🔥 实战痛点解析
走心机编程,新手常在G代码圆弧判断、极坐标复杂型腔上犯迷糊,稍有不慎就过切或者尺寸跑偏。更头疼的是,面对细长轴这类易振动变形的零件,如何高效分段车削并保证精度,以及如何实现自定义的断刀检测功能来避免批量废品,这些都是实战中让很多师傅卡壳的真难题。
📚 教程核心价值
硬核要点:本教程系统攻克走心机宏程序编程,从G代码圆弧判断到极坐标异形加工,层层递进。尤其针对无断刀检测的自定义M代码实现,以及细长轴分段车削宏程序,提供了行业领先的解决方案,大幅提升走心机加工效率和工艺可靠性,有效解决复杂零件的加工难题。
| 教程深度:高级实战 |
软件环境:走心机数控系统 |
| 资源容量:3.81 GB |
适合人群:数控车工、编程学徒、走心机操作员 |
| ⚠️ 排坑避雷:很多新手盲目套用参数,尤其是钻头加工,一旦转速进给不匹配,轻则断刀,重则工件报废,务必吃透宏程序逻辑。 |
📋 完整实录目录
📋 完整教学大纲 (共 78 节)
温馨提示:框内可上下滑动查阅全部目录
| 01. 8:G2圆弧判断及用法.mp4 |
| 02. G1钻孔宏程序变量讲解(可二次开发自定义G码) |
| 03. G12.1极坐标4方带r角加工方法 |
| 04. G12.1极坐标4方加工方法 |
| 05. G12.1极坐标6方带G41半径补偿 |
| 06. G12.1极坐标6方加工方法 |
| 07. G12.1极坐标单刀加工程序详细讲解 |
| 08. G12.1极坐标宏程序分层加工讲解(完整) |
| 09. G12.1极坐标手工编程-赋值运算 |
| 10. G12.1极坐标一字槽加工方法 |
| 11. G32代码指令的讲解 |
| 12. G70-G71-G72-G73循环加工指令合集 |
| 13. G71-G70编程指令讲解.mp4 |
| 14. G71内孔编程指令.mp4 |
| 15. G72指令编程讲解 |
| 16. G73编程指令讲解 |
| 17. G74-G75复合指令讲解 |
| 18. G76代码详细讲解以及锥度螺纹-内螺纹加工方法 |
| 19. G90代码以及钻孔攻牙分度代码指令讲解 |
| 20. G92代码螺纹加工指令 |
| 21. G代码G01-G02-G04指令讲解 |
| 22. G代码工作平面-G41刀尖半径-G50代码详细讲解及注意事项 |
| 23. M98子程序调用外部坐标系用法 |
| 24. M代码讲解 |
| 25. 巴黎铁塔ESPRIT,加工过程. |
| 26. 巴黎铁塔ESPRIT编程过程 |
| 27. 侧面孔与端面钻孔加工细节、编程注意事项讲解 |
| 28. 刀具转速计算以及刀具详解 |
| 29. 刀片盒子信息介绍 |
| 30. 电脑编程小蛮腰圆弧网纹加工讲解. |
| 31. 根据刀片盒子信息计算转速S |
| 32. 机械图纸的分析与常用检具应用 |
| 33. 夹头型号的介绍与防止产品夹伤、断屑技巧 |
| 34. 津上机程序头模板讲解 |
| 35. 津上机铣螺纹的加工方法 |
| 36. 料机应用讲解 |
| 37. 螺旋铣整圆侧孔与端孔加工方法 |
| 38. 浅谈车网纹G92-G32宏程序与二次开发G代码编程 |
| 39. 如何读懂刀杆与刀片型号 |
| 40. 手工编程-G51.2多边形加工指令 |
| 41. 手工编程宏程序键槽分层加工方法 |
| 42. 手工编程键槽加工 |
| 43. 手工编程螺旋铣孔铣牙 |
| 44. 手工编程-螺旋铣圆技巧 |
| 45. 手工编程铣平面加工技巧 |
| 46. 手工编程-铣牙技巧 |
| 47. 手工编程-综合加工案例A |
| 48. 手工编程-综合加工案例B |
| 49. 手工编程-综合加工案例C |
| 50. 斯达极坐标宏程序讲解 |
| 51. 斯达铣平面-宏程序讲解 |
| 52. 斯达主备轴动力头攻牙 |
| 53. 斯达主备轴攻牙模板 |
| 54. 斯达主备轴同时钻孔加工 |
| 55. 斯大走心机程序头和程序尾 |
| 56. 斯沃仿真的使用方法 |
| 57. 四分之一圆及整圆手工编程(可二次开发自定义G码) |
| 58. 铣刀与钻头的分类 |
| 59. 一节课秒懂G07.1圆柱插补指令 |
| 60. 主备轴S1-S2轴同步铣讲解(有电脑编程) |
| 61. 主备轴Z1-Z2轴同步旋转车削讲解(有电脑编程) |
| 62. 走心机编程上机要求,选择合适机型,制定工艺路线 |
| 63. 走心机程序头与程序尾详细讲解 |
| 64. 走心机导套模式与无导套模式的区别 |
| 65. 走心机的刀具认识理解 |
| 66. 走心机的基本构造及加工原理-介绍配置 |
| 67. 走心机二次开夹、拉料讲解(有电脑编程) |
| 68. 走心机滚齿编程及参数修改注意事项 |
| 69. 走心机内部结构以及加工原理讲解 |
| 70. 走心机全自动送料机操作与参数设置方法.mp4 |
| 71. 走心机手工编程综合加工案例 |
| 72. 走心机手工编程综合加工案例 |
| 73. 走心机双通道三通道互相等待代码讲解及注意事项 |
| 74. 走心机吐料、接料程序讲解 |
| 75. 走心机无断刀检测,如何自定义M代码实现断刀检测功能 |
| 76. 走心机细长轴分段车削、分段车牙宏程序编程变量讲解 |
| 77. 走心机异形产品相位对接调整讲解 |
| 78. 钻头加工参数如何设置 |
— 目录到底啦,共计 78 个文件 —
📺 实机操作画面预览

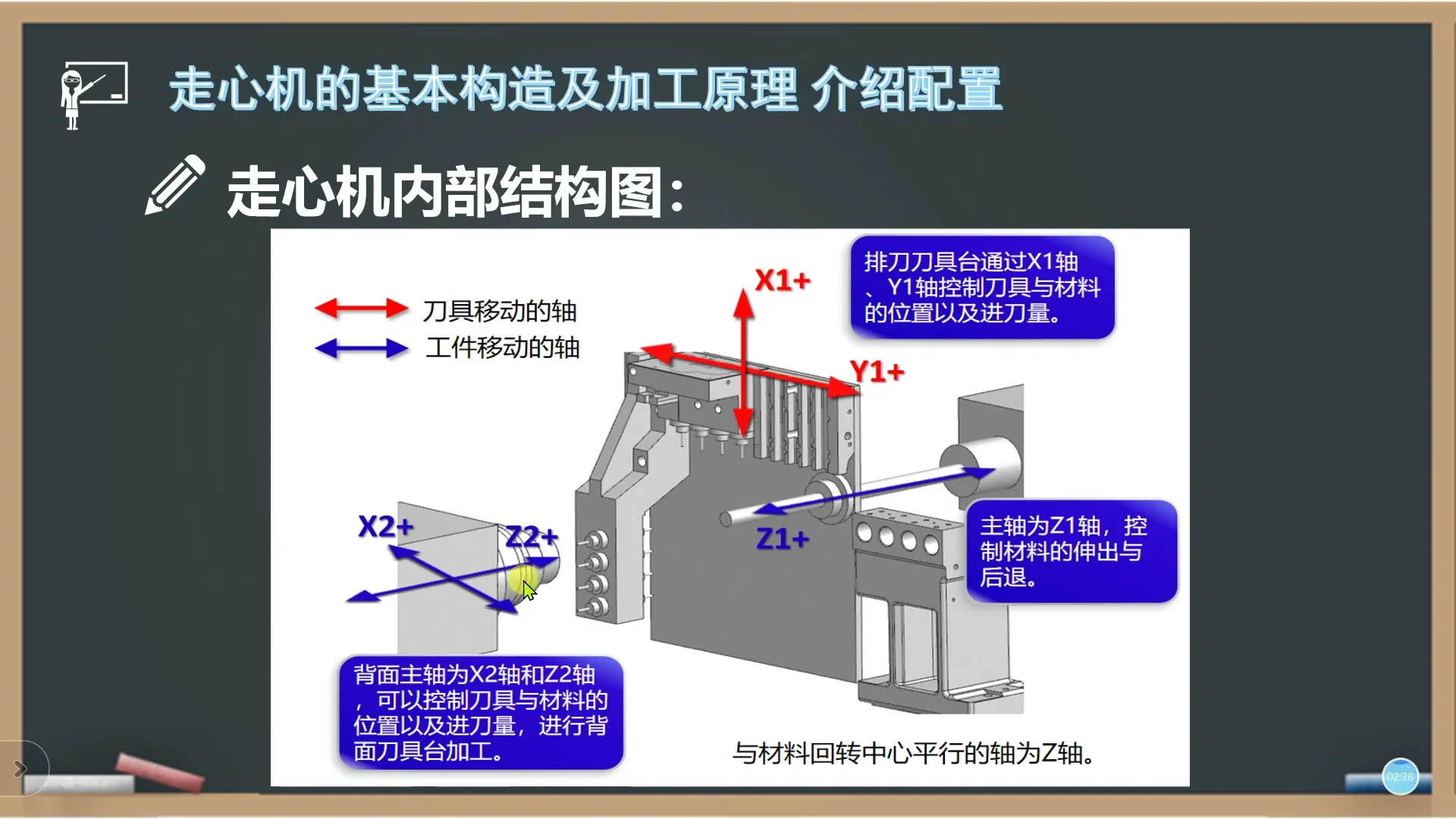
📸 截图选自: 走心机的基本构造及加工原理-介绍配置
📸 截图选自: 走心机导套模式与无导套模式的区别
📸 截图选自: 走心机内部结构以及加工原理讲解
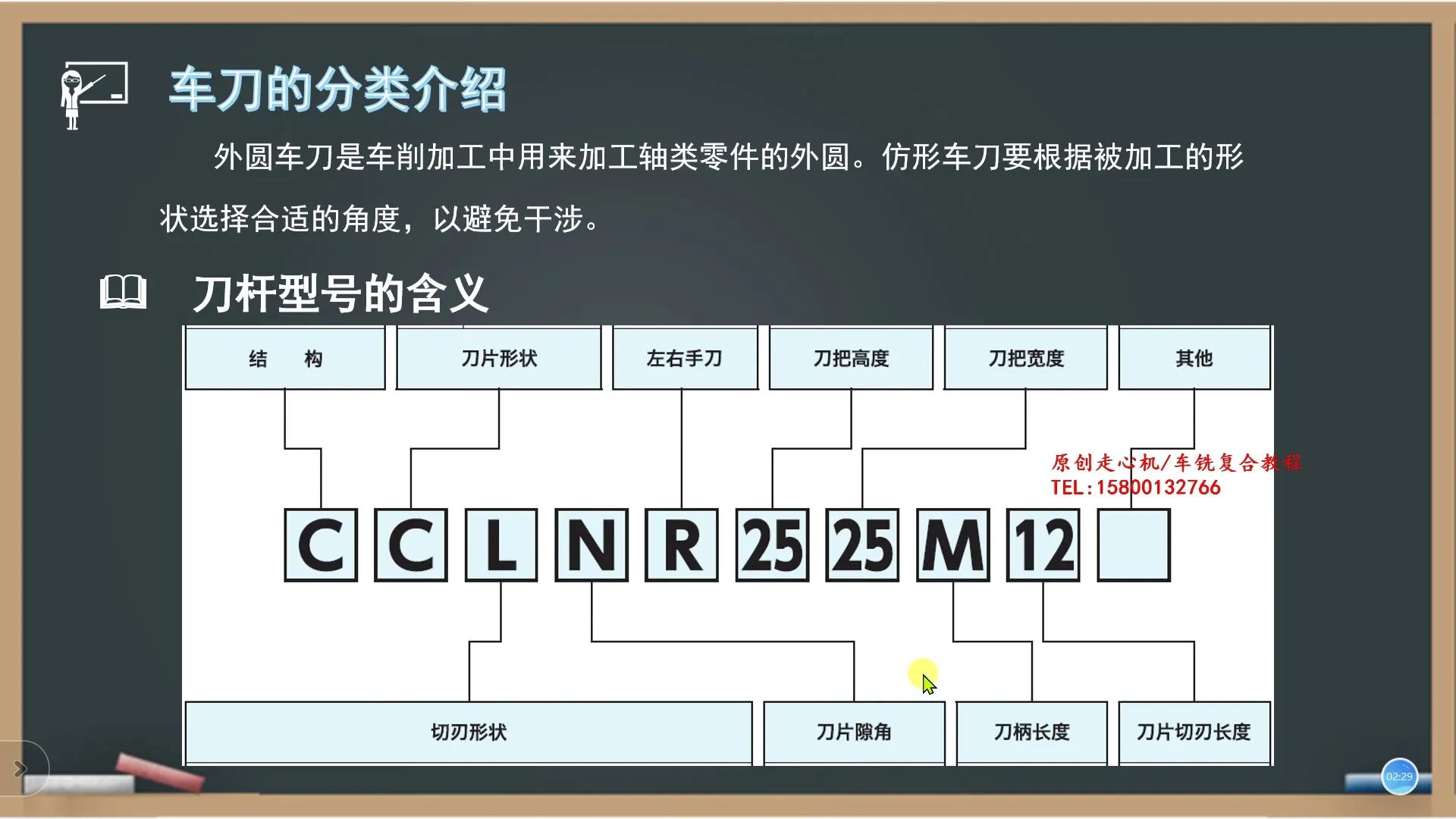
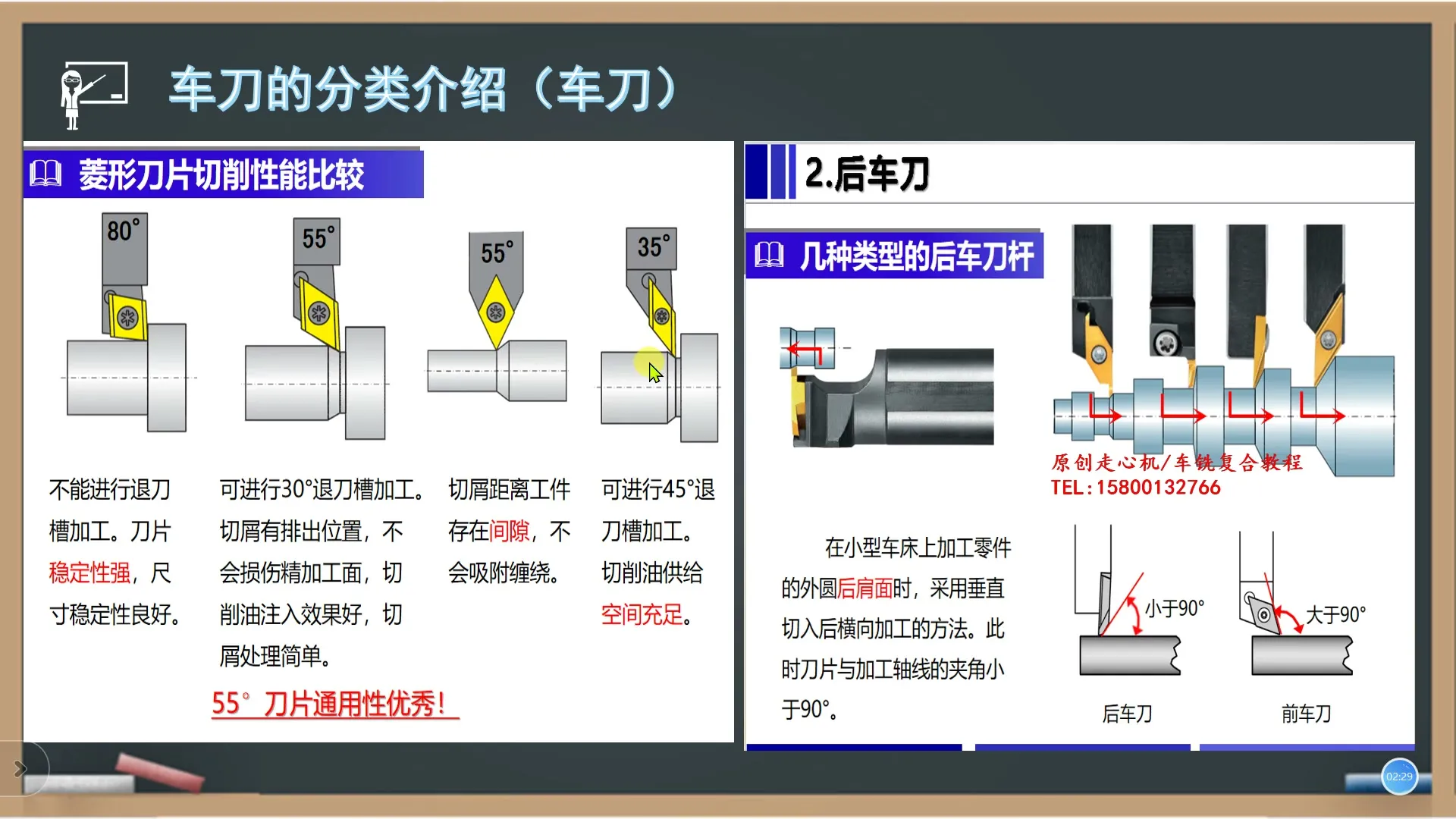
📸 截图选自: 如何读懂刀杆与刀片型号
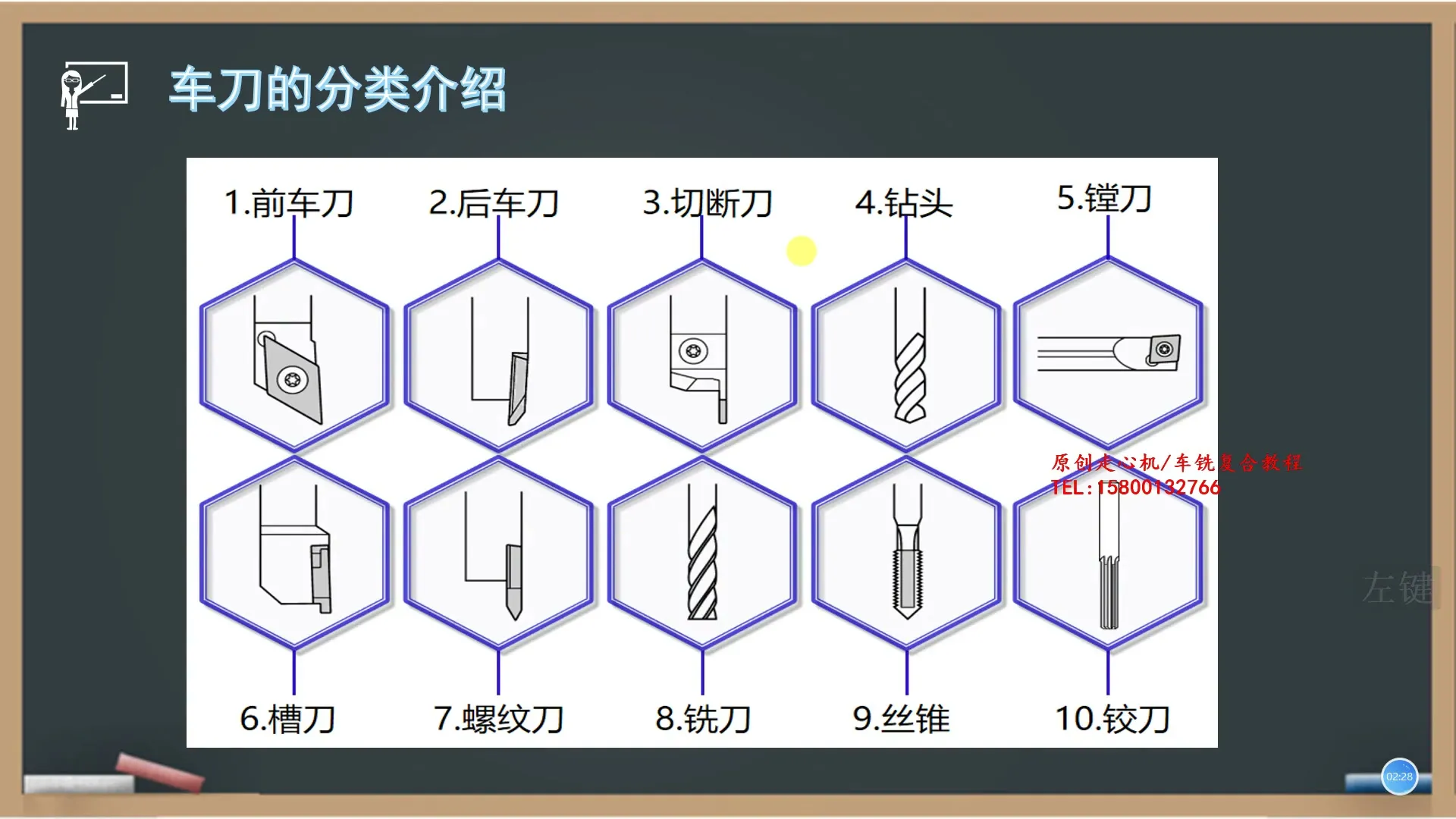
📸 截图选自: 走心机的刀具认识理解
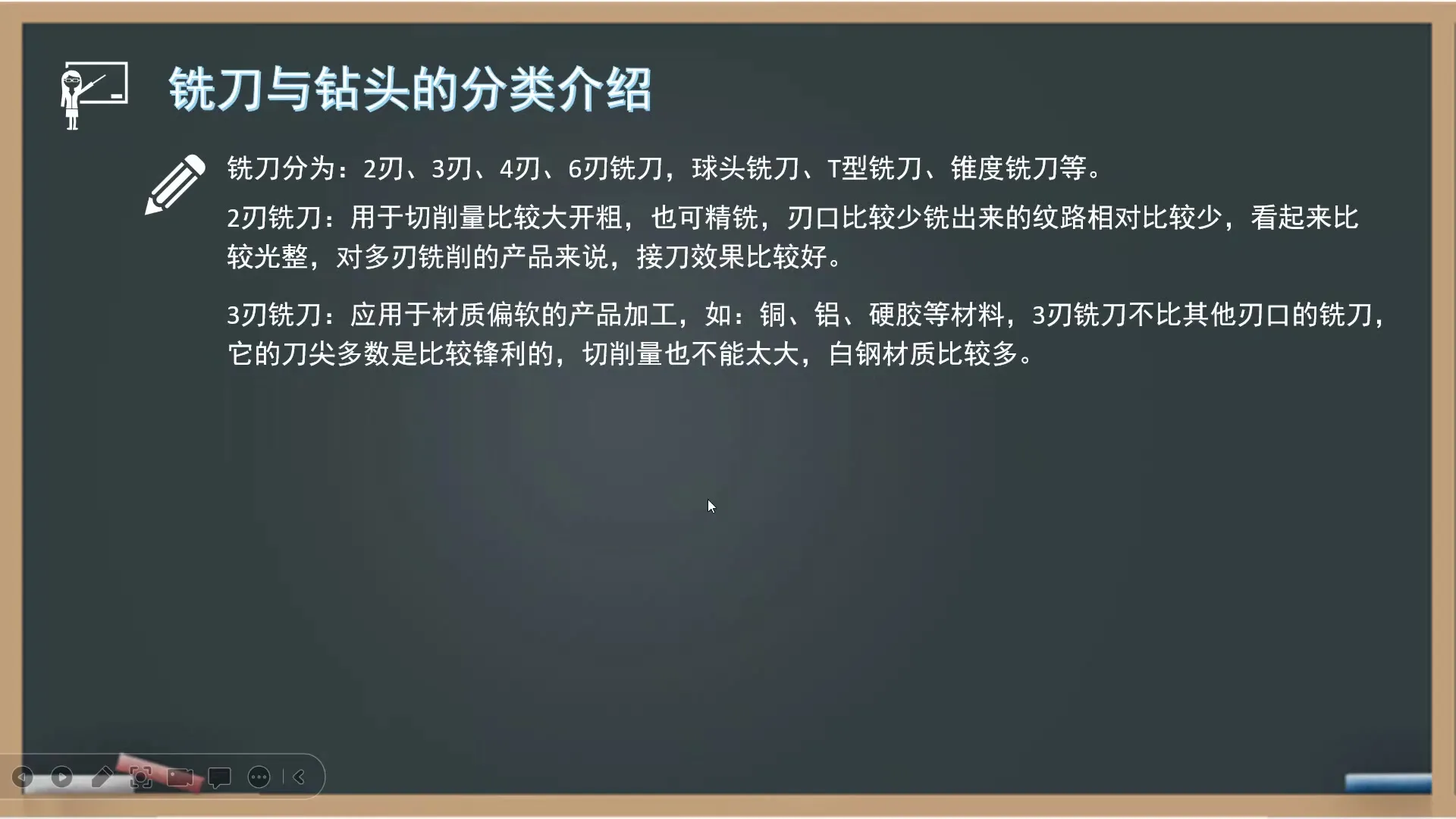
📸 截图选自: 铣刀与钻头的分类
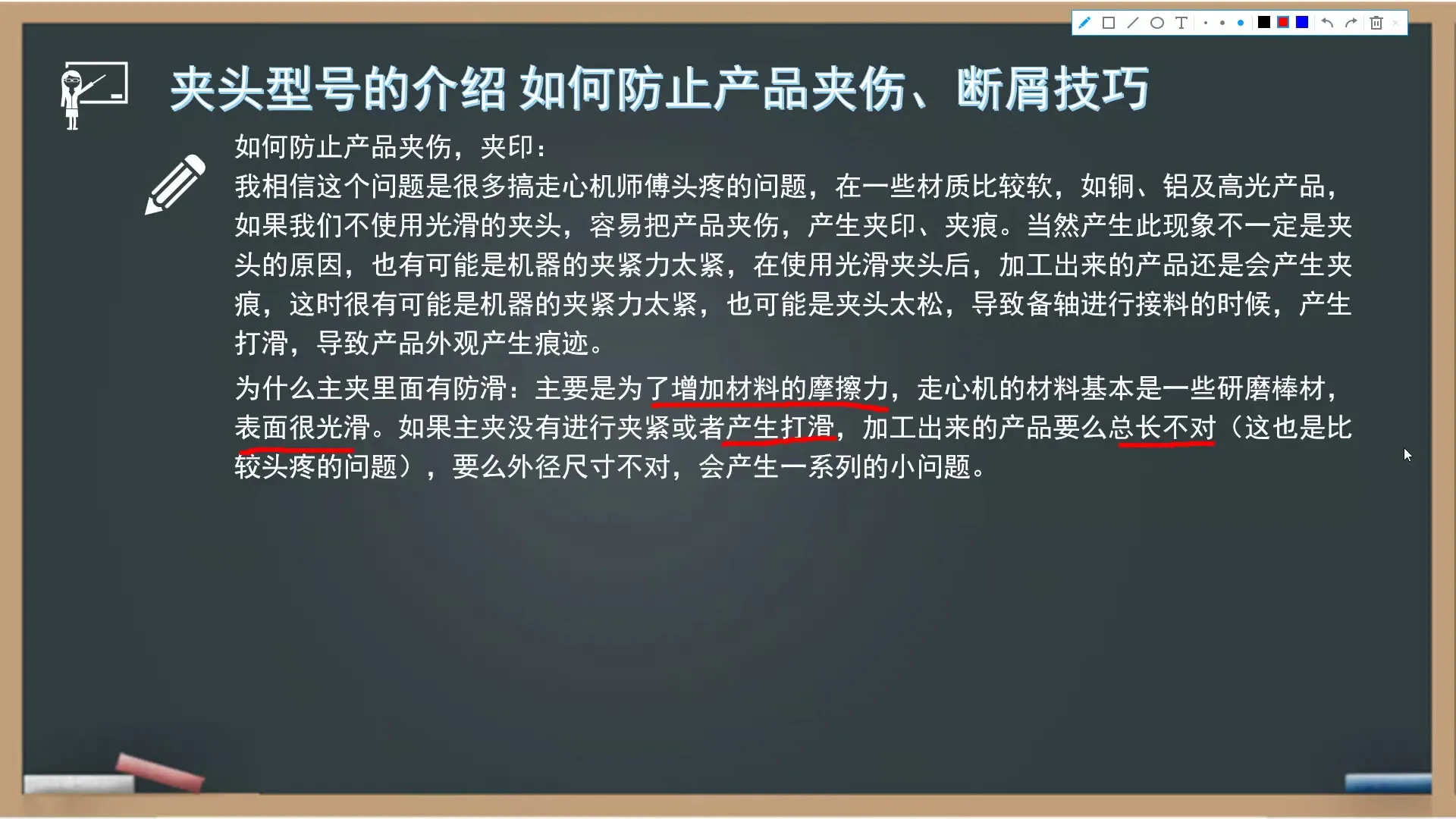
📸 截图选自: 夹头型号的介绍与防止产品夹伤、断屑技巧
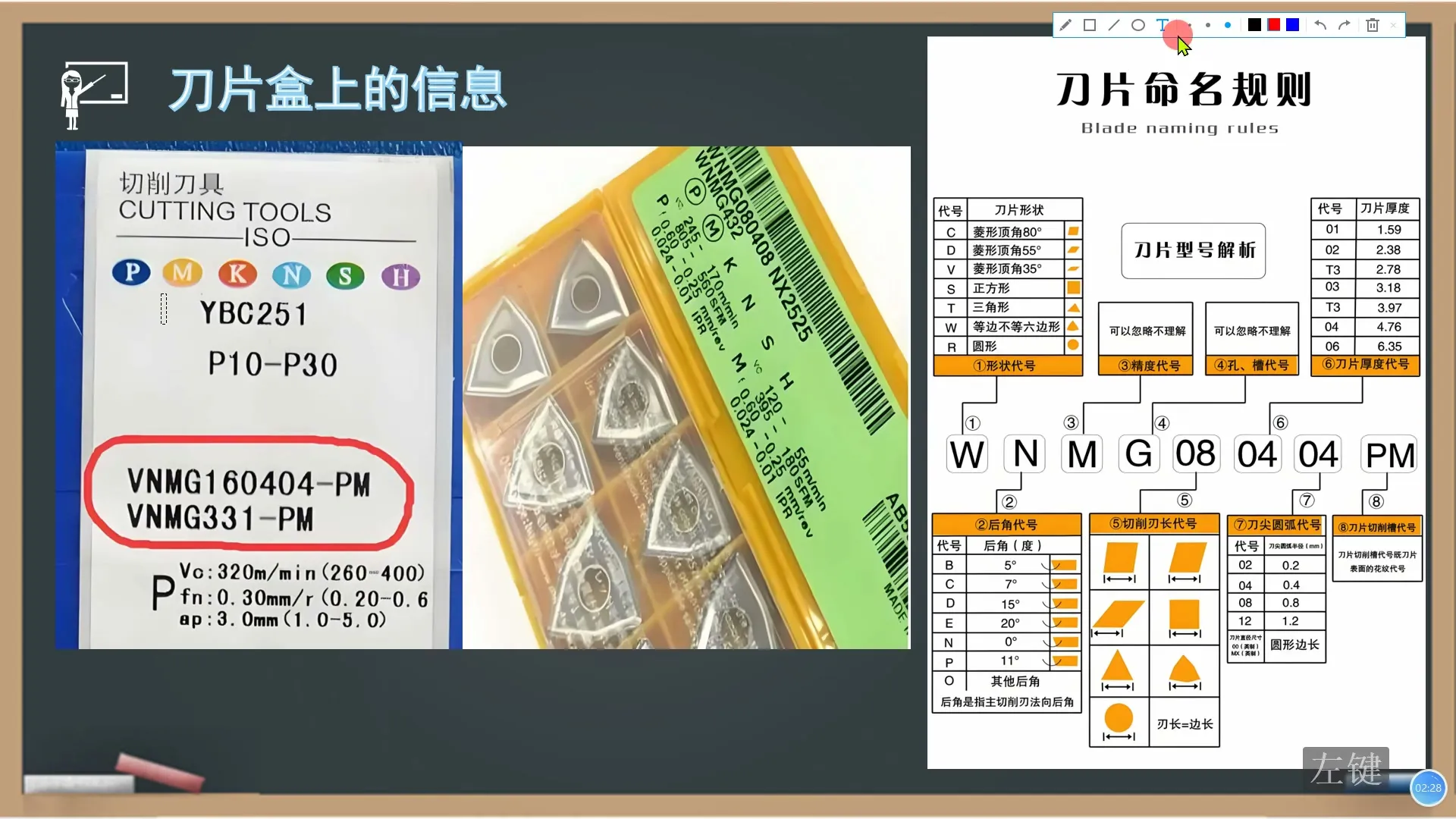
📸 截图选自: 刀片盒子信息介绍
📸 截图选自: 刀具转速计算以及刀具详解
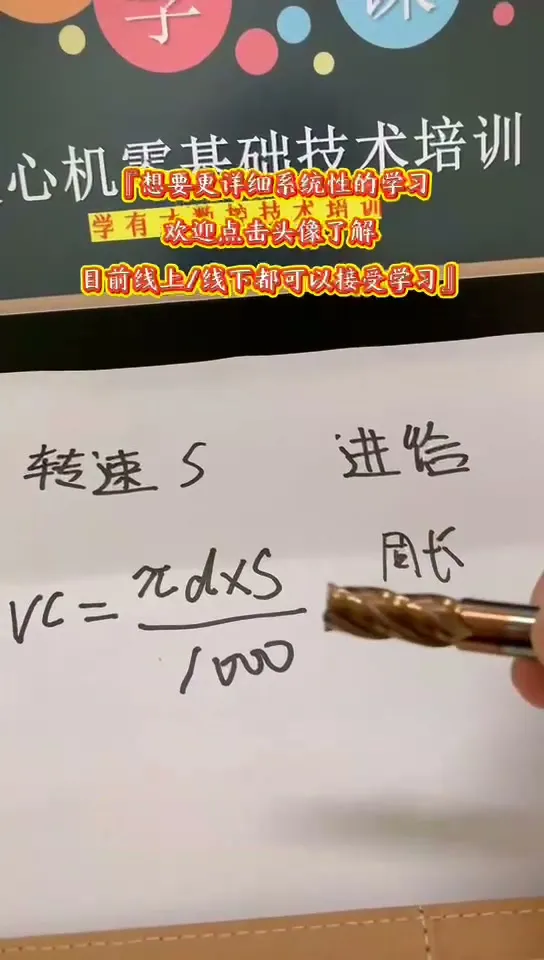
📸 截图选自: 根据刀片盒子信息计算转速S
🛠️ 核心干货提炼
G代码宏程序深度解密
G代码的灵活运用是走心机高效加工的关键。本教程深入讲解圆弧判断、钻孔宏程序变量,甚至支持二次开发自定义G码,让你的程序更智能、更通用,彻底摆脱死板编程。
极坐标加工精度突破
复杂异形零件的极坐标编程是难点中的难点。从4方、6方带R角到单刀、分层加工,教程提供一套完整的极坐标解决方案,彻底解决走心机异形件的编程痛点,实现高精度加工。
走心机工艺安全与效率优化
加工细长轴最怕振纹和断刀。通过分段车削宏程序、自定义M代码断刀检测,以及吐料接料程序优化,全面提升加工安全性和生产效率,大幅降低废品率,让生产更稳健。
💡 学习者 FAQ 解答
Q1: 走心机极坐标编程有哪些常见误区,如何避免过切?
A1: 极坐标编程,尤其在R角过渡处,常因G41/G42半径补偿使用不当或刀具半径设置错误导致过切。关键在于理解坐标系转换原理,并利用宏程序进行轨迹预判与修正,确保刀尖轨迹精准,避免碰撞。
Q2: 面对细长轴加工,如何通过编程手段有效抑制振动和保证精度?
A2: 细长轴加工振动是通病,分段车削宏程序是核心解决思路。通过控制每段的吃刀量、进给和转速,配合合理的支撑方式,能有效分散切削力,从而稳定加工过程,提升表面质量和尺寸精度。
Q3: 如何在走心机上实现自定义的断刀检测功能,提高自动化水平?
A3: 利用数控系统提供的自定义M代码功能,结合机床的IO接口或外部传感器,可以编写宏程序在特定加工阶段进行刀具状态检测。一旦发现断刀,立即触发报警或执行预设的换刀路径,最大限度减少损失和停机时间。
温馨提醒
本站所有资源都是通过百度网盘下载,请自备百度网盘账号









暂无评论内容