
HyperMILL 2018后处理:四五轴实战精要
在多轴加工的实际操作中,大家最头疼的莫过于后处理文件的调试。尤其是咱们用 HyperMILL 2018进行四轴五轴后处理时,哪怕刀路编得再完美,后处理环节出了岔子,出来的G代码还是跑不了机床。我当初刚接触这块,吃了不少亏,发现很多设置不是看手册就能完全明白的,得结合实际机床参数来调。
四轴后处理的关键点与陷阱
搞四轴后处理,首先得理清机床的运动学结构。咱们经常碰到的是工作台绕X轴或Y轴旋转(A轴或B轴),刀具主轴固定。最常见的坑就是角度的定义和轴向的联动。我建议大家在配置后处理时,一定要对照机床手册,确认旋转轴的正负方向以及零点位置。很多时候,程序跑出来莫名其妙的过切,一查才发现是后处理文件里,比如C轴的初始角度或者旋转方向跟机床实际相反了。
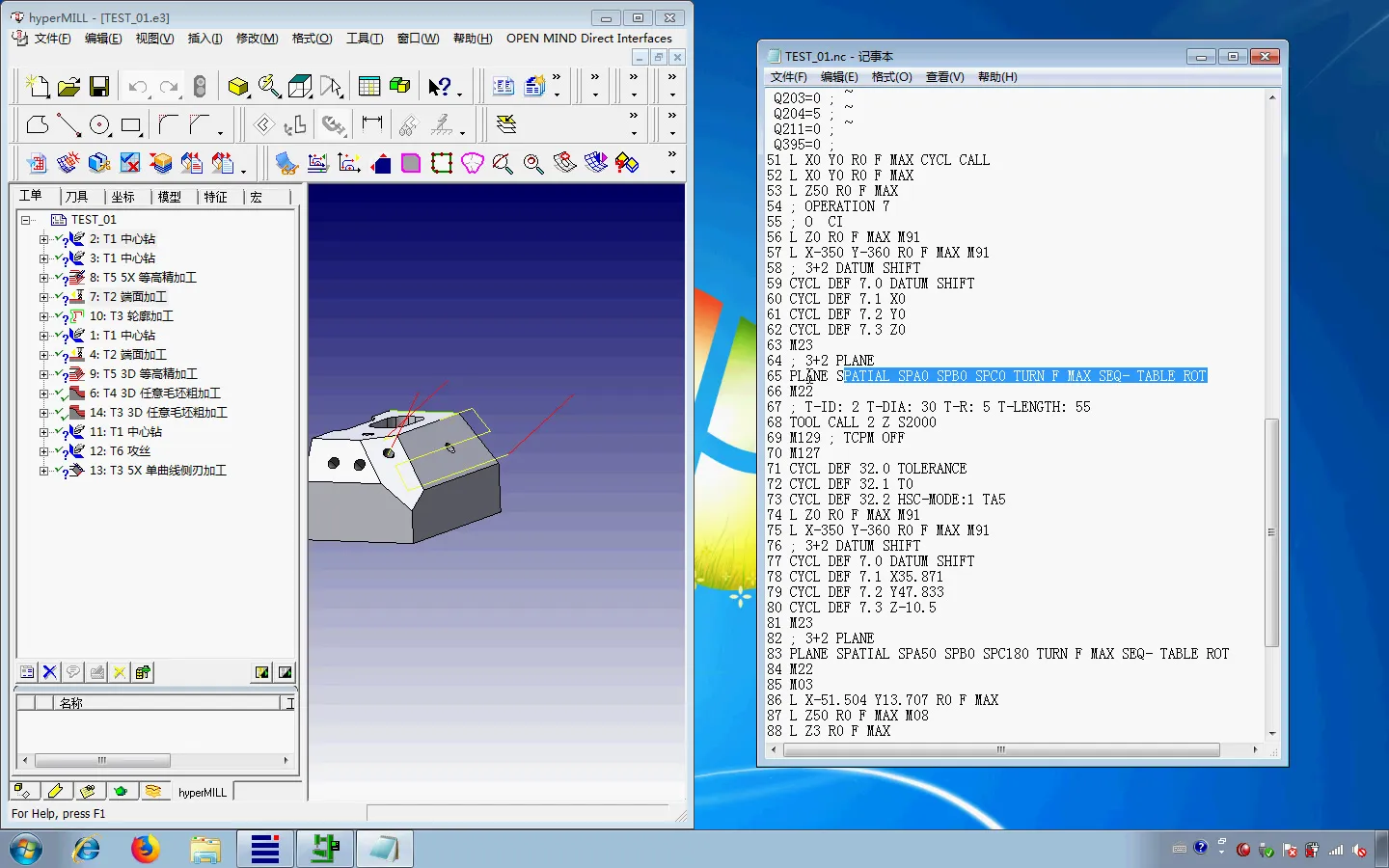
另一个核心是坐标系匹配。HyperMILL里生成的刀路,最终要通过后处理转换为机床能识别的G代码。如果机床的坐标系定义(比如G68/G69旋转指令的使用方式)与后处理的输出逻辑不一致,就会导致加工位置偏差。我个人的经验是,先用一个简单的方块或者圆柱体进行四轴加工测试,生成G代码后,在机床仿真软件里跑一遍,对比G代码和实际加工效果,这样能更快地定位问题。
五轴联动后处理的进阶技巧
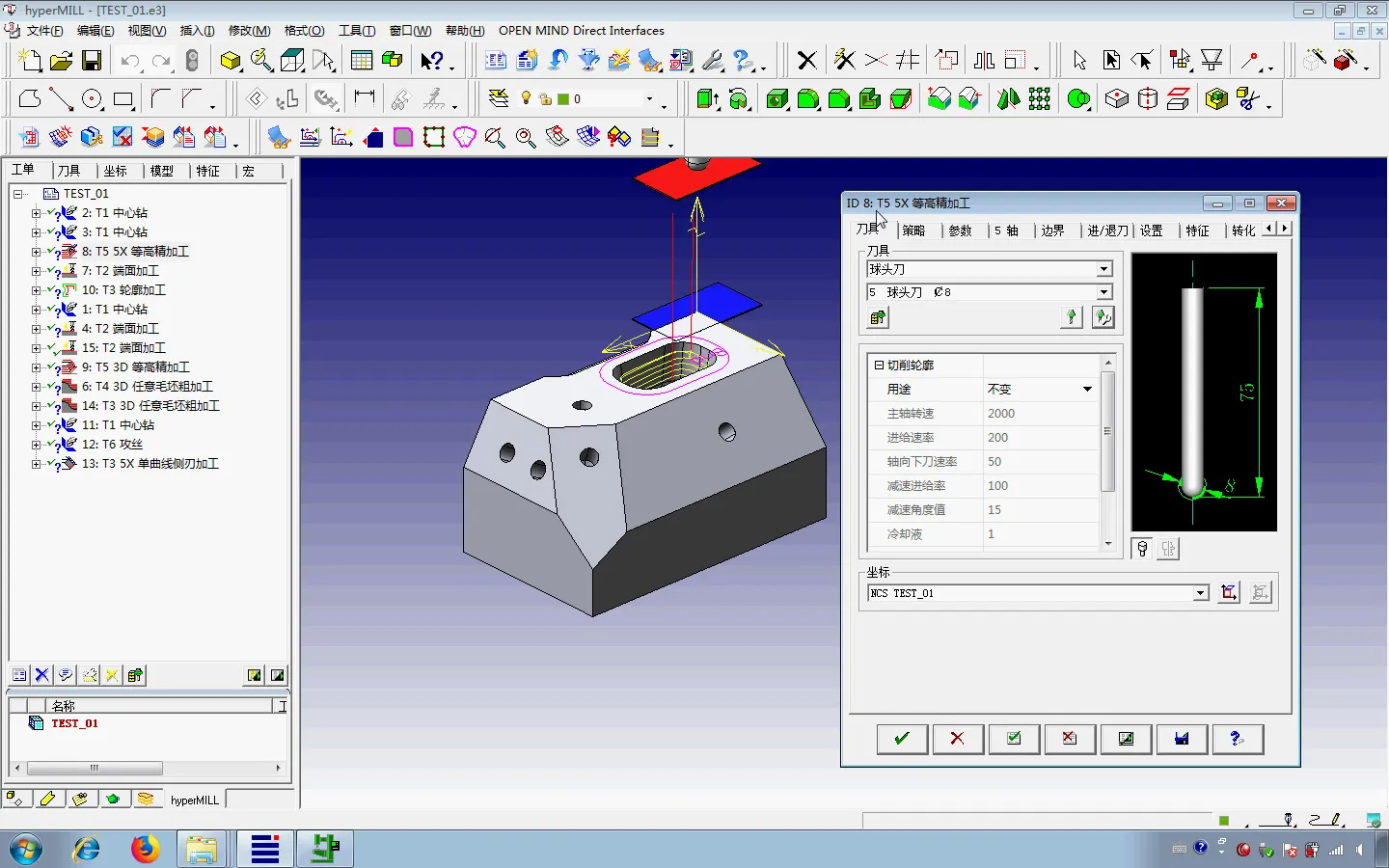
五轴加工的后处理难度直线上升,它不仅涉及旋转轴,还有RTCP(刀尖点跟随)功能。我当初在这块卡得最久。五轴的零点偏移和旋转中心设定是重中之重。每一个多轴机床都有其独特的几何结构和旋转中心数据,这些数据必须精确无误地输入到HyperMILL的后处理配置中。如果RTCP的旋转中心定义错了,即使G代码显示刀尖点轨迹正确,实际加工时,刀具中心点可能就偏了,直接导致干涉或吃刀量不均。咱们在配置时,务必反复核对这些几何参数,差之毫厘,谬以千里。
后处理宏指令的优化也是提升效率的关键。很多机床有自己独特的换刀指令、冷却液控制或者特殊辅助功能。HyperMILL的后处理允许咱们自定义宏来调用这些功能。我发现通过编写特定的宏,能让生成的G代码更加精简和智能化,减少手动修改的麻烦。举个例子,咱们可以编写一个宏,在换刀后自动执行一个安全高度抬刀并检查机床状态的程序段,提高安全性。
避免过切与碰撞,除了刀路本身的安全策略,后处理层面也能做文章。咱们可以通过后处理设置,强制在特定区域或特定动作前插入安全平面的抬刀指令,或者定义干涉区域的报警阈值。这样即便刀路在某些极端情况下存在潜在风险,后处理也能在输出G代码时提供一层额外的安全保障。CNC自学网上有很多关于高级后处理设置的教程,我当初也是跟着那些教程一点点摸索过来的,很有用。
最后,无论是四轴还是五轴,后处理都不是一劳永逸的。它是一个不断测试、反馈、优化的过程。咱们需要有耐心,也需要多交流经验,才能真正掌握好它。
本文技术要点源自:《hypermill 2018四轴五轴后处理》原文完整版,建议收藏研究。
💡 学习者 FAQ 解答
Q1: HyperMILL后处理生成NC程序后,机床提示“PPU_ERR_003: Post-processor file not found”或类似的“文件加载失败”错误,应该如何排查?
A1: 遇到“后处理文件未找到”的错误,首先检查后处理文件的完整性及其在HyperMILL安装路径下的`Postprocessor`或`Config`文件夹中是否存在。确认文件后缀名是否正确(通常是`.pst`或`.hml`)。其次,核对所选的后处理配置文件与机床型号是否匹配,有时选择了一个不兼容的后处理也会导致加载失败。最后,检查HyperMILL的版本与后处理文件版本是否兼容,过旧或过新的后处理文件可能无法被当前软件识别。
Q2: 在HyperMILL 2018进行五轴加工后处理时,生成G代码中的RTCP指令(如FANUC系统的G43.4/G43.5)无法正常启用,导致刀具中心点不跟随,应检查哪些配置?
A2: RTCP指令失效通常与后处理文件中的机床运动学参数和RTCP相关宏定义有关。首先,确认后处理文件中已正确定义了机床的旋转轴类型、旋转中心点坐标以及刀具长度补偿的参考点。对于FANUC系统,需要核查后处理是否正确输出了G43.4/G43.5指令,并且这些指令的格式是否符合机床控制器要求。有时,是由于后处理在输出G代码时,RTCP激活条件(如特定刀具补偿模式)未被满足,导致指令缺失或错误。务必检查后处理配置中RTCP的激活参数与机床实际参数的匹配情况。
Q3: HyperMILL后处理过程中,如果需要调用自定义的宏程序(例如在M06换刀后执行一段清屑程序),但G代码中却未出现宏调用,或者宏程序路径不匹配,该如何解决?
A3: 宏程序调用失败,通常是后处理文件中的宏定义与实际机床宏程序存储路径或命名不一致。首先,检查后处理文件中自定义宏程序的调用指令是否正确,例如M代码或G代码后面的参数是否与机床宏程序名匹配。其次,确认机床控制器中自定义宏程序的编号和存储路径是否与后处理输出的调用指令一致。有时,后处理文件需要显式地定义宏程序的存放目录,而机床实际路径不同。建议在后处理中定义宏程序时,尽量使用绝对路径或者机床默认的宏程序调用方式,并进行小段代码测试,验证宏程序能否被正确识别和执行。







暂无评论内容