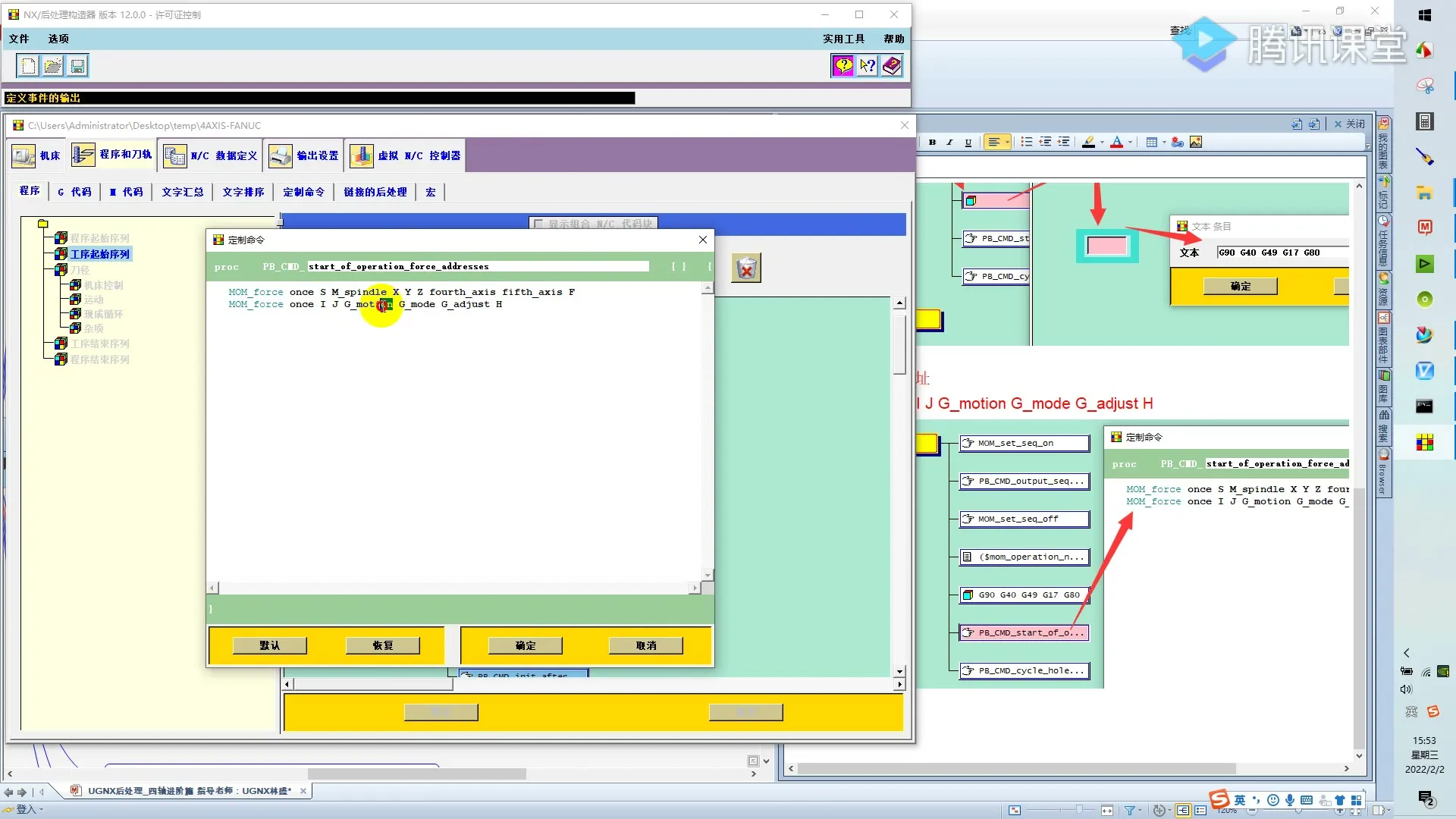
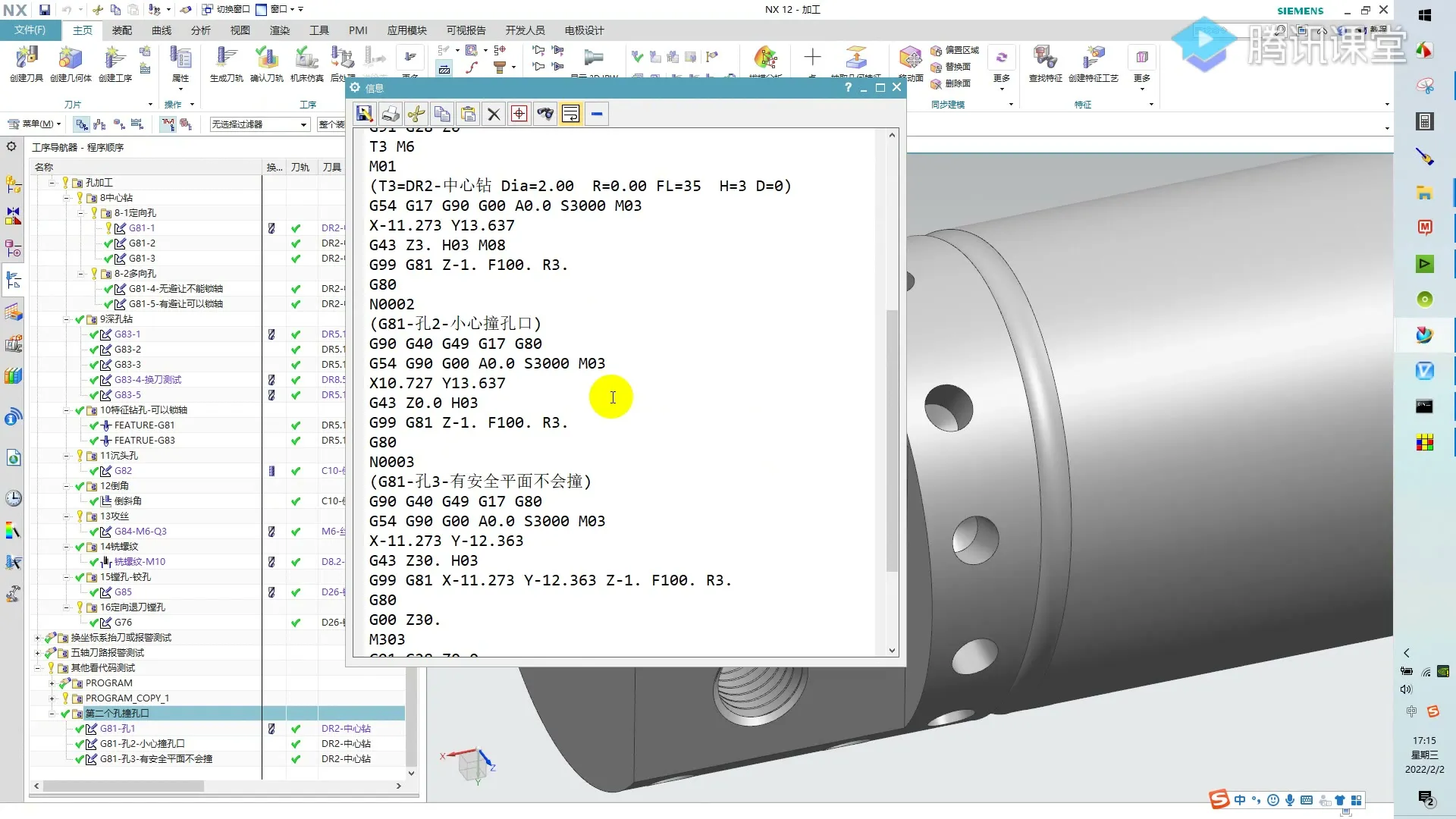
后处理初步调试与指令优化
从操作头到换刀,再到圆弧螺旋移动和G81/G82钻孔指令,每个细节都可能引发问题。教程深入剖析这些初步调试的关键点,传授如何快速定位并修正G代码错误,确保程序流畅运行,减少在机床上的调试时间。
高级优化与安全报警策略
完善的刀具清单能大幅提升编程效率,而安全报警设置更是防撞避险的最后防线。本课程不仅教你如何优化后处理输出,还包括后处理加密技巧,构建一套既安全又高效的四轴加工体系,将风险扼杀在摇篮里。
💡 学习者 FAQ 解答
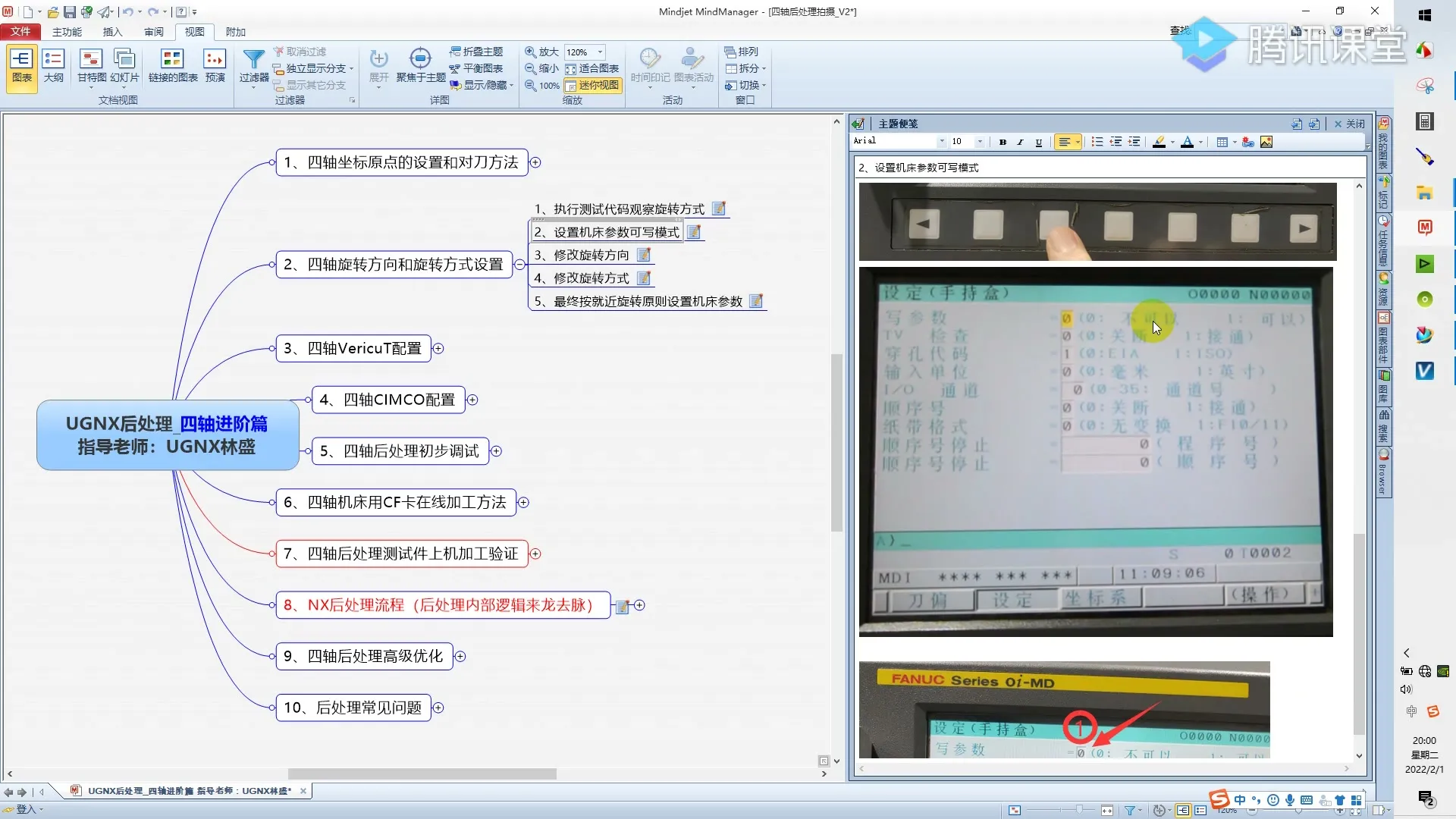
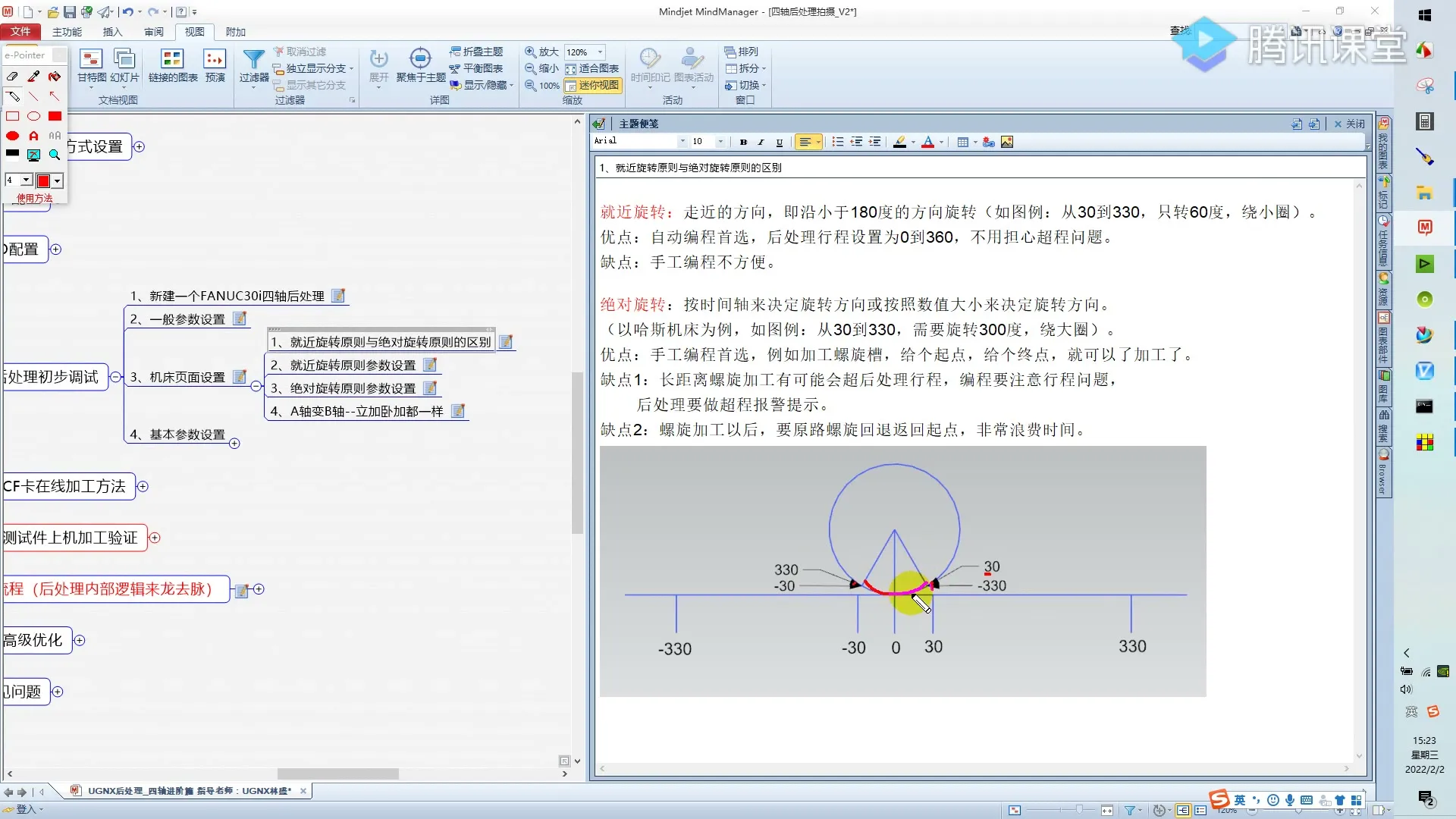
Q1: 在UG四轴后处理中,如何正确设置A轴或B轴的旋转方向和旋转方式,避免与实际机床运动方向不符?
A1: 这需要结合机床手册,在后处理配置文件中精确定义旋转轴的正向和负向,以及绝对或相对旋转模式。关键在于理解Vericut中机床模型的轴向与UG输出的G代码指令间的对应关系,确保物理旋转与G代码方向完全一致。
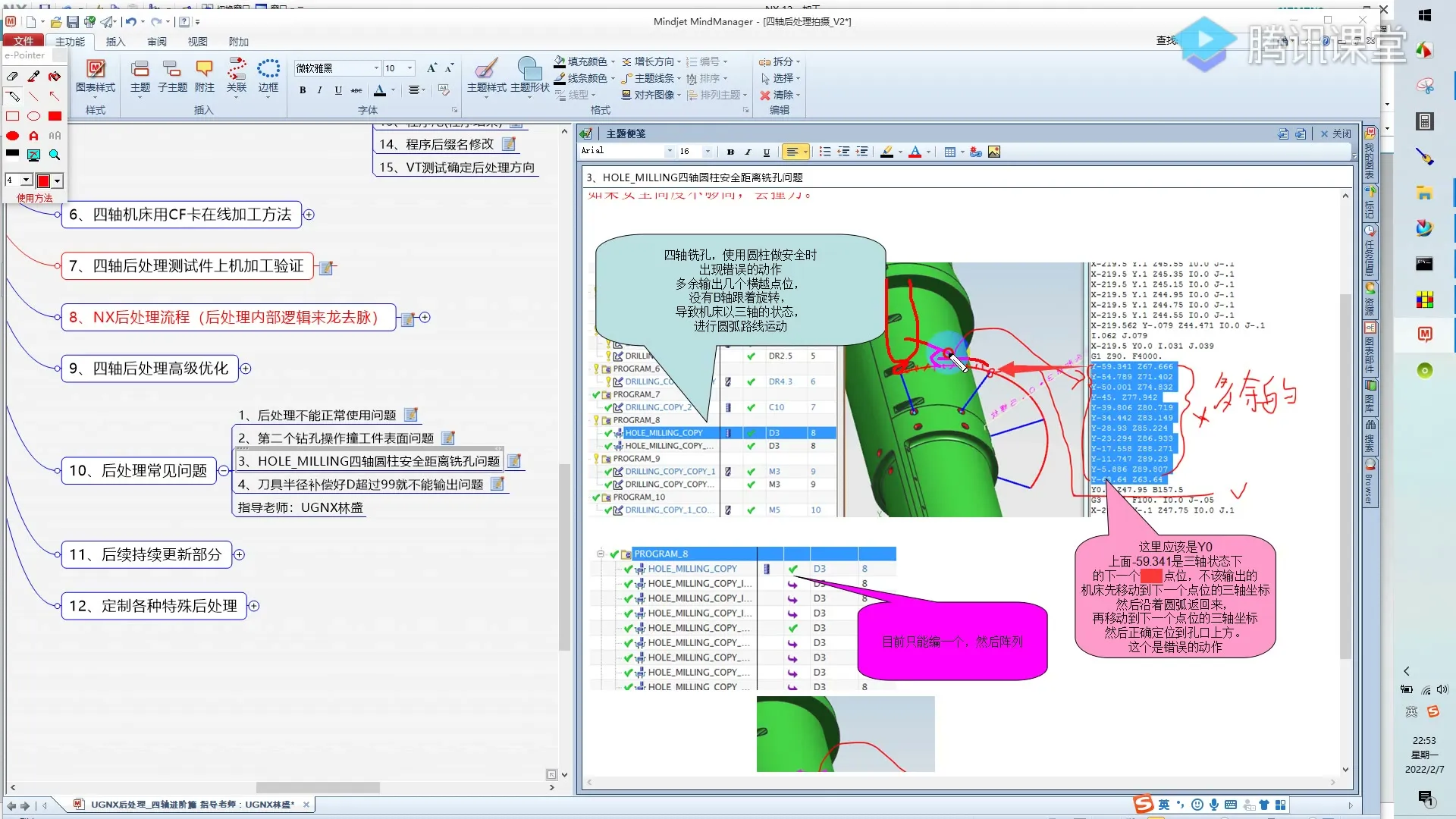
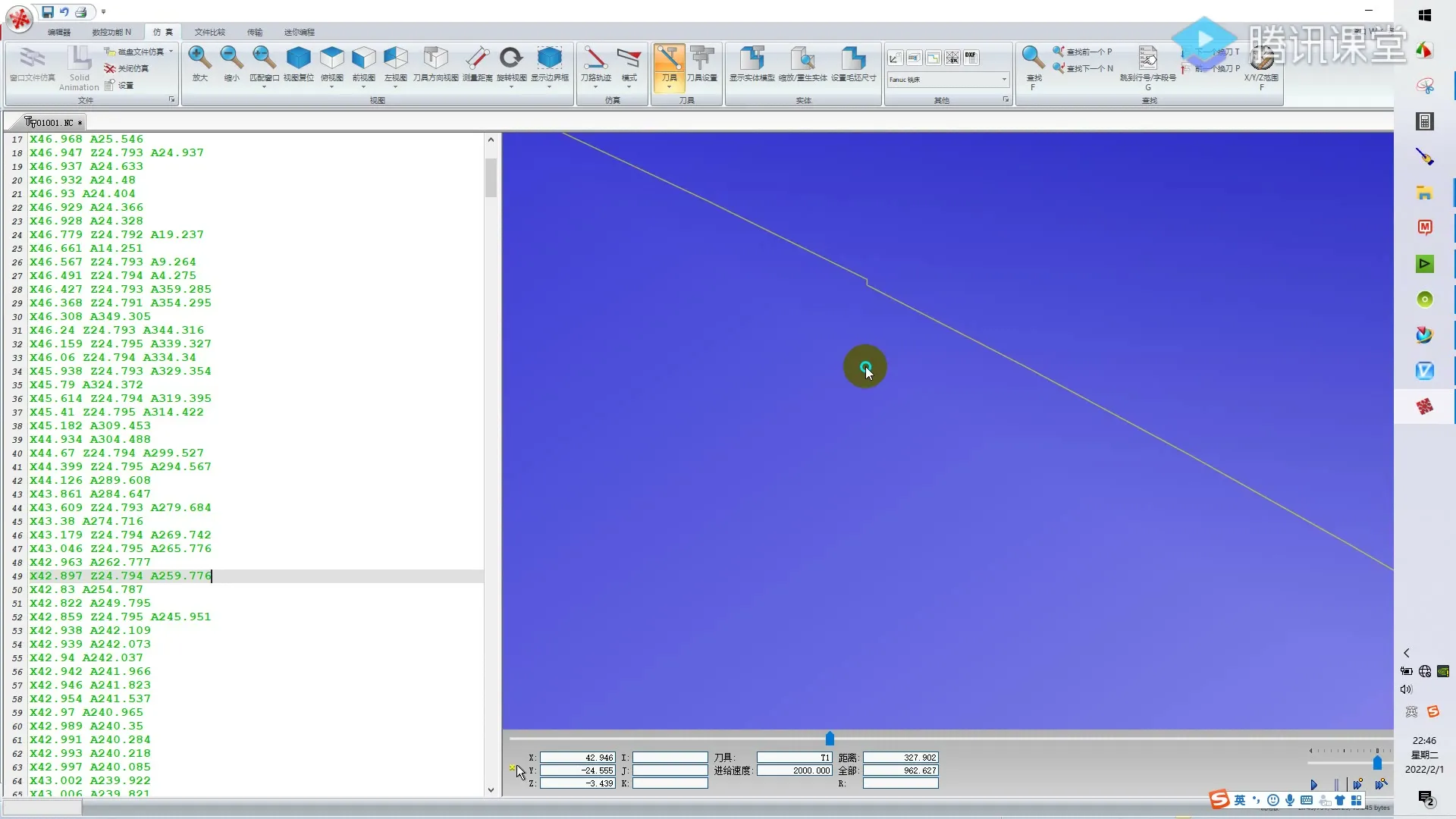
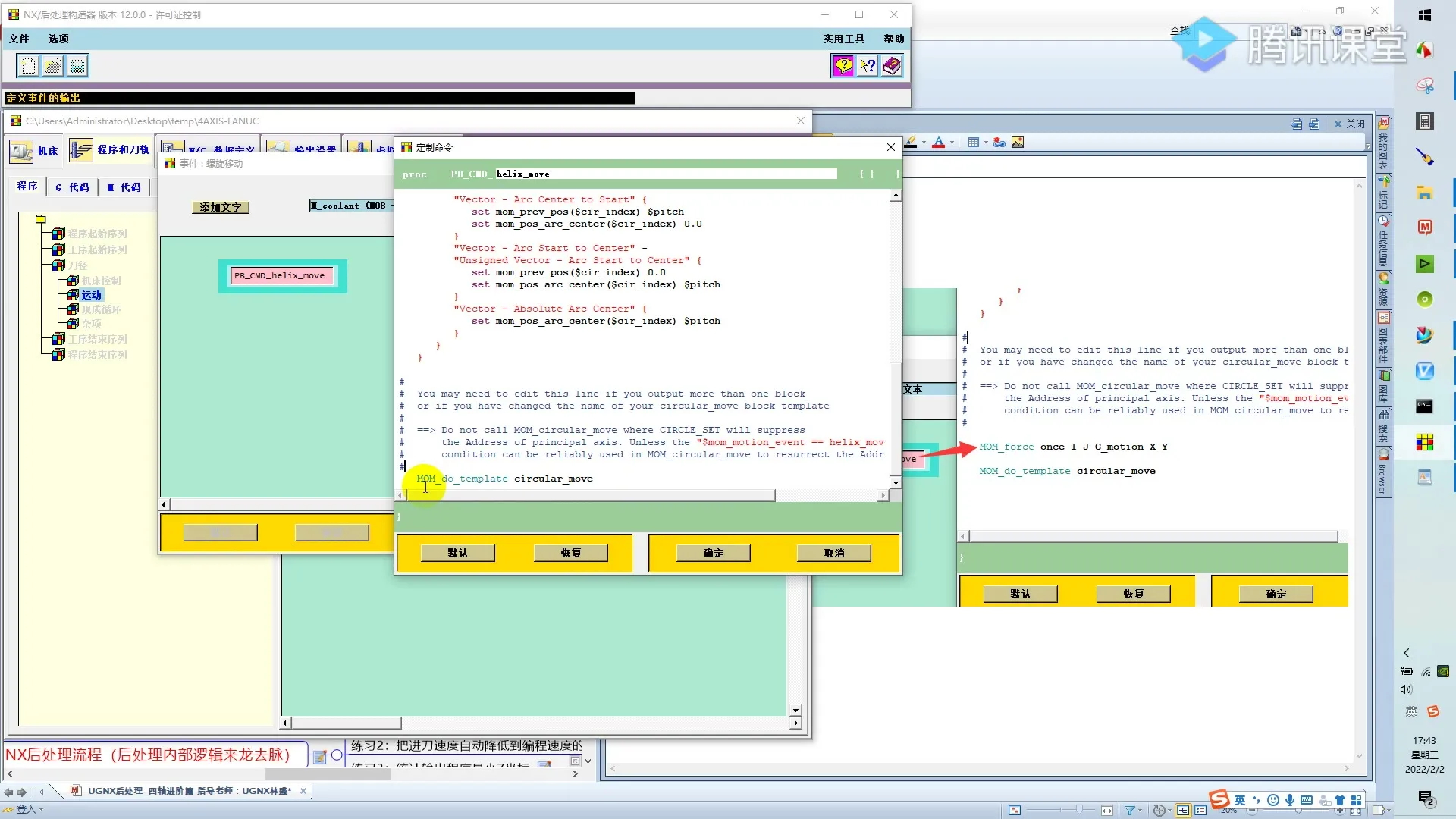
Q2: 遇到后处理生成的G代码出现圆弧插补异常或螺旋移动问题时,应该从何处着手排查?
A2: 优先检查后处理中圆弧输出的IJK格式设置和螺旋插补参数。很多时候是后处理的圆弧插补逻辑与机床控制器要求不匹配,或者公差设置过紧导致点位过多。通过Vericut模拟验证,能直观找出G代码在圆弧段的异常行为。
Q3: 如何在UG后处理中有效设置安全报警,例如避免刀具与夹具干涉或超出机床行程?
A3: 安全报警的设置通常在后处理的安全块(safety block)中定义,通过M代码或G代码判断当前状态,并在G代码中输出相应的报警信息或暂停指令。这需要对后处理的结构有深入理解,并结合实际加工经验预判潜在的干涉区域,在程序里加入逻辑判断。
温馨提醒
本站所有资源都是通过百度网盘下载,请自备百度网盘账号





暂无评论内容