
🔥 实战痛点解析
新手在UG NX三轴编程中,最常栽跟头的就是坐标系设置不准和刀路规划不合理。很多时候,MC S(加工坐标系)设错,直接导致对刀误差,轻则废料重则撞机。此外,对刀具路径的连接方式、非切削移动理解不深,会造成大量空走刀、提刀过多,加工效率低下不说,零件表面质量也难以保证。尤其面对复杂底面和封闭区域,进刀退刀策略的选择直接影响加工精度和寿命,往往搞得手忙脚乱。
📚 教程核心价值
硬核要点:本教程深入剖析UG NX2027三轴编程的实战精髓,从常规机床刀具的识别到MCS坐标系的精准构建,全面覆盖加工模块的视图应用。重点聚焦不含壁底面加工的策略优化,详尽讲解切削区域、进给速度、连接方式及开放/封闭区域的多种进刀路径。通过实战案例,助你彻底掌握UG NX高效编程技巧,有效规避过切、提高加工效率。
| 教程深度:高级实战 | 软件环境:UG NX2027 |
| 资源容量:13.04 GB | 适合人群:数控编程员、机床操作员、模具师傅 |
| ⚠️ 排坑避雷:本教程基于 UG NX2027 录制,请确保电脑安装了同等或更高版本的软件,否则将无法打开练习图档! | |
📋 完整实录目录
温馨提示:框内可上下滑动查阅全部目录
| 01. 1、1.常规机床与刀具介绍 |
| 02. 2、2.加工模块的四种视图讲解 |
| 03. 3、3.MCS加工坐标系设置 |
| 04. 4、4.图层设置,安全平面和WORKPIECE参数讲解 |
| 05. 5、5.不含壁的底面加工(主要,几何体,刀轴,进给率和速度) |
| 06. 6、6.不含壁的底面加工(切削区域) |
| 07. 7、7.不含壁的底面加工(策略) |
| 08. 8、8.不含壁的底面加工(连接,非切削移动-开放区域线性进刀) |
| 09. 9、9.不含壁的底面加工(开放区域所有进刀方式) |
| 10. 10、10.不含壁的底面加工(封闭区域所有进刀方式) |
| 11. 11、11.不含壁的底面加工(螺旋进刀和最小斜坡长度) |
| 12. 12、12.不含壁的底面加工(非切削移动-退刀方式,起点钻点) |
| 13. 13、13.不含壁的底面加工(非切削移动-转移快速) |
| 14. 14、14.不含壁的底面加工(非切削移动-避让) |
| 15. 15、15.创建刀具,刀柄,夹持器(常规刀,机夹刀,成型刀) |
| 16. 16、16.安装后处理器(公差和安全距离,碰撞检查) |
| 17. 17、17.不含壁的底面加工(刀具,程序和机床控制,选项) |
| 18. 18、18.不含壁的底面加工(实战应用案例讲解) |
| 19. 19、19.后处理程序讲解,常用D代码和M代码 |
| 20. 20、20.底壁铣(跟随部件和跟随周边切削模式区别) |
| 21. 21、21.底壁铣(跟随部件,跟随周边实战参数设置) |
| 22. 22、22.底壁铣(轮廓,单向,往复,单向轮廓) |
| 23. 23、23.底壁铣(毛坯3DIPW,切削区域壁底面,精确定位) |
| 24. 24、24.底壁铣(按深度倾斜螺旋铣,黄色进刀线螺旋铣) |
| 25. 25、25.底壁铣(两种增加刀具半径补偿的方法) |
| 26. 26、26.底壁铣(实战应用案例讲解,底壁铣倒角) |
| 27. 27、27.腔铣-不含底面的壁2D轮廓铣-含底面的壁2D轮廓铣 |
| 28. 28、28.底壁铣(步距,残余高度,每刀切削深度,附加刀路) |
| 29. 29、29.平面铣(指定部件边界,忽略孔,忽略岛,忽略倒斜角) |
| 30. 30、30.平面铣(刀具位置对中,部件边界余量,指定平面) |
| 31. 31、31.平面铣(选择曲线过滤器,封闭区域成链用法) |
| 32. 32、32.平面铣(无部件只用曲线编程,开放区域刀具侧) |
| 33. 33、33.平面铣(开放区域成链用法,开放封闭槽实战技巧) |
| 34. 34、34.平面铣(定制边界数据,定义成员数据,修剪延伸成员) |
| 35. 35、35.平面铣(指定部件边界:点,永久边界) |
| 36. 36、36.平面铣(指定毛坯边界,检查边界,修剪边界) |
| 37. 37、37.平面铣(切削深度:用户定义,仅底面,恒定) |
| 38. 38、38.平面铣(底面及临界深度和临界深度的用法) |
| 39. 39、39.平面铣(标准驱动,增量侧面余量,自动保存边界) |
| 40. 40、40. 平面铣(自适应铣削参数讲解) |
| 41. 41、41.平面铣(使用2D IPW,使用参考刀具) |
| 42. 42、42.平面铣(按轮廓线相切刻字,按轮廓线对中刻字) |
| 43. 43、43.平面铣(单刀T槽,径向分层T槽,轴向分层T槽) |
| 44. 44、44.平面铣(倒角刀倒角,燕尾刀倒角,分层倒角) |
| 45. 45、45.2D线框平面轮廓铣(开放轮廓混合开粗,混合清角) |
| 46. 46、46.平面铣(实战案例讲解(上)圆鼻刀开粗问题点) |
| 47. 47、47.平面铣(实战案例讲解(中)精加工实战参数) |
| 48. 48、48.平面铣(实战案例讲解(下)使用过切检查程序) |
| 49. 49、49.槽铣削(切削层,刀路数,切削排序) |
| 50. 50、50.手工面铣,平面文本 |
| 51. 51、51.平面去毛刺,切削3D建模倒角 |
| 52. 52、52.型腔铣(毛坯,自定义毛坯和铸造模毛坯) |
| 53. 53、53.型腔铣(切削区域,指定检查,指定修剪边界) |
| 54. 54、54.型腔铣(切削层:自动,用户定义,单个) |
| 55. 55、55.型腔铣(顶层,当前范围顶部,当前范围底部,WCS原点) |
| 56. 56、56.型腔铣(在边上延伸,在延展毛坯下切削,小区域避让) |
| 57. 57、57.型腔铣(减速距离,报告最短刀具,修建方式:轮廓线) |
| 58. 58、58.型腔铣(二次粗加工:使用3D) |
| 59. 59、59.型腔铣(二次粗加工最小除料量) |
| 60. 60、60.型腔铣(二次粗加工:使用基于层) |
| 61. 61、61.型腔铣(二次粗加工:参考刀具) |
| 62. 62、62.型腔铣(二次粗加工:使用小平面体) |
| 63. 63、63.型腔铣(一次性光所有平面,一次性光所有侧壁 ) |
| 64. 64、64.自适应铣削(毛坯,修剪边界,对比2D自适应) |
| 65. 65、65.自适应铣削(最小曲率半径,低高度转移,切削) |
| 66. 66、66.自适应铣削(柱切削,自下而上切削) |
| 67. 67、67.自适应铣削(使用3D清角,优化最合理的开粗路径) |
| 68. 68、68.插铣(平面直径百分比,向前步进,最大切削宽度) |
| 69. 69、69.插铣(退刀距离,退刀角,向上步距) |
| 70. 70、70.插铣(预钻进刀点,切削区域起点,在边上延伸) |
| 71. 71、71.剩余铣,深度轮廓铣(切削区域,修剪边界) |
| 72. 72、72.深度轮廓铣(陡峭范围角度,合并距离,最小切削长度) |
| 73. 73、73.深度轮廓铣(切削层最优化,沿部件斜进刀一刀流) |
| 74. 74、74.深度轮廓铣(层间切削,切削方向,切削顺序) |
| 75. 75、75.深度轮廓铣(在边上延伸,在边上滚动刀具) |
| 76. 76、76.深度轮廓铣(实战中开粗的技巧用法) |
| 77. 77、77.深度轮廓铣(实战中精光留余量的技巧用法) |
| 78. 78、78.深度轮廓铣(参考刀具混合铣优势) |
| 79. 79、79.深度轮廓铣(实战中光顺的用法) |
| 80. 80、80.深度加工底切(切削模式,层排序) |
| 81. 81、81.固定轴引导曲线(变形模式) |
| 82. 82、82.固定轴引导曲线(切削模式,切削方向,切削顺序) |
| 83. 83、83.固定轴引导曲线(恒定偏置,切削侧面) |
| 84. 84、84.固定轴引导曲线(回旋赛道,切削排序,刀轨光顺) |
| 85. 85、85.固定轴引导曲线(最大步长值,允许底切,修剪和延伸) |
| 86. 86、86.固定轴引导曲线(模具和产品实战中的各种用法) |
| 87. 87、87.区域轮廓铣(为何要和等高铣配合使用) |
| 88. 88、88.区域轮廓铣(重叠距离,基于平面,在部件上) |
| 89. 89、89.区域轮廓铣(陡峭和非陡峭,区域排序,螺旋) |
| 90. 90、90.区域轮廓铣(光顺,在边上延伸,多重深度切削) |
| 91. 91、91.区域轮廓铣(切削区域进刀点,实战中的各种用法) |
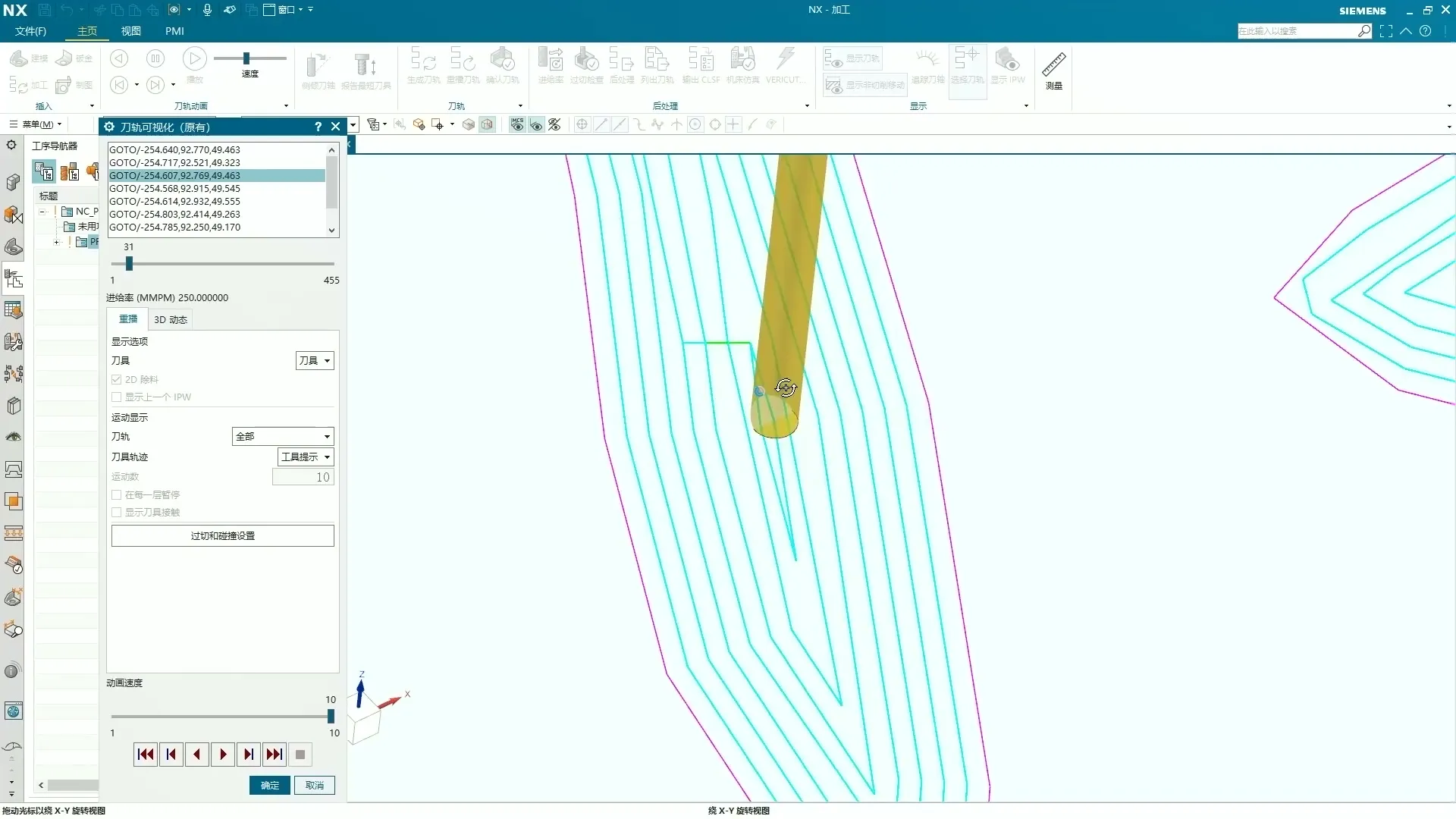
| 92. 92、92.单刀路清根(切削模式,切削方向,未切削拐角) |
| 93. 93、93.多刀路清根(切削步距,切削顺序) |
| 94. 94、94.参考刀具清根(综合参数讲解,切削区域排序) |
| 95. 95、95.参考刀具清根(实战中配合切削区域的各种用法) |
| 96. 96、96.曲线驱动(左偏置,切削步长,刀具接触偏移) |
| 97. 97、97.曲线驱动(多重深度切削,2D结构实战用法) |
| 98. 98、98.曲线驱动(2D流道的加工方法) |
| 99. 99、99.曲线驱动(3D流道的加工方法) |
| 100. 100、100.曲线驱动(3D刻字) |
| 101. 101、101.螺旋驱动(全参数讲解+实战用法) |
| 102. 102、102.边界驱动(边界偏置,部件空间范围) |
| 103. 103、103.边界驱动(切削模式,壁清理,精加工刀路) |
| 104. 104、104.边界驱动(3D刻字-轮廓边相切) |
| 105. 105、105.曲面驱动(什么是UV,切削方向,材料方向) |
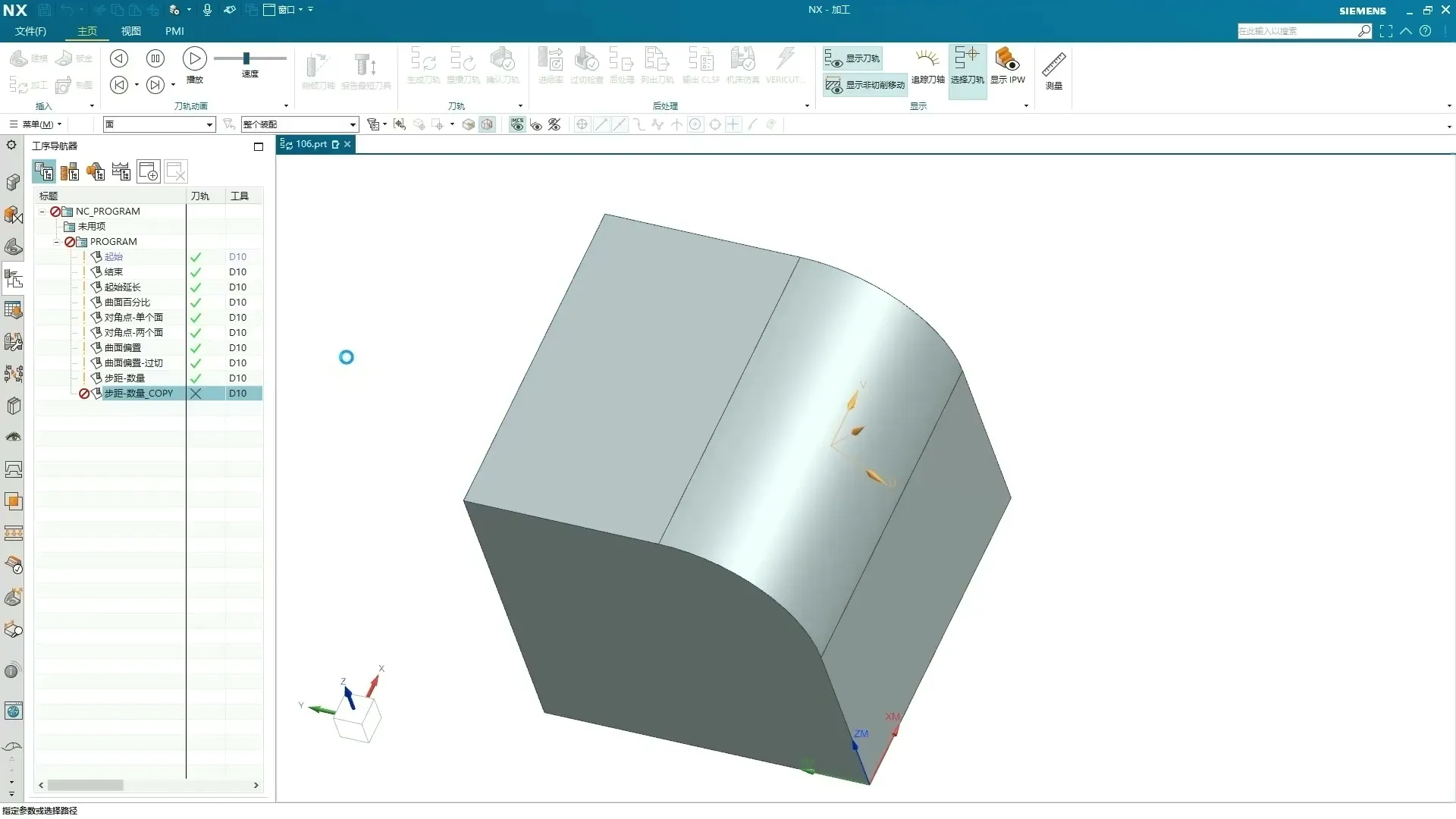
| 106. 106、106.曲面驱动(曲面%,对角点,曲面偏置) |
| 107. 107、107.曲面驱动(最大残余高度,水平限制,竖直限制) |
| 108. 108、108.曲面驱动(选驱动面技巧,何时才需做辅助面) |
| 109. 109、109.曲面驱动(实战中的应用技巧) |
| 110. 110、110.曲面驱动(投影矢量:朝向-垂直驱动体,远离-朝向直线 |
| 111. 111、111.流线驱动(流曲线,交叉曲线,曲线创建,切削方向) |
| 112. 112、112.流线驱动(修剪和延伸,实战中的应用技巧) |
| 113. 113、113.流线驱动(实战案例的应用技巧) |
| 114. 114、114.流线驱动(相比曲面驱动-流线驱动的优势) |
| 115. 115、115.流线驱动(2D流道和3D流道往复加工) |
| 116. 116、116.刀轨驱动(刀轨CLSF文件的使用方法) |
| 117. 117、117.径向切削驱动(材料侧的条带,另一侧的条带) |
| 118. 118、118.轮廓文本(3D文本刻字) |
| 119. 119、119.实体轮廓3D和3D轮廓加工(Z向深度偏置,Z轴光顺) |
| 120. 120、120.3D倒角(曲线驱动,边界驱动,曲面驱动) |
| 121. 121、121.3轴去毛刺(全参数讲解+实战案例应用讲解) |
| 122. 125、125.drill钻孔(模型深度,刀尖深度 ,Cycle参数 |
| 123. 126、126.drill点孔(实战点孔G81详细讲解,G98和G9 |
| 124. 127、127.drill啄钻和断屑钻(实战钻孔G83和G73详细讲 |
| 125. 128、128.drill钻埋头孔(实战G82钻埋头孔和孔倒角详细讲 |
| 126. 129、129.drill铰孔和钻沉头孔(实战G82铰孔和钻沉头孔详 |
| 127. 130、130.drill粗镗孔(实战G85和G86粗镗孔详细讲解) |
| 128. 131、131.drill精镗孔(实战G76精镗孔详细讲解) |
| 129. 132、132.drill攻丝(实战G84攻丝详细讲解-上) |
| 130. 133、133.drill攻丝(实战G84攻丝详细讲解-下) |
| 131. 134–134.实战drill点孔+钻孔+倒角+攻牙+铰孔+镗孔 |
| 132. 135–135.hole making定心钻(G81指定特征几何体全 |
| 133. 136–136.hole making钻孔(G83和G73特征导航器 |
| 134. 137–137.hole making(G82钻埋头孔+钻沉头孔+铰 |
| 135. 138–138.hole making(G84攻牙+G85G86粗镗 |
| 136. 139–139.hole making(详细讲解单步移动所有模式) |
| 137. 140–140.hole making(顺序钻+背面埋头钻孔+孔倒斜 |
| 138. 141–141.hole making(孔铣+凸台铣详细讲解) |
| 139. 142–142.hole making(径向槽铣和螺纹铣刀类型介绍) |
| 140. 143–143.hole making(螺纹铣从模型或从表) |
| 141. 144–144.hole making(锥螺纹+梳齿螺纹铣刀加工内螺 |
| 142. 145–145.hole making(单牙+全牙螺纹铣刀加工外螺纹 |
| 143. 146–146.成型刀(锥度刀实战加工技巧) |
| 144. 147–147.成型刀(燕尾刀+定制成型刀实战加工技巧) |
| 145. 148–148.成型刀(定制成型刀实战加工技巧) |
| 146. 149–149.成型刀(内R刀实战加工技巧) |
| 147. 150–150.成型刀(棒棒糖刀实战加工技巧) |
| 148. 151–151.程序变换(平移,绕点旋转,绕直线旋转) |
| 149. 152–152.程序变换(通过一平面镜像,圆形阵列,矩形阵列) |
| 150. 153–153.刀轨分割(切削时间,切削距离,选定运动) |
| 151. 154–154.夹持器分割(夹持器分割的实战用法) |
| 152. 155–155.自定义UG角色(根据个人习惯定制菜单界面) |
| 153. 156–156.自定义指令快捷键和保存用户默认设置角色 |
| 154. 157–157.安装星空外挂(一般是用来出程序单) |
| 155. 158–158.星空外挂常用工具指令介绍 |
| 156. 159–159.星空外挂后处理程序单用法 |
| 157. 160–160.讲解UG模板的制作方法 |
| 158. 161–161.UG编程模板的制作方法 |
| 159. 162–162.专用编程模板制作方法(带刀具) |
| 160. 163–163.自定义个性化程序模板 |
| 161. 164–164.创建刀柄库的方法 |
| 162. 165–165.刀具加工数据的使用方法 |
| 163. 166–166.加工数据库的使用方法 |
| 164. 167–167.案例一(文件整理规范,加工工艺分析) |
| 165. 168–168.案例一(编写产品程序-上机参数) |
| 166. 169–169.案例一(后处理程序和程序单) |
| 167. 170–170.案例二(加工工艺分析) |
| 168. 171–171.案例二(夹具工艺分析) |
| 169. 172–172.案例二(编写CNC1加工程序) |
| 170. 173–173.案例二(继续编写CNC1加工程序) |
| 171. 174–174.案例二(编写CNC2加工程序) |
| 172. 175–175.案例二(继续编写CNC2加工程序) |
| 173. 176–176.案例二(检查程序和后处理程序单) |
| 174. 177–177.案例三(加工工艺分析) |
| 175. 178–178.案例三(夹具工艺分析) |
| 176. 179–179.案例三(编写CNC0加工程序) |
| 177. 180–180.案例三(编写CNC1加工程序) |
| 178. 181–181.案例三(继续编写CNC1加工程序) |
| 179. 182–182.案例三(结尾CNC1加工程序) |
| 180. 183–183.案例三(编写CNC2程序和出程序单) |
| 181. 184–184.案例四(加工工艺分析) |
| 182. 185–185.案例四(编写CNC1加工程序) |
| 183. 186–186.案例四(编写CNC2加工程序) |
| 184. 187–187.案例四(继续编写CNC2加工程序) |
| 185. 188–188-案例四(继续编写CNC2加工程序) |
| 186. 189–189.案例四(继续编写CNC2加工程序) |
| 187. 190–190.案例四(结束CNC2加工程序) |
| 188. 三轴立式加工中心加工视频 |
| 189. 三轴立式加工中心介绍视频 |
📺 实机操作画面预览
📸 截图选自: 三轴立式加工中心介绍视频

📸 截图选自: 三轴立式加工中心加工视频
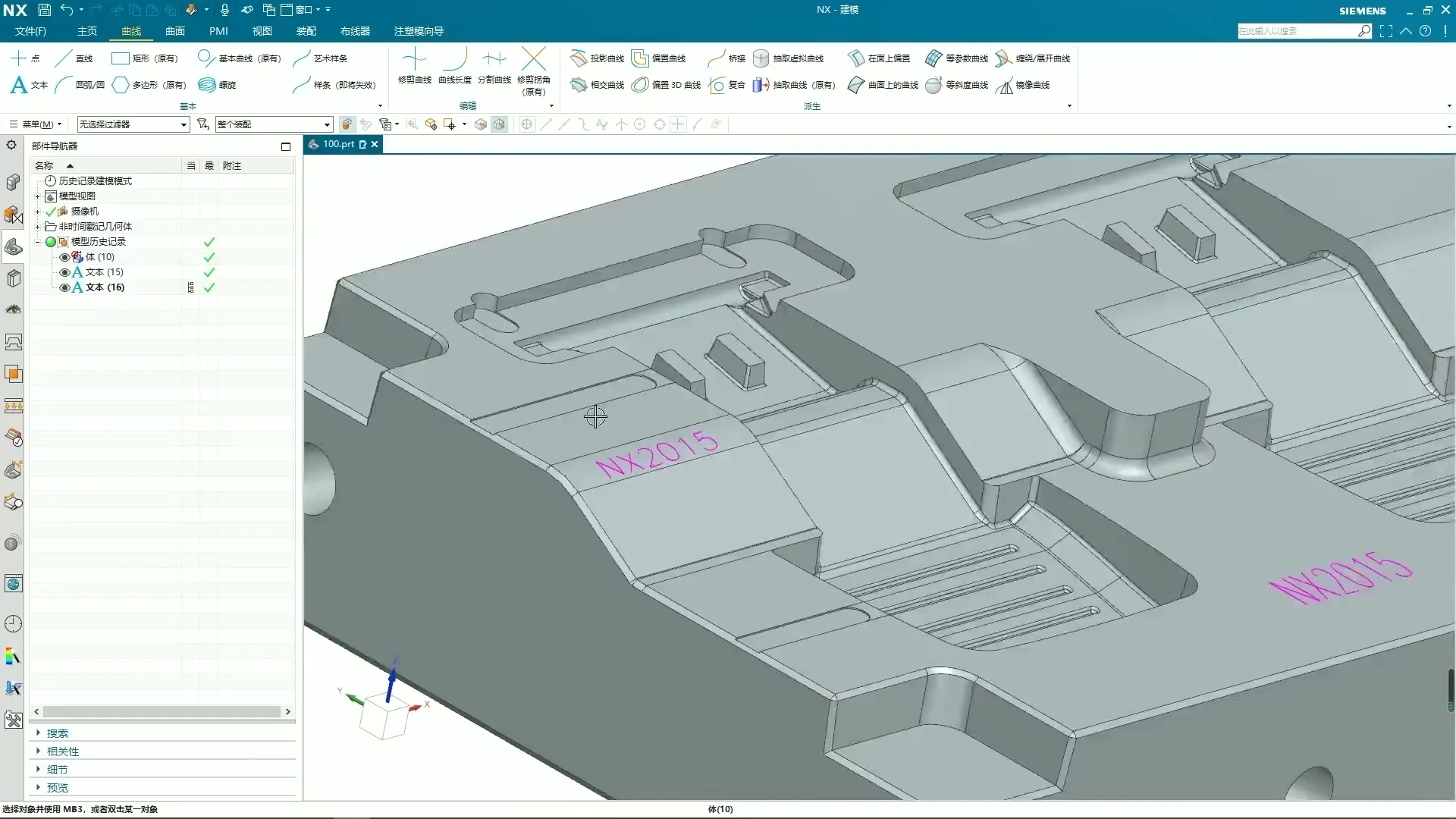
📸 截图选自: 曲线驱动(3D刻字)
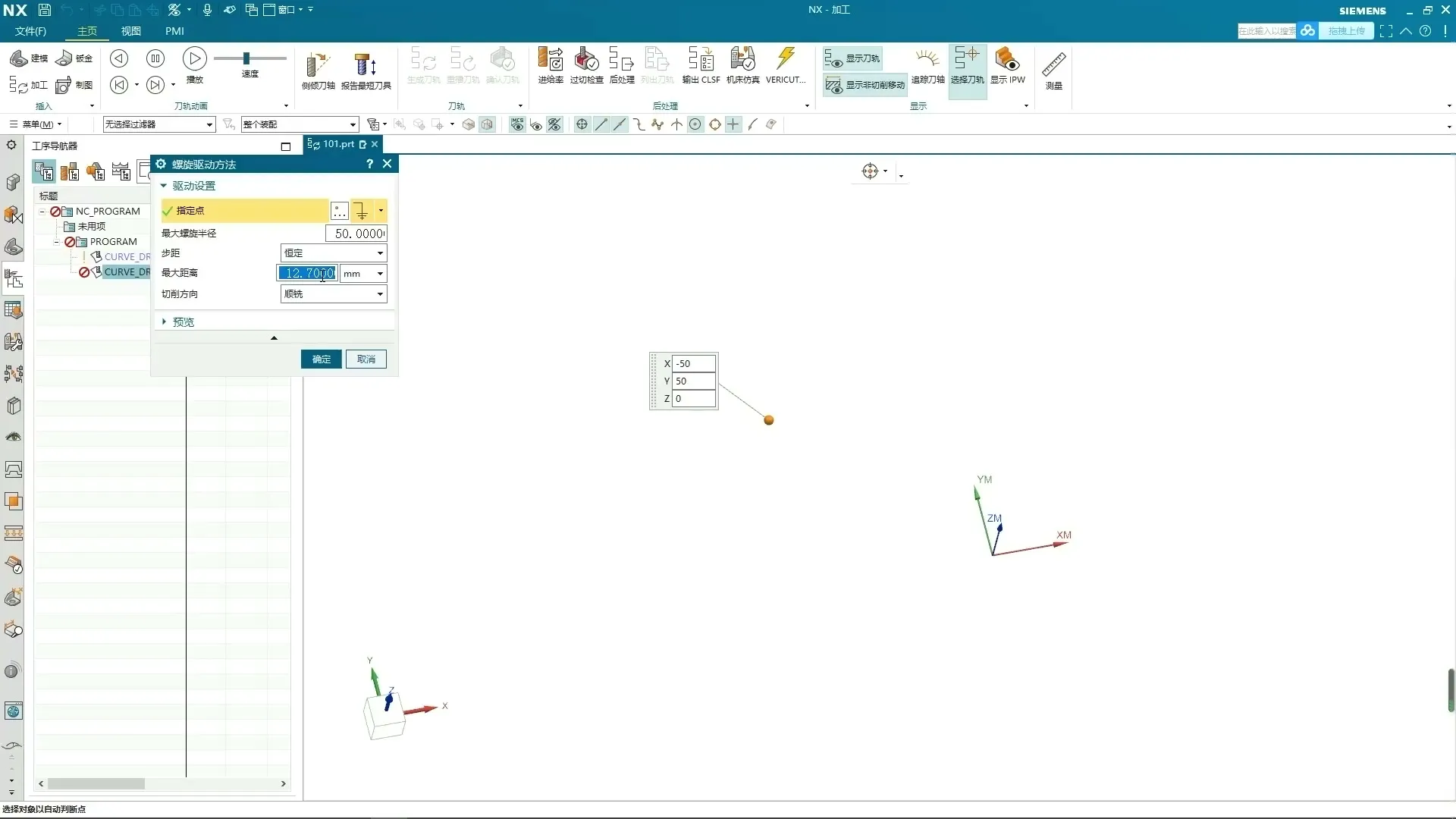
📸 截图选自: 螺旋驱动(全参数讲解+实战用法)
📸 截图选自: 边界驱动(边界偏置,部件空间范围)
📸 截图选自: 边界驱动(切削模式,壁清理,精加工刀路)
📸 截图选自: 边界驱动(3D刻字-轮廓边相切)
📸 截图选自: 曲面驱动(什么是UV,切削方向,材料方向)
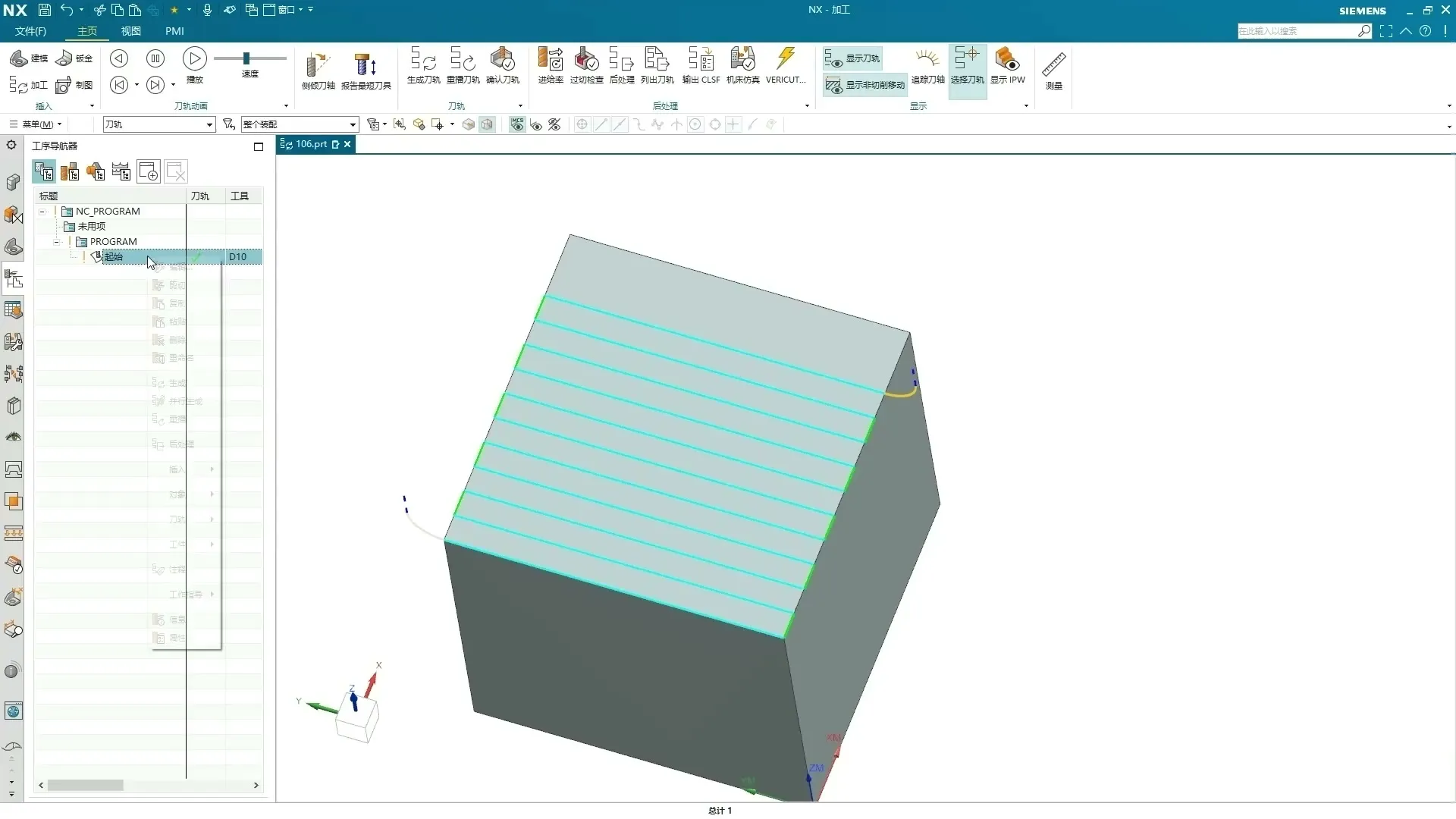
📸 截图选自: 曲面驱动(曲面%,对角点,曲面偏置)
📸 截图选自: 曲面驱动(最大残余高度,水平限制,竖直限制)
🛠️ 核心干货提炼
精通MCS坐标系构建与图层管理
精确设置MCS加工坐标系是所有加工程序的基石,直接影响对刀精度和刀路走向。本教程详细拆解图层设置与WORKPIECE参数的联动,确保安全平面部署到位,为后续高效加工打下坚实基础,规避初始设置的常见误区。
高效底面加工策略与进刀优化
针对不含壁的底面加工,教程提供了多种切削区域与策略组合,尤其侧重开放与封闭区域的线性及其他进刀方式。这有助于学员根据零件特征灵活选择最佳路径,减少空刀,优化切削效率,大幅提升表面光洁度和加工稳定性。
复杂案例实战与CNC程序精编
通过“案例四”的深入剖析,逐步演示CNC2加工程序的编写与调优过程。这不仅仅是编程步骤的堆砌,更是对整体加工流程、刀具选择、吃刀量控制以及后处理逻辑的实战演练,让你具备独立解决复杂零件加工问题的能力。
💡 学习者 FAQ 解答
Q1: 关于底面加工,开放区域和封闭区域的进刀策略如何选择?
A1: 开放区域一般倾向于线性或螺旋进刀,减少空跑和提刀动作,保证顺畅切削;封闭区域则需优先考虑下刀点的安全性和排屑,多采用螺旋或R角进刀,避免直接插刀,确保刀具和工件不受冲击。
Q2: 在UG NX三轴编程中,如何规避刀具与工件的干涉?
A2: 规避干涉的关键在于前期设置。首先确保MCS和安全平面设置无误,其次通过精确的WORKPIECE几何体定义和夹具避让设置来限制刀具可达区域。最有效的方法是充分利用UG NX的仿真功能,提前模拟刀路,识别潜在过切和碰撞点,并及时调整刀具路径或策略。
Q3: 案例四的CNC2加工程序编写,主要难点和优化方向是什么?
A3: 案例四的难点在于复杂型腔和特征的精细化加工,尤其是残料的清除和表面光洁度的控制。优化方向集中在策略选择上,如利用角落圆弧、清根等专用刀路进行补刀,同时对进给率、转速等参数进行精细调整,并优化非切削移动,确保程序高效且安全。
温馨提醒
本站所有资源都是通过百度网盘下载,请自备百度网盘账号





暂无评论内容