NX 12.0三轴编程:整体结构件精密加工策略
在整体结构件的精密加工中,如何有效处理复杂曲面、确保加工精度并避免过切与干涉,始终是编程工程师面临的核心挑战。NX 12.0作为业界领先的CAD/CAM解决方案,其强大的三轴加工模块为解决这些痛点提供了高效且可靠的策略。
三轴刀路策略与优化
针对复杂整体结构件,NX 12.0提供了多样化的三轴刀路生成选项。粗加工阶段,我们通常会选用“自适应铣削”或“型腔铣”,通过智能识别材料,实现最大化吃刀量,同时保证切削力的均匀分布,有效延长刀具寿命。在精加工阶段,曲面驱动或流线铣削是常用手段,确保刀路与零件几何曲面高度吻合,从而获得卓越的表面质量。关键在于精准控制切削参数,如切削深度(Stepdown)、侧向步距(Stepover)及进给速度,以平衡加工效率与表面光洁度要求。
残料处理与干涉避让
复杂几何往往伴随着残余材料的挑战,特别是在狭小区域或陡峭斜面上。NX 12.0的残料铣削功能,能够自动识别前序刀具未能完全清除的区域,并生成新的刀路进行清理。此外,在处理深腔或高壁结构时,刀具、刀柄乃至夹具的干涉避让至关重要。软件提供强大的碰撞检测与避让功能,通过精确定义刀具模型及夹具,能够在刀路生成阶段就预判潜在干涉,并自动调整刀具路径或提示编程人员进行人工干预,确保加工安全。
后处理与程序验证
刀路生成后,后处理是连接CAD/CAM系统与数控机床的桥梁。NX 12.0的后处理模块高度可定制,能根据不同机床控制器(如FANUC、Siemens等)的G代码语法和功能特性,生成标准化且可靠的数控程序。后处理中的变量映射与指令转换是核心,直接影响程序的执行精度。对于希望深入学习后处理定制及优化技巧的同行,cnc自学网提供了丰富的教程与实战案例,帮助大家掌握从入门到精通的编程技能。生成的G代码在送往机床前,务必通过NX自带的机床仿真模块进行程序验证。这不仅能直观模拟刀具运动轨迹,还能检测潜在过切、欠切及碰撞,极大降低实际加工风险,避免废品产生。本文技术要点源自:NX 12.0_三轴整体结构件加工编程,建议深入学习。
提高效率的关键点
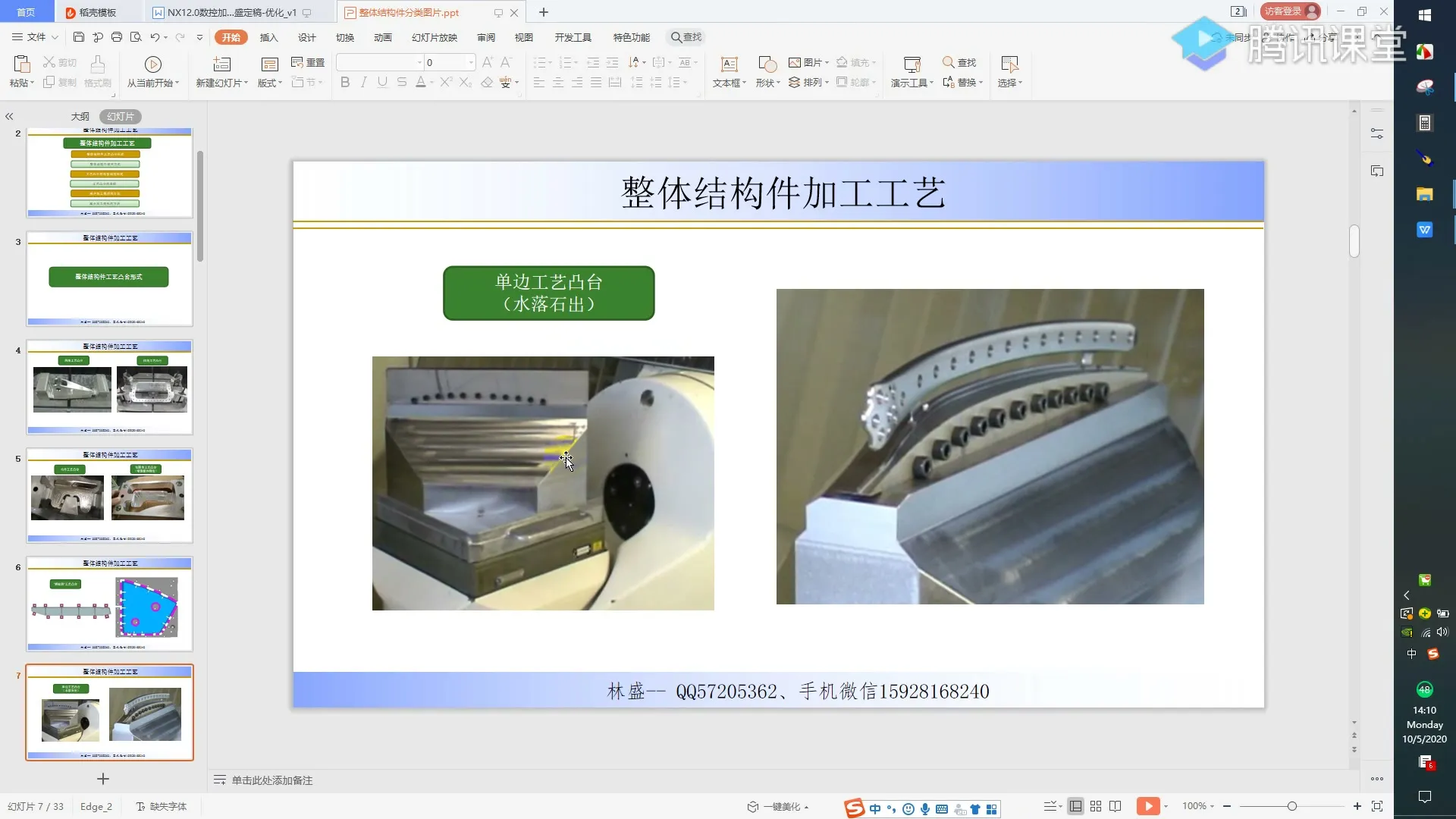
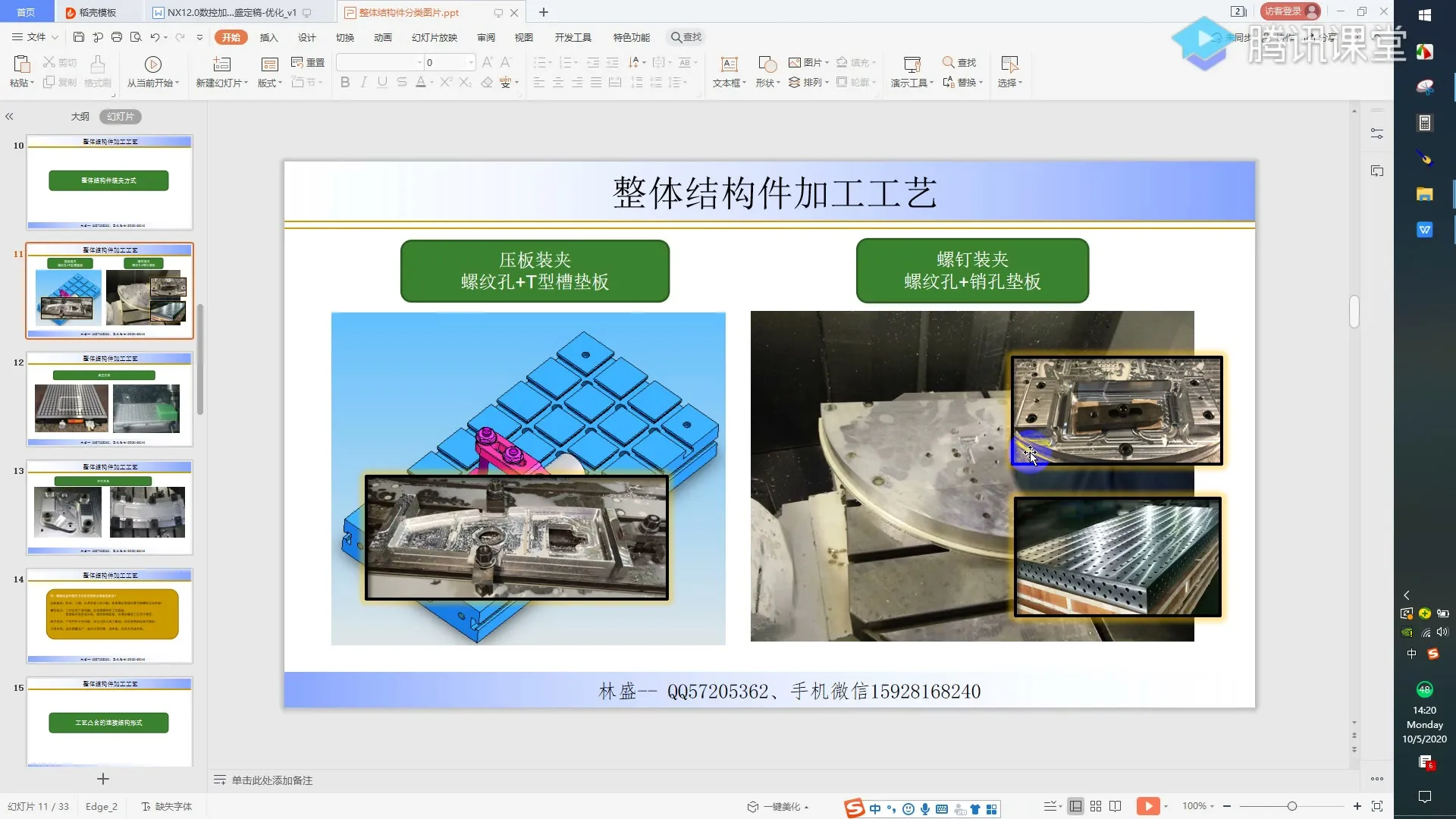
除了软件功能,高效的NX三轴编程还需要考虑整体工艺路线的优化。这包括合理的刀具选择(例如,球头刀、平底刀、牛鼻刀的搭配使用)、科学的夹具设计以确保工件刚性及装夹精度,以及精确的工件坐标系设置。通过系统化规划,例如在《NX 12.0_三轴整体结构件加工编程》中介绍的,可以大幅缩短加工周期,提升生产效率。熟练掌握这些核心技术,是实现高质量、高效率整体结构件加工的关键。
💡 学习者 FAQ 解答
Q1: NX后处理中,G68.2欧拉角解析跳转导致机床轴向误定位如何排查?
A1: 此问题涉及机床控制器内部RTCP(旋转刀具中心点)功能与后处理G68.2指令参数模态之间的冲突。需详细检查后处理中欧拉角至旋转矩阵的变量解算逻辑,尤其关注多轴联动切换时的坐标矢量精度位与机床实际控制系统采样频率的匹配性。同时,核对机床零点偏置与工件坐标系WCS的矩阵映射是否保持一致性,以排除系统层面的解析偏差。
Q2: 针对复杂曲面整体结构件,NX三轴加工时常出现刀具路径局部过切或残余量不均,如何从算法层面优化?
A2: 这通常是由于刀具路径生成算法在处理高曲率区域或陡峭斜面时,步距(Stepover)与进给(Stepdown)设置不当,导致Z轴插补精度不足或径向/轴向吃刀量波动。编程时需调整切削策略中的“精加工步距算法”与“公差设置”,例如启用“自适应进给率控制”及“优化残料切削”。这些系统功能将通过局部插补细化或路径平滑算法,对刀具运动轨迹进行微调,有效避免局部切削力集中及残余量不均。
Q3: 在NX 12.0中,自定义机床模型进行仿真时,如果遇到运动轴限位报警(Error 1020),但实际G代码并未超出限位,可能原因是什么?
A3: 此报警通常指向仿真模型与实际机床参数的系统逻辑映射差异。首要排查NX机床模型定义中的“轴限位”参数(Limits)是否与真实机床控制器中的轴行程设置完全一致。其次,检查后处理生成的G代码中,是否存在非模态指令或宏程序调用导致轴位置计算在仿真环境中产生累积误差,尤其是在使用了G54.1等高级坐标系转换指令时。最后,确认仿真器的“预读缓冲”与“插补周期”是否与机床控制器匹配,以避免仿真假象或时间差导致的误报。
本文技术要点源自:《NX 12.0_三轴整体结构件加工编程原文完整版,建议收藏研究。
更多CNC编程、NX软件应用及机加工技术,请访问cnc自学网,持续为您提供专业、实用的技术支持。







暂无评论内容