
UG 12.0 N95口罩齿模刀模编程:攻克复杂曲面加工难题
N95口罩齿模刀模的复杂曲面加工,一直是咱们编程的难点,尤其是在UG 12.0这样的高级CAM软件中,如何吃透其中的精髓,避免常见的加工缺陷,是每个编程师傅都得面对的问题。我记得刚开始接触这种异形模具时,光是几何体的准备和刀路策略的选择就让我头疼不已。咱们今天就聊聊,怎么用UG 12.0高效、精准地搞定N95口罩齿模的刀模编程。
UG 12.0 CAM环境:几何体与毛坯的精细化处理
很多兄弟拿到模型就直接往CAM里丢,这是大忌。我建议,拿到N95口罩齿模的三维模型后,首先要做的不是急着生成刀路,而是彻底检查几何体的完整性和质量。UG 12.0的同步建模功能非常强大,利用它去修复一些面片破损、缝隙过大的问题,能省去后面刀路计算的无数麻烦。
其次是毛坯的设定。别小看这一步,毛坯设定不准,轻则空刀,重则撞刀。对于N95齿模这种带有齿形结构的,咱们得根据实际的铸件或锻件余量,精确定义毛坯,最好是用边界体或者最小外形包络体,并留出足够的安全距离。我发现,在UG 12.0里,合理利用“部件”和“毛坯”之间的关系,可以更清晰地规划粗加工策略。
曲面分析与特征识别的诀窍
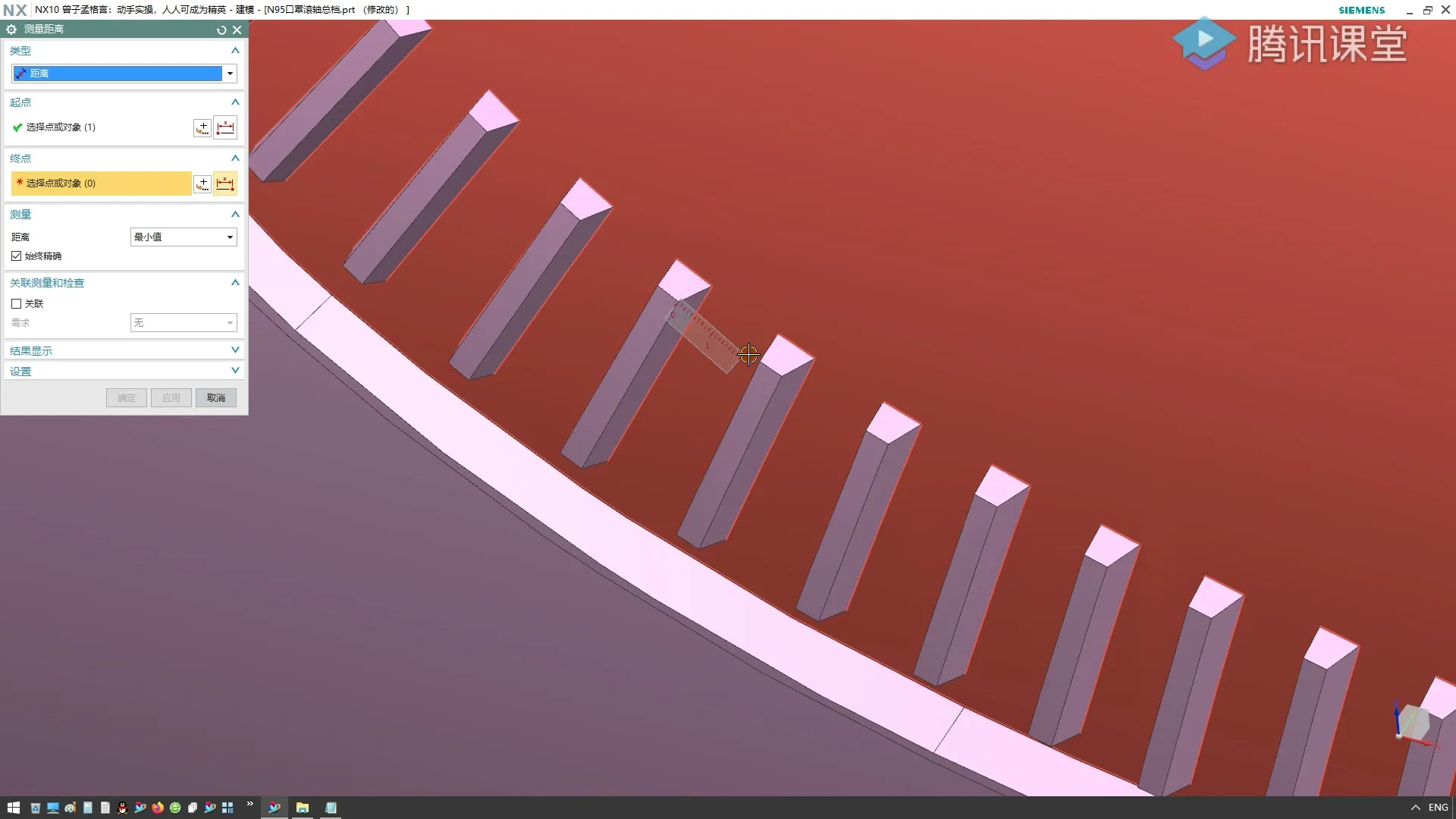
N95口罩齿模的特点就是曲面多,自由曲面复杂。在编程前,我通常会利用UG 12.0的曲面分析工具,如“曲率分析”、“拔模角度分析”,来识别出陡峭面、平坦面和倒扣区。这不仅能帮助我们选择合适的刀具,更是规划刀路走向、避免过切和残料的关键。例如,对于那些曲率变化剧烈的区域,我通常会考虑用小直径球刀进行清根或局部精加工,并且严格控制步距。
刀具路径策略:从粗加工到精加工的迭代优化
搞定几何体和毛坯,下一步就是刀路了。N95口罩齿模的加工,绝不是一种刀路走天下。
粗加工:高效去除余量
我通常选择“型腔铣”或“区域铣”,配合大直径平底刀或牛鼻刀,快速去除大部分余量。UG 12.0的“自适应铣削”功能在这方面表现出色,它能根据余量动态调整切削路径,保证恒定的吃刀量,极大延长刀具寿命,同时效率也高。记住,粗加工要给精加工留足均匀的余量,这是确保最终表面质量的基础。
半精加工:承上启下的关键
这一步是承上启下的关键。我常用“等高线铣”或“Z级铣”来处理斜面和曲面,配合合适的R角刀具,均匀去除粗加工后的台阶纹。UG 12.0的“残料铣削”功能此时就派上用场了,它可以自动识别并只加工粗加工未去除的区域,效率很高。当然,更深入的刀路优化和进阶技巧,推荐大家去UG 12.0 N95口罩齿模刀模编程的专业教程里学习,会有更详细的案例分析。
精加工:精度与光洁度的保障
这是决定N95齿模最终精度和光洁度的环节。对于齿模的型腔曲面,我常用的策略是“固定轴曲面轮廓铣”,选择球头刀或锥度球头刀。UG 12.0提供了多种驱动方法,比如“平行线”、“沿曲线”、“径向”等,咱们得根据齿模的具体形状和要求,灵活选择。比如,对于曲率变化平缓的区域,平行线驱动效果不错;而对于陡峭区域,等高线或沿曲线驱动可能更合适。我发现,精加工时,步距和进给量的设置尤其关键,宁可慢一点,也要保证切削的稳定性。此外,我们还得考虑一些特殊区域的清角和倒角,UG 12.0的“清角铣削”和“倒角铣削”功能,能帮助我们更精细地处理这些细节,避免手工研磨。
后处理与验证:保障加工万无一失
刀路生成完,不是直接出G代码。UG 12.0的刀路仿真功能是咱们避免撞刀、过切的利器。一定要进行全面的实体切削仿真,检查是否有干涉,是否有残料,加工余量是否均匀。我建议,仿真时多从不同角度观察,放大细节,确保万无一失。
最后就是后处理,生成机床可以识别的G代码。UG的后处理器定制能力很强,但对于标准机床,通常自带的后处理器就够用。如果遇到特殊指令或机床报警,那通常是后处理器的问题,需要调整。CNC自学网有很多关于后处理器定制的教程,有兴趣的兄弟可以去看看。
总而言之,UG 12.0在N95口罩齿模刀模编程中的应用,考验的是编程人员对软件功能的熟练掌握和对加工工艺的深刻理解。每一步的选择都至关重要,只有不断实践、总结,才能编出高质量的刀路。
💡 学习者 FAQ 解答
Q1: 关于UG后处理输出G代码,机床运行时出现“G41/G42非法使用”或“刀具半径补偿错误041”报警,通常是什么原因?
A1: 这报警常见得很。通常是后处理器在输出G41/G42时,没有正确识别刀具在内角或外角的变化,或者没有在适当的位置插入G40取消补偿指令。新手常犯的错误是,在G41/G42激活的状态下,程序段没有足够的有效路径用于补偿计算,比如紧接着就是一个圆弧或一个非常短的直线段。我的经验是,检查后处理参数,确保G41/G42在刀具进入切削前激活,并在退出切削区域时用G40取消,尤其是在切换刀具或完成切削路径后。另外,检查UG刀路本身是否有急转弯,可能导致后处理输出的半径补偿路径出现问题。
Q2: 在N95齿模型腔精加工中,我发现刀路在某些陡峭区域会出现过切或者残料严重,UG里有什么高效的优化策略吗?
A2: 遇到陡峭区域的过切或残料,通常是刀具选择、步距设置和刀路策略不匹配导致的。对于陡峭区域,我建议优先使用小直径的球头刀或锥度球头刀。在UG 12.0中,可以尝试结合使用“固定轴曲面轮廓铣”配合“等高线驱动”或“沿曲线驱动”,并减小Z轴步距(尤其是陡峭区域的步距),来获得更好的表面质量。同时,启用“角落平滑”功能,可以减少刀具路径的尖锐变化,避免过切。如果残料严重,可能需要增加一个专门针对残料的“清根”或“残料铣削”操作,用更小的刀具进行二次精加工。切记,精加工的切削参数要保守,确保刀具与工件的接触稳定,避免颤振。
Q3: 咱们用UG 12.0对N95口罩齿模进行刀模编程时,如果遇到复杂薄壁结构,如何有效避免加工变形和提高表面光洁度?
A3: 薄壁结构是考验编程师傅功力的地方。避免变形是核心。我通常会采用“多层次、小切深、高速轻切”的策略。在UG里,可以设置“余量”时,对薄壁区域单独进行分层加工,每次切削深度控制在0.1-0.3mm之间,甚至更小。刀具选择上,优先选择刃长短、刚性好的刀具,配合高转速、低进给,减少切削力。同时,刀路方向要合理规划,尽量让切削力方向指向工件的实体部分,而非薄壁薄弱处。必要时,考虑添加辅助支撑结构,或者采用“对称加工”的策略,轮流加工薄壁两侧,以平衡切削应力。另外,充足的冷却液也是必不可少的,能有效带走切削热,减少热变形。












暂无评论内容