
UG 11.0车铣复合编程:多轴联动与刀路优化
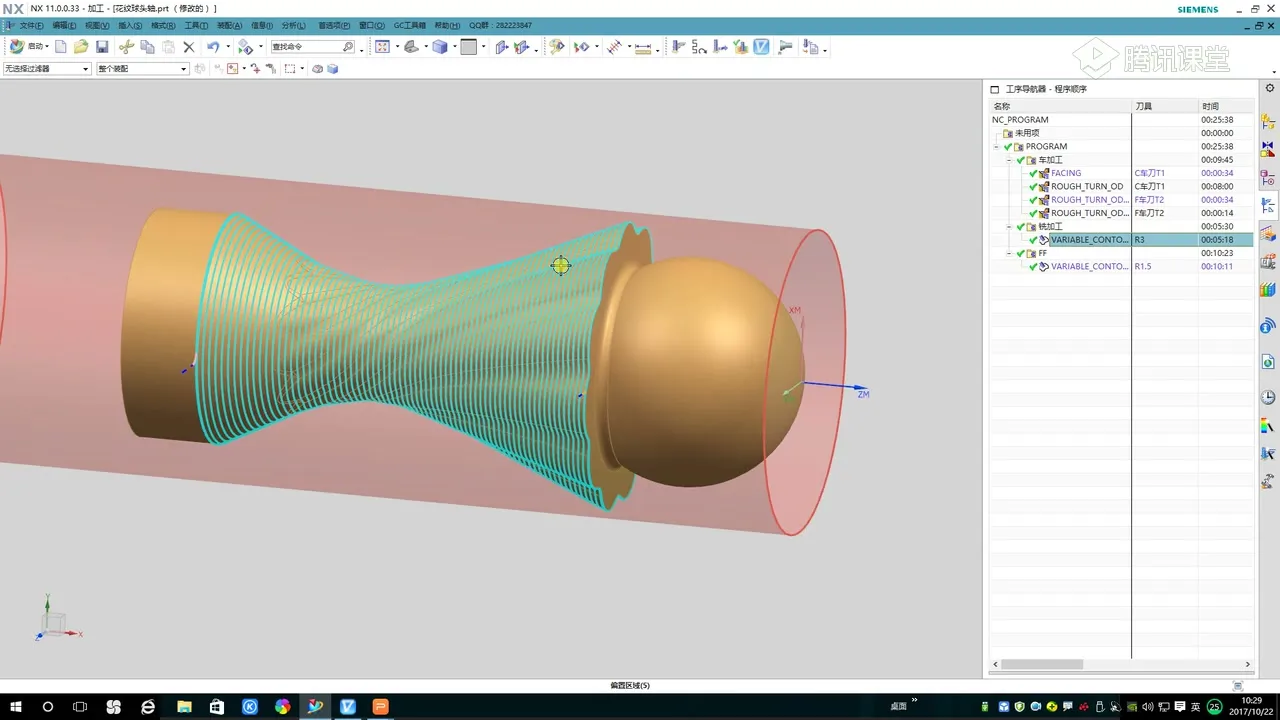
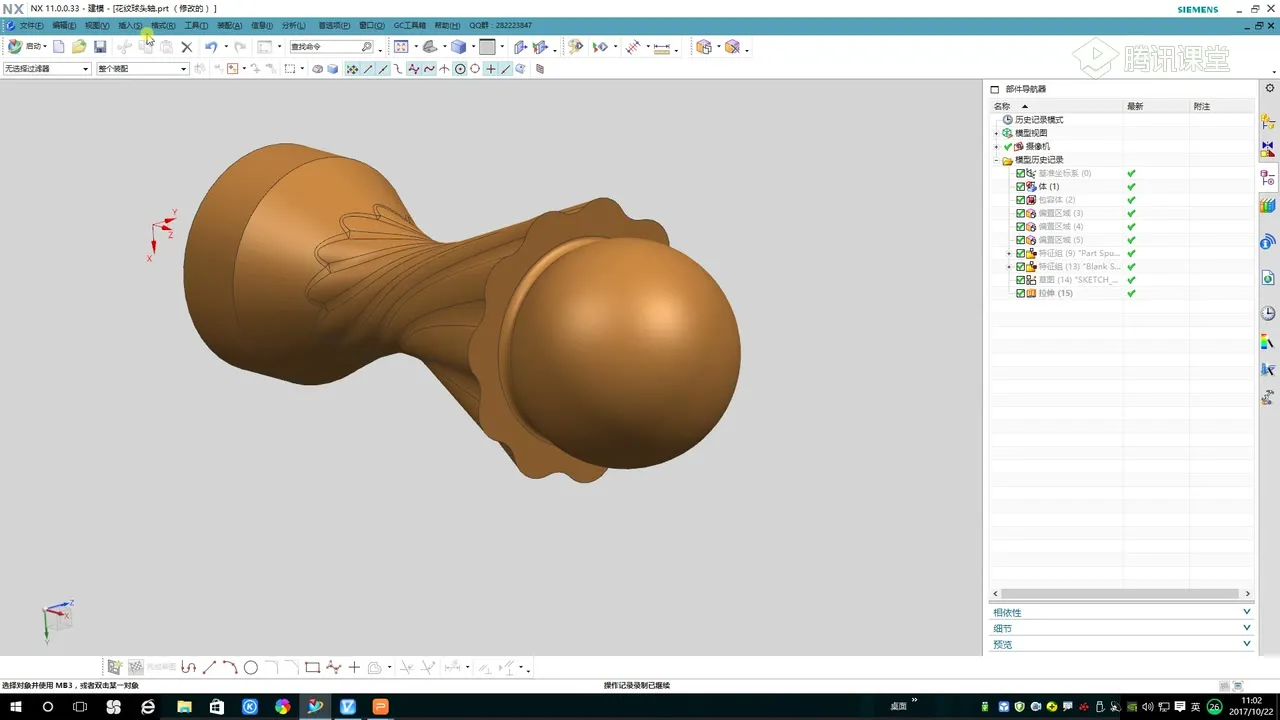
在UG 11.0车铣复合编程中,多轴联动干涉避让始终是衡量编程工程师功底的关键痛点。尤其面对复杂异形件时,如何精准控制刀具路径,确保高效切削的同时规避过切与碰撞,是摆在每位编程人员面前的挑战。
UG 11.0作为一款成熟的CAD/CAM软件,其车铣复合模块提供了强大的多轴联动能力,但要充分发挥其潜力,理解其背后的算法逻辑至关重要。例如,五轴机床的RTCP(刀尖点控制)功能,其核心在于通过复杂的运动学逆解,将刀具的线性位移和角度旋转解耦,从而保证刀尖始终沿着预设路径移动,即使机床姿态发生大幅度变化。这要求编程时对刀轴矢量、工件坐标系(WCS)与机床坐标系(MCS)的转换关系有深刻理解。
多轴刀路生成与优化策略
生成高质量的多轴刀路,不仅仅是选择正确的操作类型。深度优化需要考量多个维度。首先是“驱动方法”的选择,例如,“流线驱动”适用于复杂曲面,能确保刀具路径与曲面流线方向一致,减少切削方向突变。而“多轴定轴铣”则在保持特定刀轴方向下完成加工,适用于深腔或侧壁精加工。其次是“刀轴控制”选项,这决定了刀具在切削过程中如何调整姿态。常见的有“倾斜到工件”、“倾斜到平面”或“固定方向”,不同的选择会直接影响刀具与工件的接触点、切削力分布及表面质量。资深编程工程师还会针对特定的加工区域,灵活运用“局部倾斜”或“角度限制”来精细控制刀轴,避免出现“骗刀”或过度倾斜。
后处理的底层逻辑与调试
再完美的UG刀路,最终都要通过后处理器转化为机床可识别的G代码。后处理绝非简单的格式转换,它是UG内部刀具路径数据与特定机床控制器(如FANUC、Siemens、Heidenhain等)运动学模型之间的桥梁。其核心在于“变量映射”和“指令生成”。
例如,UG内部的刀具轴矢量(IJK)在后处理中需要被映射为机床的旋转轴(ABC或BC)角度。这个映射过程涉及到复杂的矩阵变换和三角函数解算。一旦后处理的变量定义、运动学参数或G代码模态与机床控制器不符,就可能出现报警、空走或错误的切削路径。调试后处理时,我们常需要深入到其NCL语言或PB文件,检查G代码指令(如G43.4、G68.2)、坐标系转换(G54-G59)以及辅助功能(M代码)的生成逻辑。对于RTCP功能的激活与参数传递,更需要后处理与机床控制器之间严丝合缝的匹配。如果想系统学习这方面的知识,ug 11.0车铣复合编程的深度解析课程值得你一探究竟。
碰撞检测与切削参数优化
UG 11.0提供了强大的碰撞检测功能,这不仅仅是视觉上的模拟,更应是编程流程中的强制性环节。通过设置合适的“安全距离”和“检查区域”,可以在生成刀路时实时预判刀具、刀柄甚至夹具与工件的潜在干涉。这背后依赖的是软件对所有三维几何体的布尔运算和距离场分析。
切削参数的优化更是提升加工效率与表面质量的关键。吃刀量(AP/AE)、进给速度(F)、主轴转速(S)并非独立参数,它们共同影响着切削力和刀具寿命。在车铣复合加工中,由于切削条件变化大,可能需要根据刀具与工件的接触状况动态调整进给。UG的“进给率优化”功能,便是在保证切削质量的前提下,通过智能算法对进给速度进行局部提升或降低,从而实现效率最大化。熟练掌握这些优化技巧,能显著提升整体加工效益。
💡 学习者 FAQ 解答
Q1: UG车铣复合程序导出后,为何FANUC 31iB系统执行G68.2欧拉角解析后,机床在特定倾斜角度出现RTCP补偿矢量跳变,导致过切?
A1: 这通常涉及UG后处理器中RTCP刀尖点跟随的矩阵逆解算法与机床控制器内部欧拉角模态转换的差异。检查后处理变量`pb_cmd_euler_angle_enable`及`pb_cmd_rtcp_mode`的映射逻辑,特别是对B、C轴限位及回零点的矢量重构精度。机床控制器可能存在特定象限的欧拉角奇异点或插补器对微小姿态变化的非线性解算。可尝试调整刀轴矢量公差或在UG中通过“安全距离”参数略微规避。
Q2: UG 11.0车铣复合程序导出后,FANUC 31iB系统在执行G43.4动态刀具中心点控制时,为何常出现“PS0010 非法指令”报警?
A2: “PS0010 非法指令”报警多指向后处理生成的G代码与FANUC 31iB系统DNC协议或G代码解析模态不匹配。重点检查G43.4指令后的参数结构,特别是坐标系的定义(G54.1 Px)以及刀具长度和半径补偿的调用方式。确保后处理在输出G43.4时,严格遵守系统手册中对坐标系偏移、刀具信息(H/D值)及轴选择的语法要求。有时也与FANUC系统参数如“4000系列”的RTCP相关使能位未正确设置有关。
Q3: 在UG 11.0多轴车铣复合中,如何有效处理复杂型面区域的刀具路径过度平滑导致切削效率下降问题?
A3: 刀具路径过度平滑通常是由于UG内部的插补算法为了保证路径连续性,在曲率变化剧烈区域引入了过多过渡圆弧或B样条曲线,导致实际切削时吃刀量不均。优化策略包括:调整操作里的“平滑”或“公差”参数,尤其在“步进”和“切削角度”上细化控制。针对复杂型面,可尝试使用“流线驱动”或“多轴曲线驱动”等更精确的驱动方法,并配合“切削深度限制”和“角度限制”来强制刀具贴合。此外,合理设置“进给率优化”能基于材料去除率动态调整进给,兼顾效率与光洁度。
本文技术要点源自:《ug 11.0车铣复合编程》原文完整版,建议收藏研究。







暂无评论内容