

Mastercam 2022后处理:从基础到精通的编程实践
Mastercam 2022在刀路生成上的精进,让咱们对加工效率和精度有了更高的期待。但再好的刀路,如果最终无法被机床理解并执行,那都是白搭。这就是后处理的价值所在。我发现很多兄弟在从CAM软件导出G代码时,经常会遇到各种兼容性问题,比如指令报错、机床无法识别特定功能,甚至是最常见的轴联动错乱。这些表面问题,根源往往都指向了后处理的配置不当。
剖析后处理核心要素
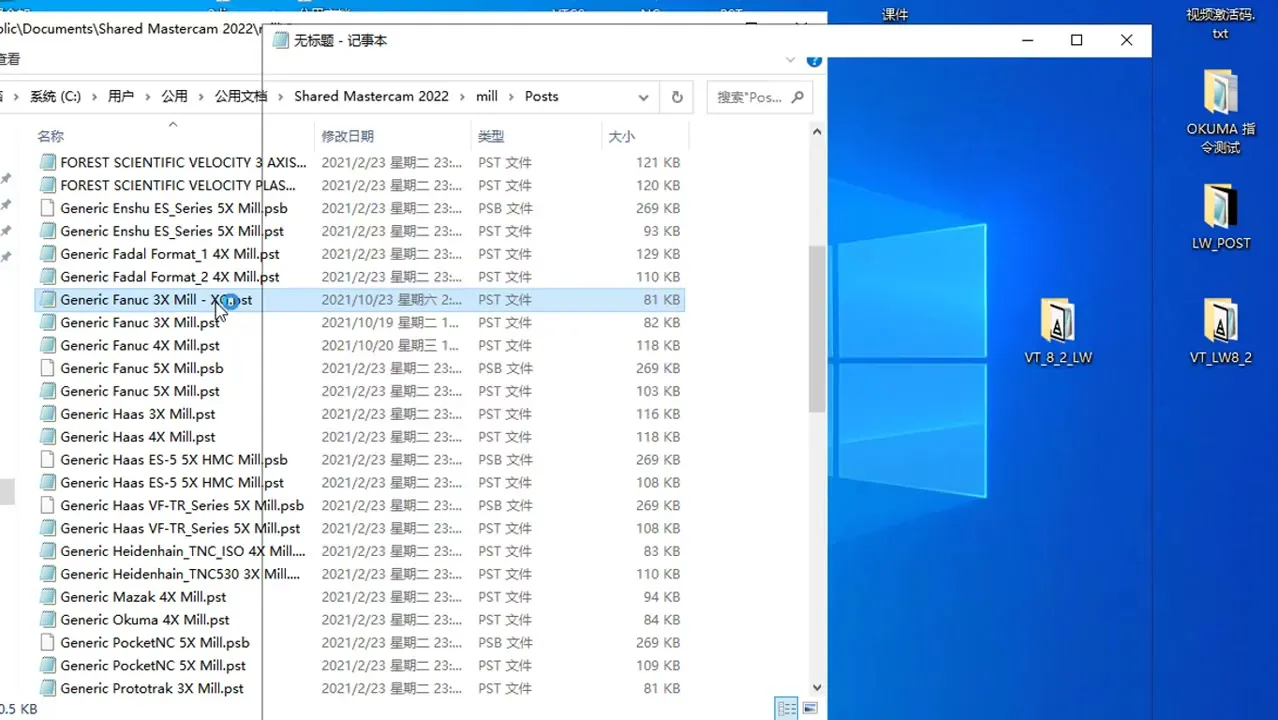
要驯服Mastercam的后处理,咱们首先得搞清楚几个关键点。后处理(.pst)文件可不是一团乱麻,它有它自己的逻辑。我通常把后处理看作是CAM与CNC控制器之间的“翻译官”。它最核心的作用,就是把软件内部的刀路计算结果,按照机床控制器(比如FANUC、Siemens、Heidenhain)能理解的G代码格式输出出来。这其中,变量的操控是重中之重。
G代码输出逻辑与变量操控
后处理的核心在于控制G代码的输出顺序和格式。比如,pbld、pcan这些函数,决定了G代码块的构建和取消。pbld负责将各种信息(如G指令、坐标值、进给速度)打包成一个输出行,而pcan则用于清除或重置某些状态。我建议刚接触后处理的兄弟,先从这些基础的输出变量入手,比如x_output、y_output、z_output等坐标变量的格式化。很多时候,G代码的精简与否,就看你对这些变量的控制有多熟练。例如,如何避免重复输出G90/G91,或者只在必要时输出G00/G01,这都需要对sgcode等状态变量有深入理解。
旋转轴的联动奥秘
对于多轴机床,尤其是5轴联动,旋转轴的输出是后处理的难点也是关键。很多兄弟会在这里犯迷糊。是采用绝对坐标输出(G90模式)还是增量坐标(G91模式)?旋转轴的零点归位、最短路径选择、以及轴限位的规避,都需要在后处理中进行精细的设置。我发现,理解机床的物理结构(是工作台/工作台式、还是主轴/工作台式),以及控制器如何处理旋转轴的矢量变换,对正确编写旋转轴输出至关重要。比如,有些机床需要输出带符号的零度,有些则只需要一个归零指令。
实战中的常见陷阱与优化策略
后处理的定制并非一蹴而就,它是一个不断试错和优化的过程。咱们在实际使用中,总会遇到各种稀奇古怪的问题。
刀具补偿与安全区设置
刀具半径补偿(G41/G42)和长度补偿(G43)是编程的家常便饭,但在后处理中,它们的输出逻辑却常常被忽略。我建议,一定要确保后处理能正确识别CAM中设定的补偿类型,并在G代码中给出相应的指令。安全高度的设置也是个大问题,有些后处理会把安全区设得过高,白白浪费加工时间;有些则设置不足,容易引起碰撞。咱们需要根据实际工件和夹具,在后处理中灵活定义retract和clearance变量,确保既安全又高效。
错误诊断与定制化功能
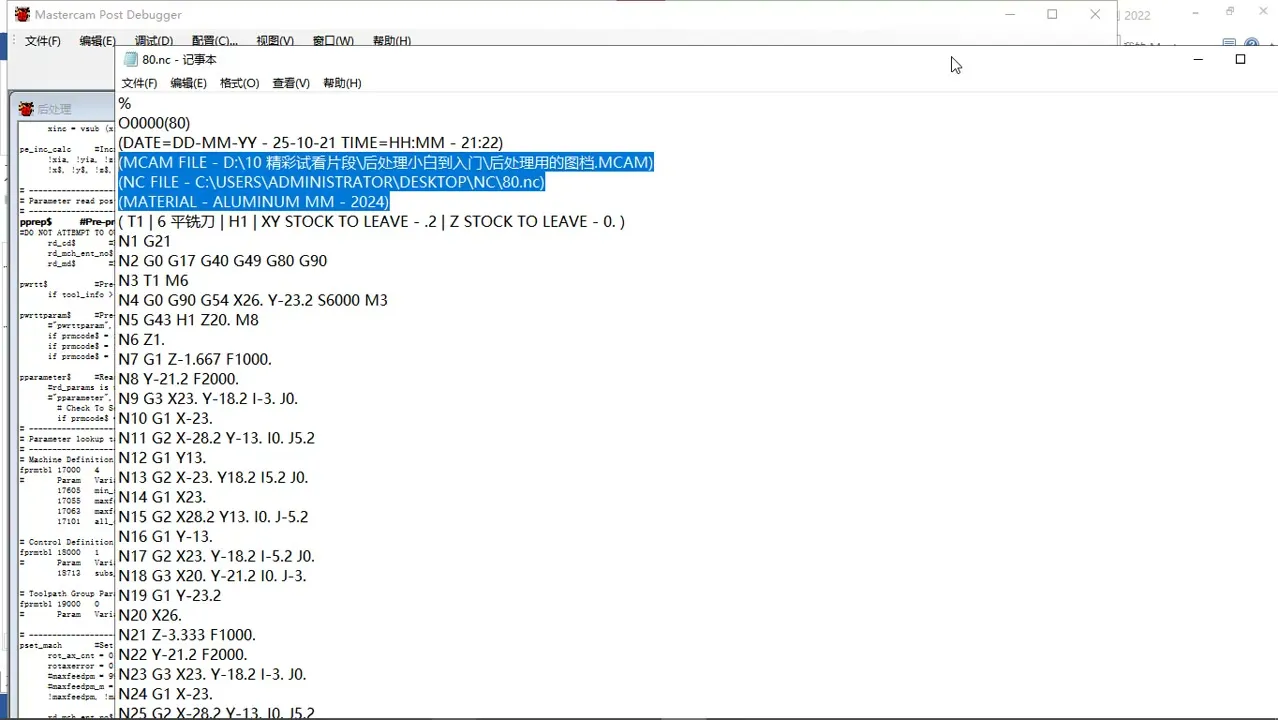
当后处理输出的G代码出现问题时,如何快速定位错误至关重要。Mastercam自带的后处理调试工具(Post Debugger)是个好帮手,它可以一步步追踪变量的变化。我通常会结合机床报警信息和调试器,定位到后处理文件中的具体代码段。此外,针对一些特殊加工需求,比如宏程序调用、特殊循环指令(如钻孔循环的G81),或者定制化的换刀流程,咱们可以通过在后处理中编写用户自定义函数来实现。想要深入理解这些底层逻辑和变量,建议多参考一些专业的实战参考,很多教程都有详细的拆解,对新手特别友好。咱们cnc自学网上也有不少关于这方面的案例,能帮兄弟们少走不少弯路。
💡 学习者 FAQ 解答
Q1: 我的FANUC Oi-MD系统,后处理出来N100 G0 Z100.0,N101 G1 Z0.0 F1000,运行程序时 Z轴直接到底,不走G0 Z100.0,这是为啥?
A1: 这是经典的G代码缓冲与同步问题,通常与后处理中的输出逻辑有关。FANUC系统在某些情况下会“优化”G00指令,如果后续指令是G01且Z轴终点相同或直接过渡,可能会跳过中间的G00。后处理中需要检查pcom_movea变量和pbld函数,确保G00 Z100.0这个安全平移块被强制输出,或者通过在G00指令后加入M0/M1暂停,迫使机床控制器执行,确保缓冲器清空。另外,检查后处理是否正确处理了G90/G91的模态指令。
Q2: 5轴后处理,旋转轴输出A0和C0后,再遇到下一个角度,机床走位不对,像是在反向旋转,并且偶尔出现SV0438报警,怎么解决?
A2: SV0438通常是伺服参数错误或轴编码器故障,但在这里更像是后处理的旋转轴限制(Rotary Axis Limit)和最短路径计算问题。检查后处理中pmisc_a_rotary_limit和pmisc_c_rotary_limit参数,确保其与机床实际的旋转范围一致。另外,很多5轴机床有“最短路径”功能,后处理在输出旋转角度时,如果计算出的角度超出360度或者跨越零点,可能会导致机床选择反向旋转。你可能需要在后处理中强制指定G90绝对模式,并利用post_rotary_wrap变量来控制旋转轴的循环周期,确保输出的角度在正确的物理范围内,避免机床控制器误判。
Q3: 在Mastercam 2022里生成刀路,后处理出来G代码出现过切报警,检查参数没问题,是不是后处理的问题?
A3: Mastercam生成刀路没问题但G代码过切,这很可能是后处理对刀具半径补偿(G41/G42)的处理不当。常见原因有:1. 后处理未正确识别或输出刀补启用/取消指令(pcomp_on/pcomp_off)。2. 后处理在输出第一条补偿指令前,没有确保刀具位于安全区域或没有输出必要的G01X_Y_指令。3. 补偿方向(左补偿G41/右补偿G42)与刀路方向不匹配。4. 机床控制器与后处理对“刀尖圆弧补偿”的理解差异。我建议你检查后处理中pcout, plinx, pliny等相关变量,以及comp_type的值,确保后处理能够正确传递和解释Mastercam中的刀具补偿设定,尤其是对于3D刀路,很多时候后处理需要特殊处理刀尖圆弧补偿G41.2/G42.2的输出。
本文技术要点源自:《mastercam 2022后处理制作讲解》原文完整版,建议收藏研究。









暂无评论内容