

🔥 实战痛点解析
后处理这玩意儿,搞不好就是废铁一张,尤其多轴机床,稍有不慎刀轴就干涉,机床报警停机是常态。法兰克系统尤其挑剔,参数设错一点,联动输出就驴唇不对马嘴,还谈什么高效加工?很多新手连三加二和五轴联动的逻辑都分不清,更别提优化刀路输出,效率和安全性都成了空谈。
📚 教程核心价值
硬核要点:本教程专攻PowerMill多轴后处理的定制与优化,深入剖析FANUC五轴后处理的底层逻辑和联动输出机制。从PMPost安装到机器运动学配置,手把手教你规避多轴加工中的常见干涉、过切问题,实现三加二与五轴联动的程序安全高效输出,告别手改G代码的低效时代。
| 教程深度:高级实战 | 软件环境:PowerMill 10.0 |
| 资源容量:38.55 GB | 适合人群:高级编程师、数控技师、工艺工程师 |
| ⚠️ 排坑避雷:本教程基于 PowerMill 10.0 录制,请确保电脑安装了同等或更高版本的软件,否则将无法打开练习图档! | |
📋 完整实录目录
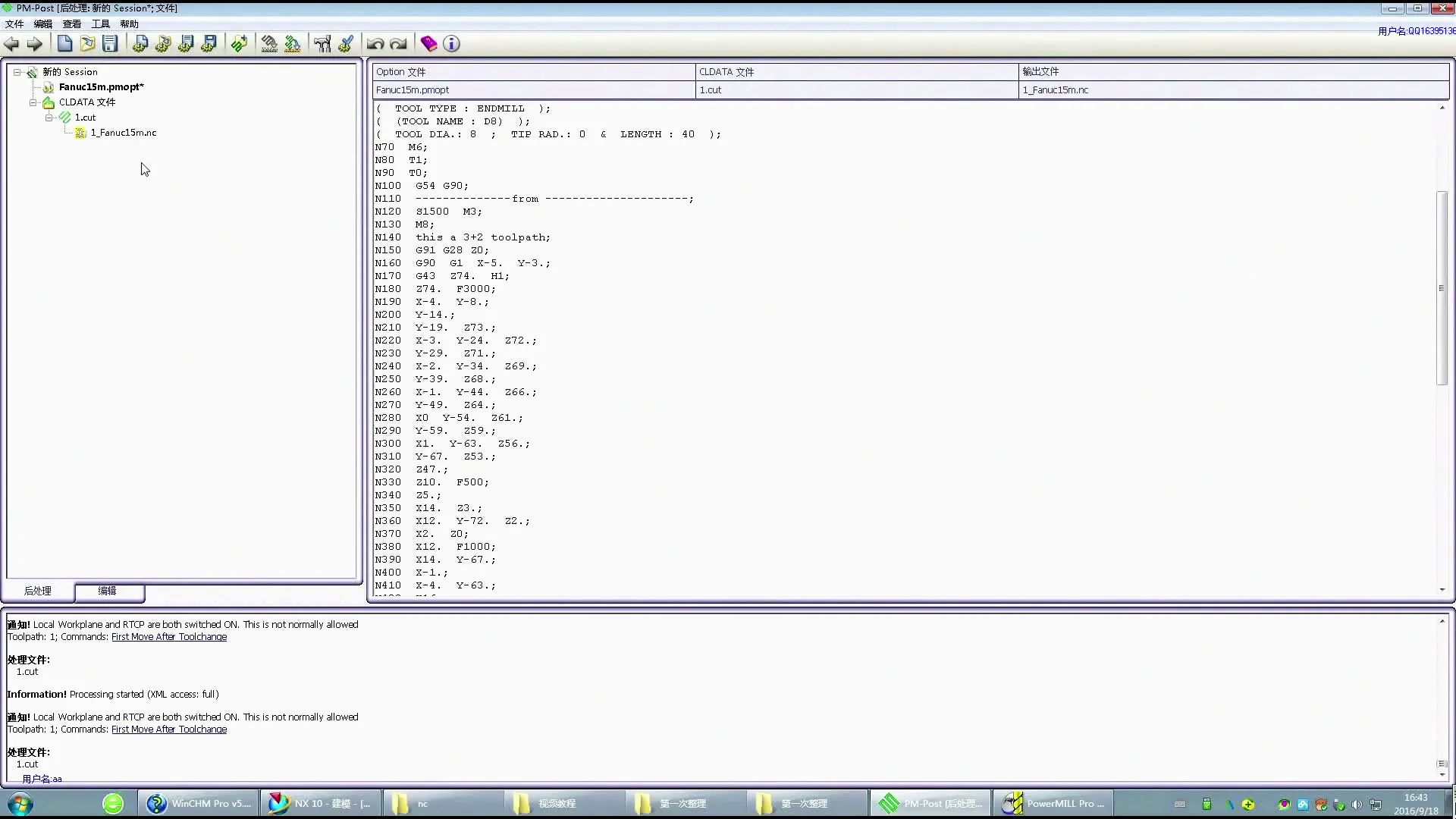
📺 实机操作画面预览
🛠️ 核心干货提炼
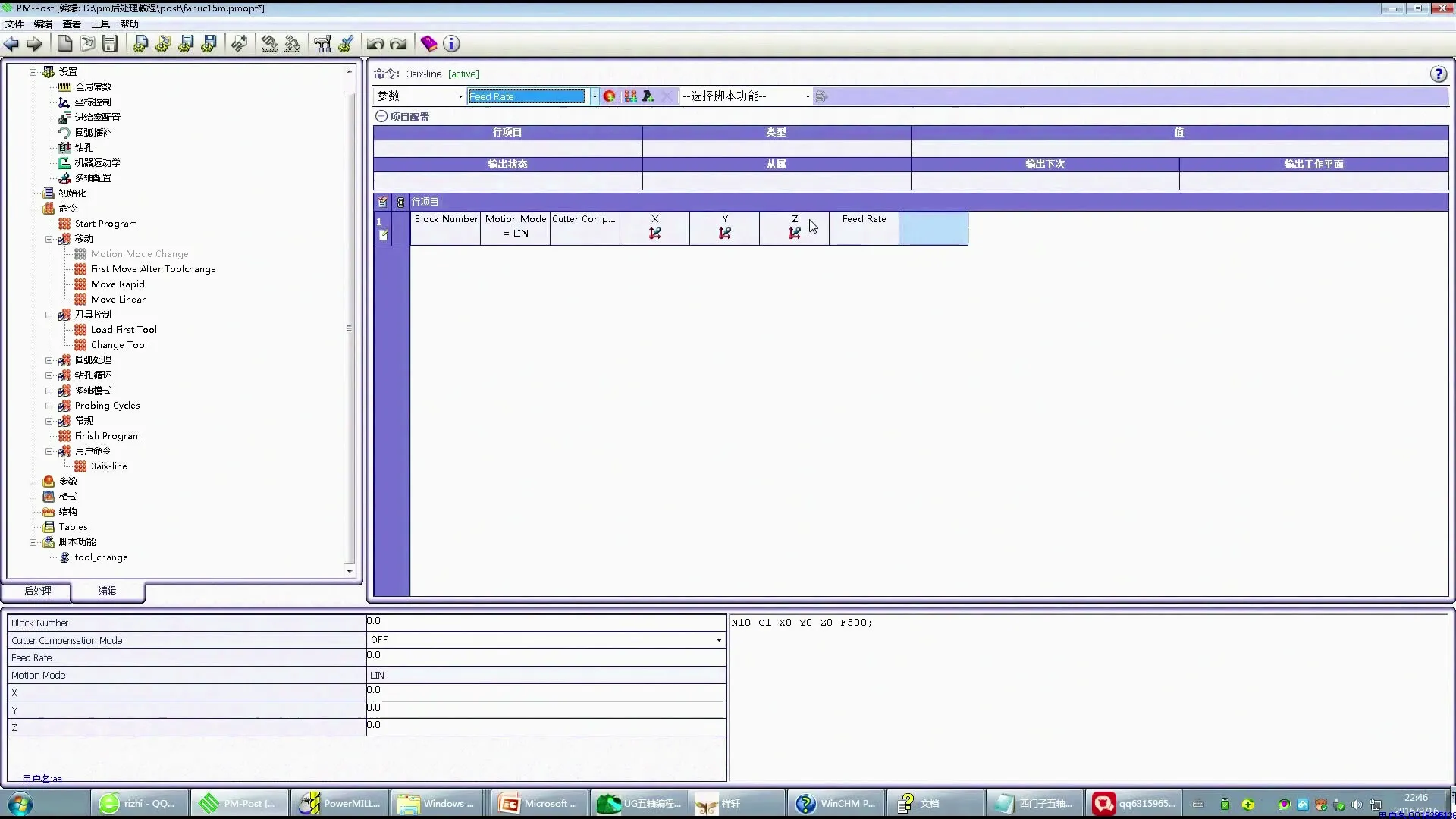
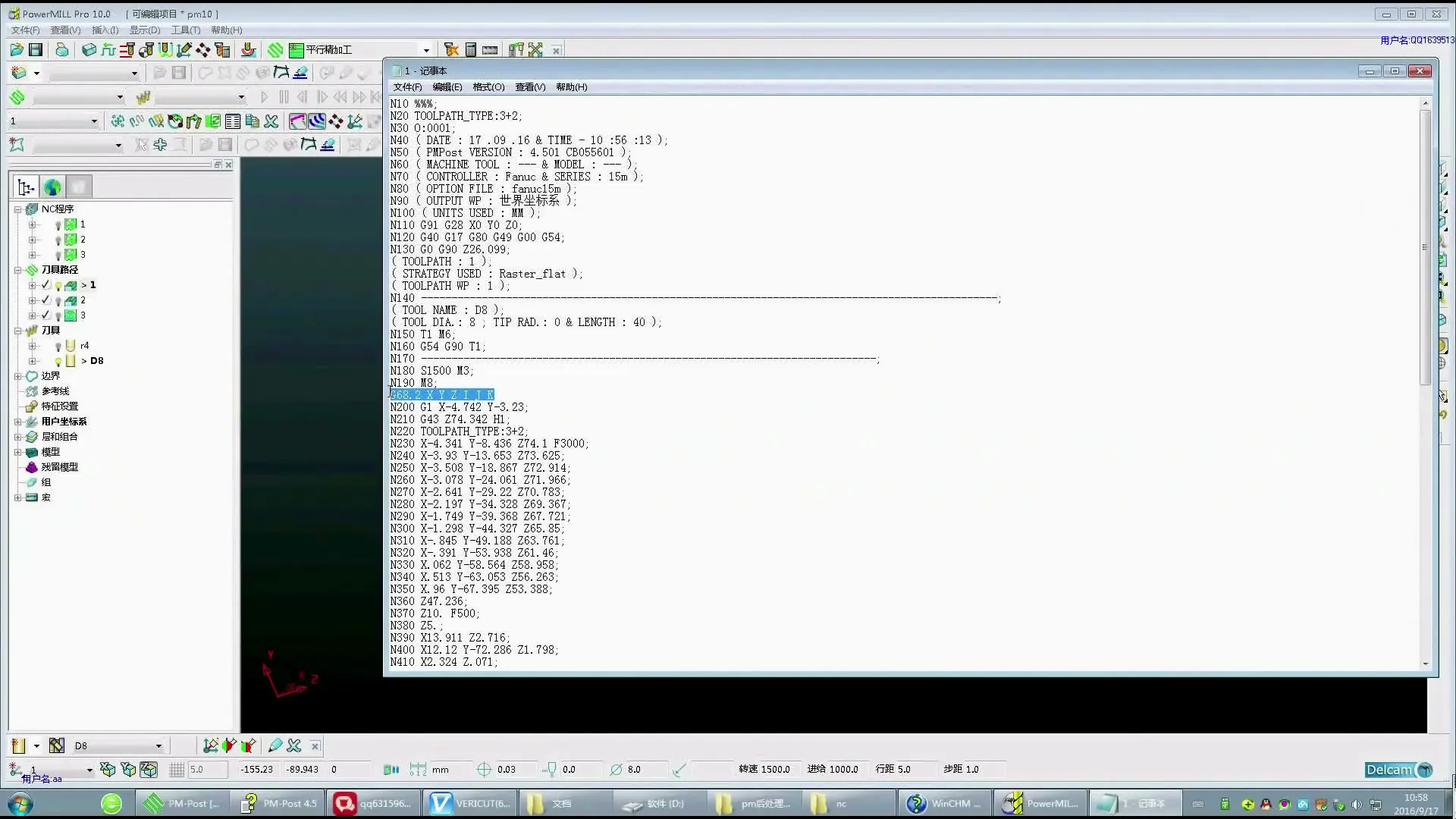
法兰克五轴联动后处理深度解析
深入剖析FANUC五轴后处理的G代码结构与刀轴控制指令,确保复杂曲面加工时刀具路径的平稳过渡。彻底解决因后处理配置不当导致的刀轴摆动与过切风险,让你的机床真正实现五轴联动的高效切削。
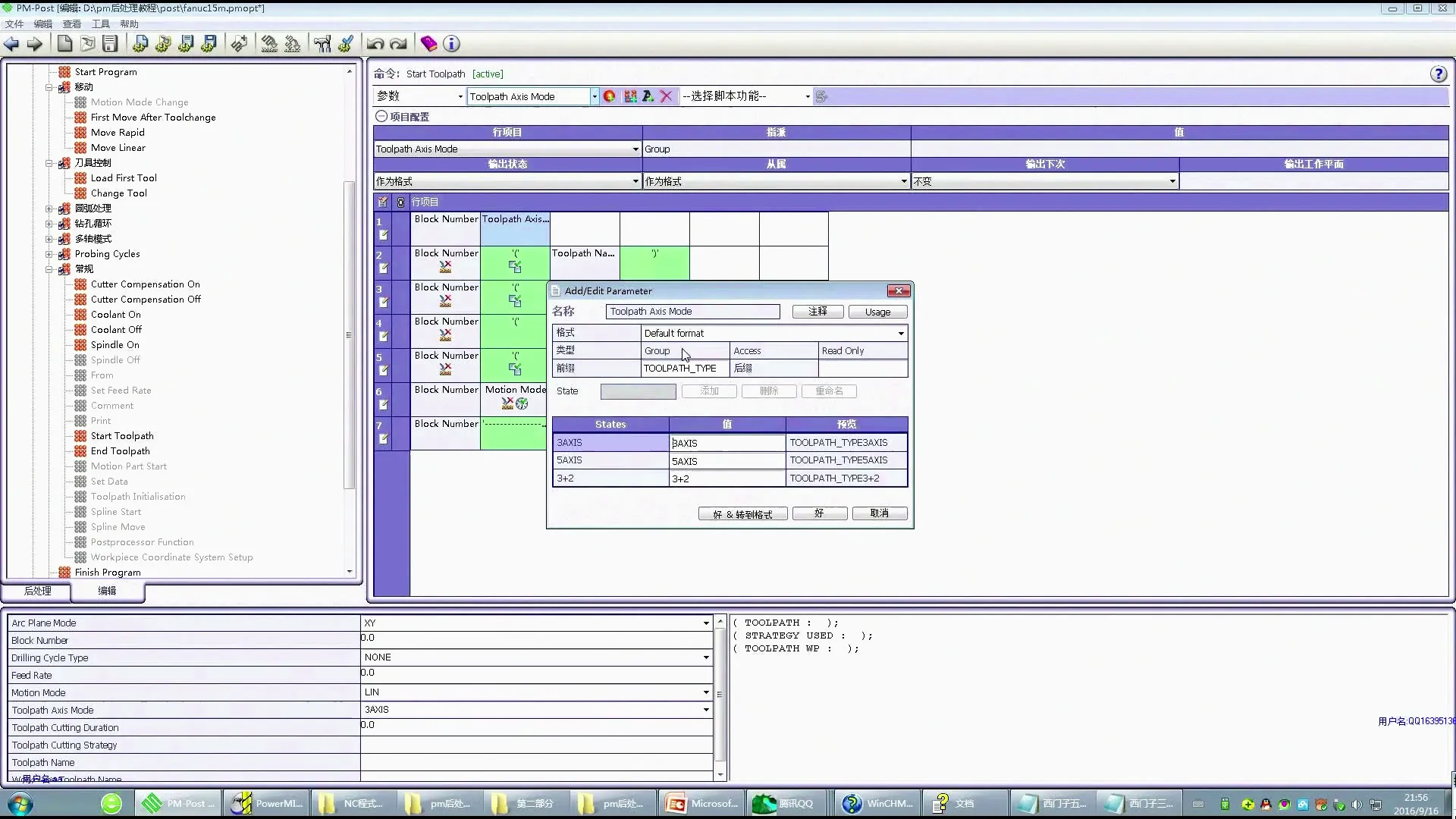
三加二定位加工程序优化策略
详细讲解三加二(3+2)定位加工的输出逻辑与优化技巧,避免重复定位与碰撞风险。通过精细化设置,大幅提升程序稳定性和加工精度,尤其适用于多面体零件的粗精加工一体化。
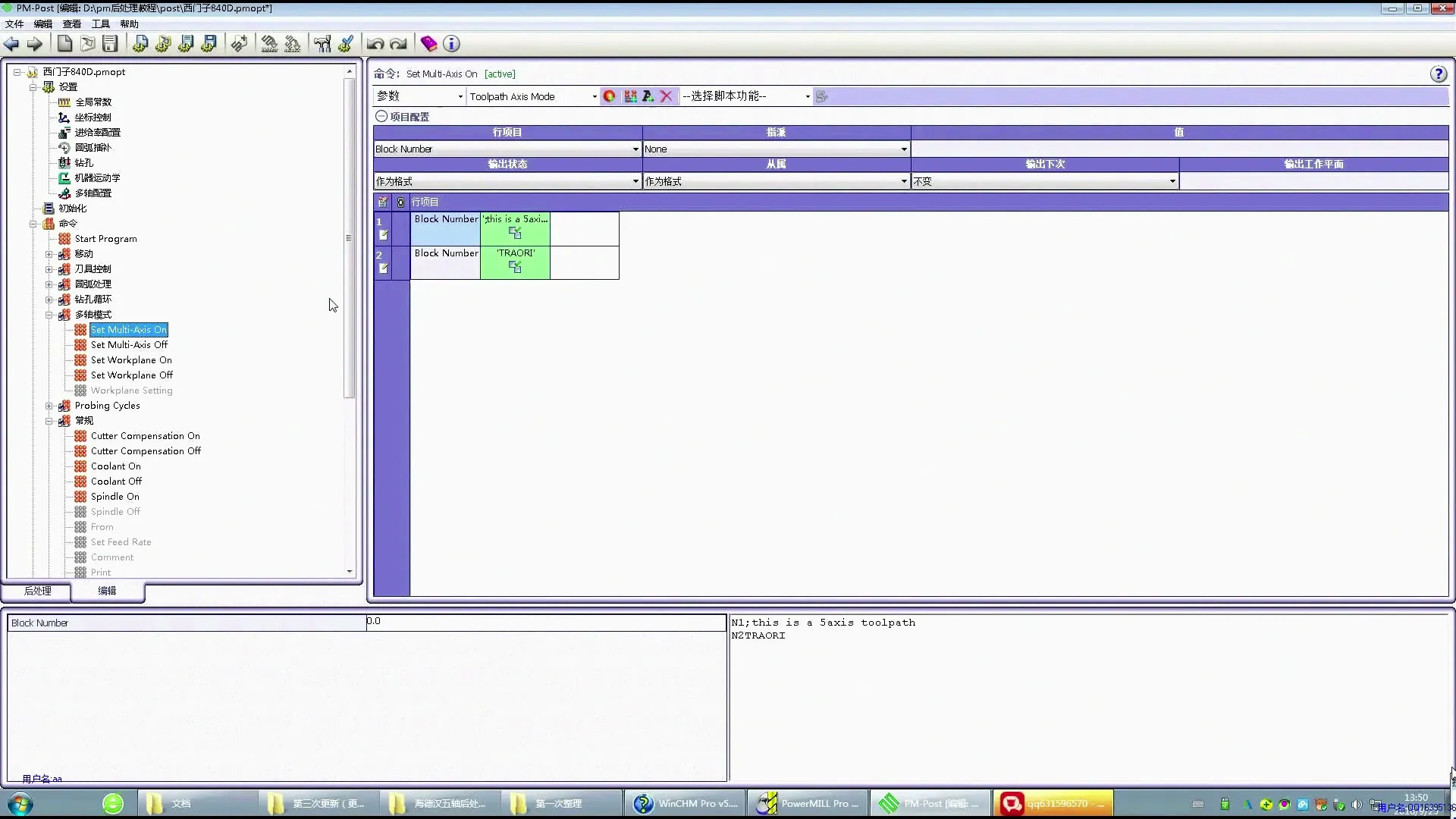
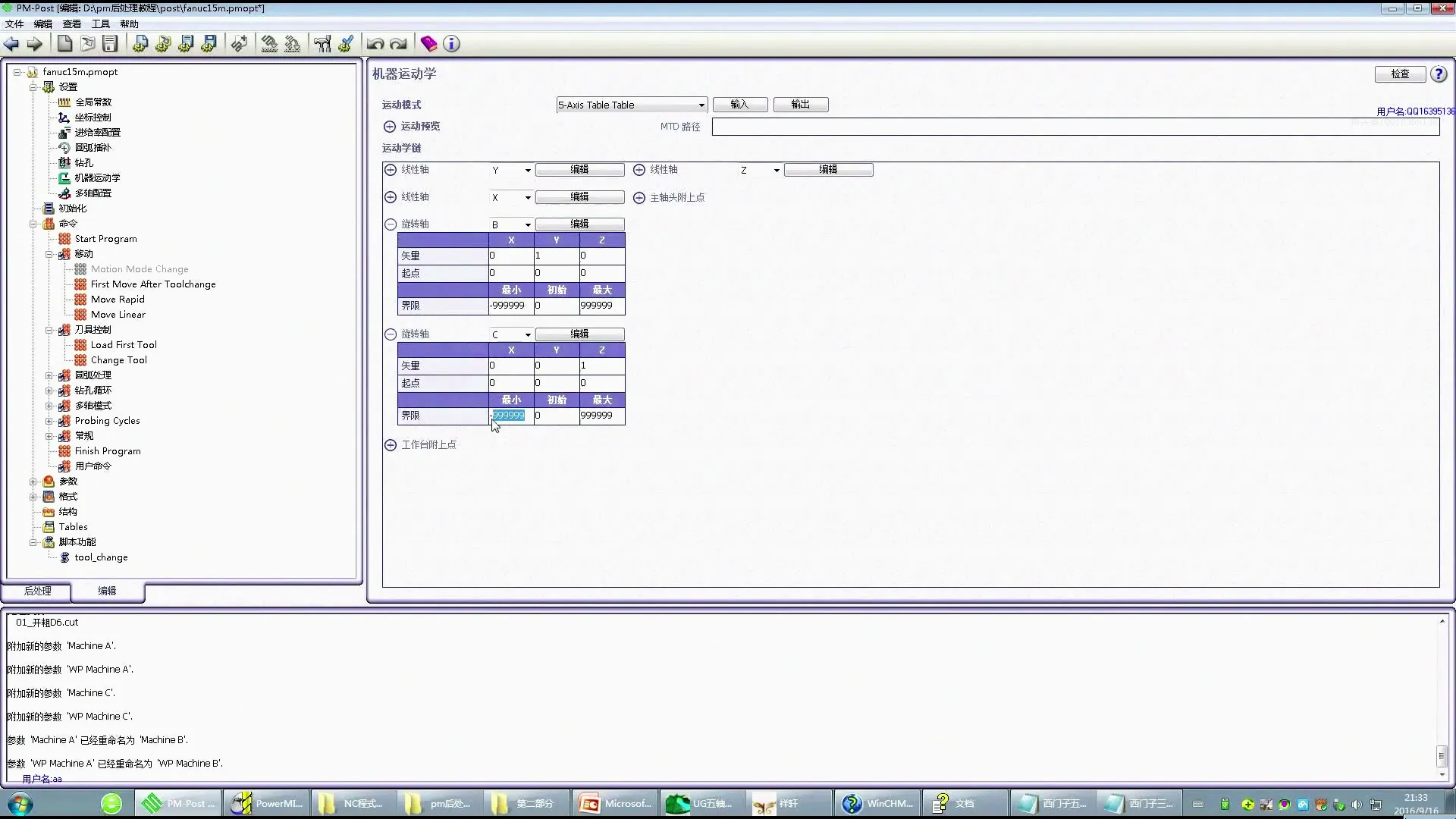
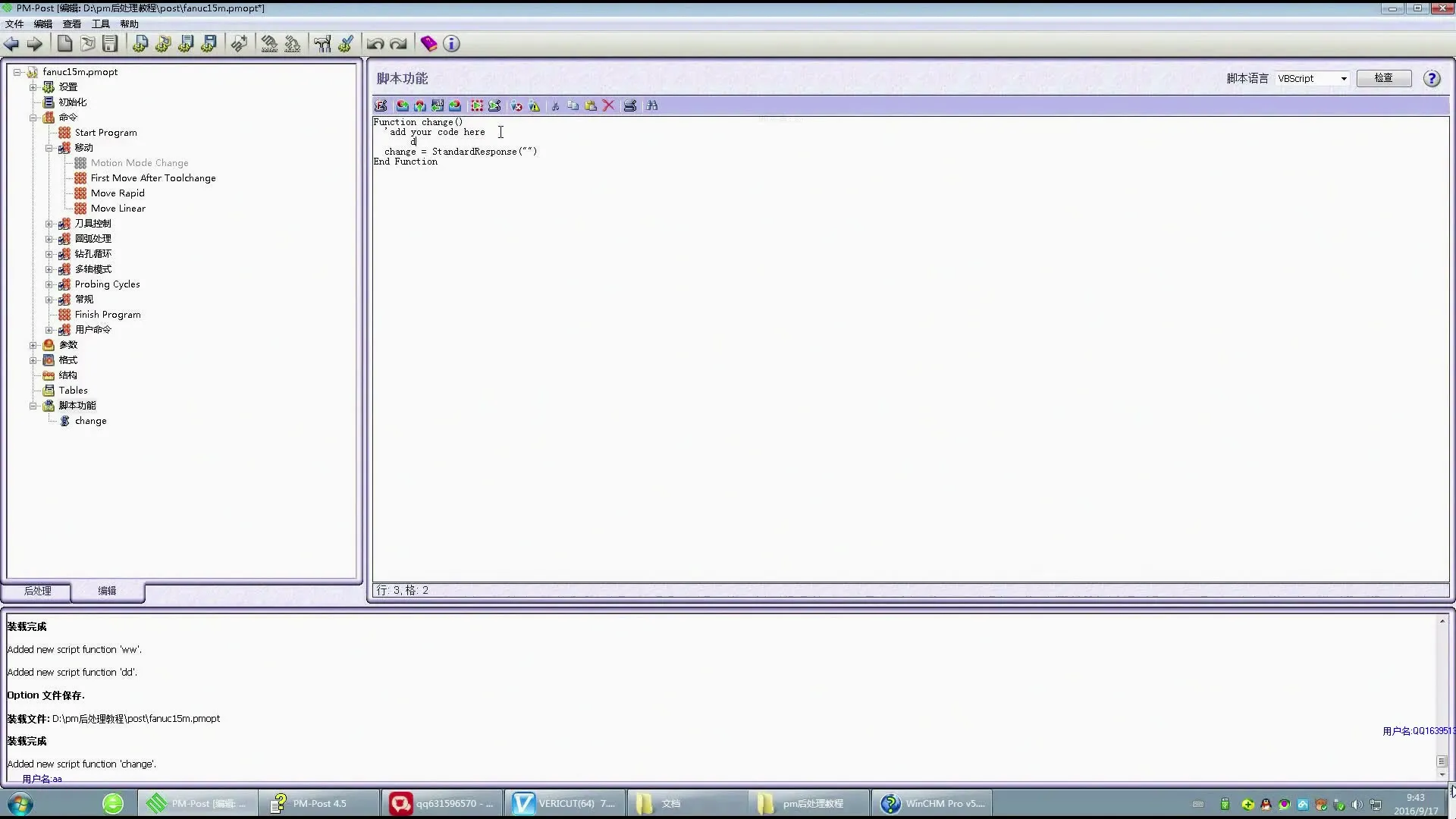
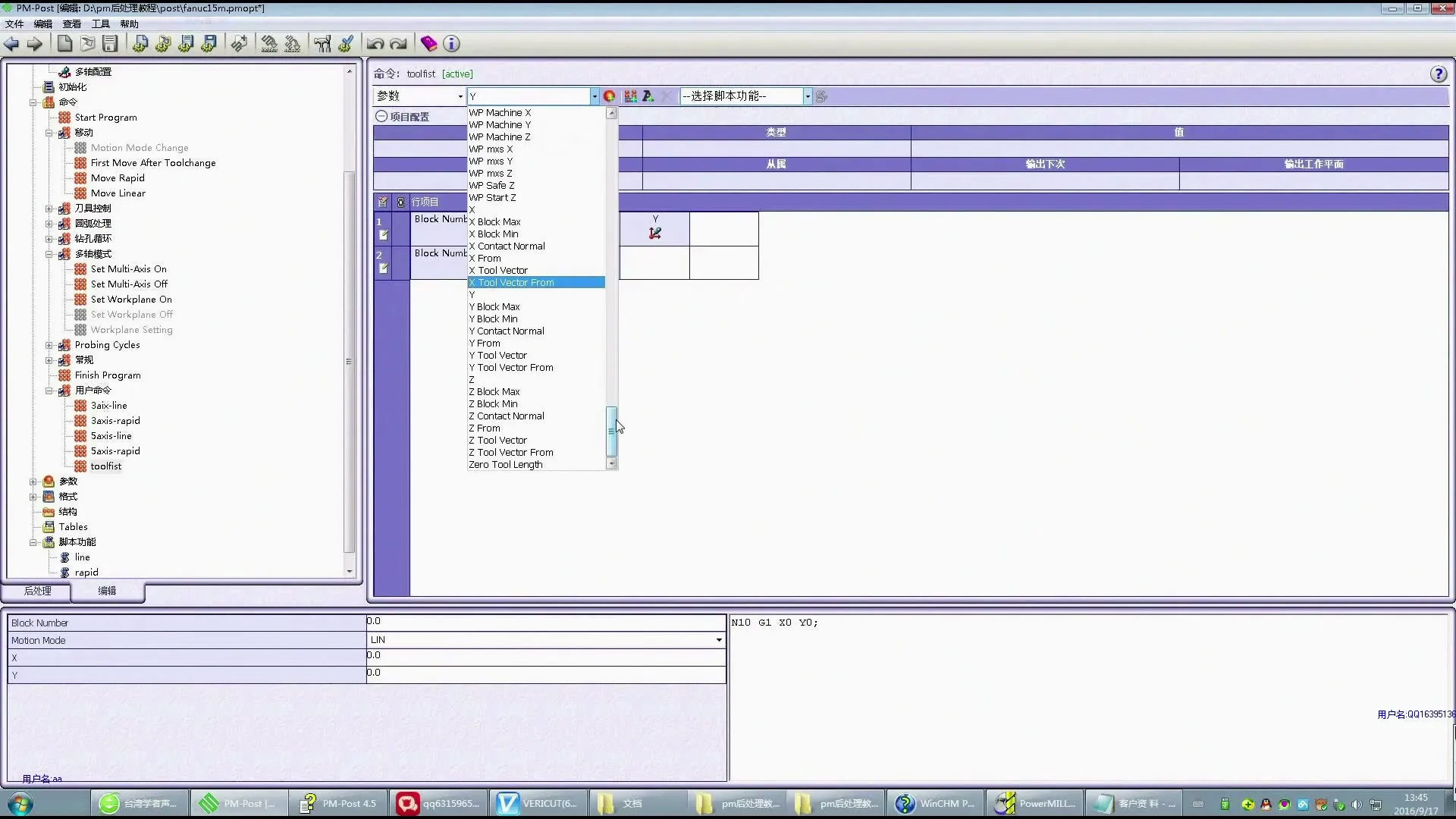
PMPost机器运动学与命令定制
从零开始构建或修改PMPost的机器运动学模型,精准匹配机床结构,实现与实际机床的无缝对接。掌握后处理命令的定制方法,根据工艺需求输出特定G代码,提升后处理的灵活性与适应性。
💡 学习者 FAQ 解答
Q1: 为啥我的PowerMill后处理出来的五轴程序老是干涉报警?
A1: 多数情况是机器运动学定义不准或刀轴控制参数设置有误。特别是旋转轴限位和联动避让策略没配置好,系统无法正确计算刀具矢量,导致过切或触发机床安全边界。得检查PMPost里的机床模型和坐标系定义,确保和实际机床分毫不差。
Q2: 如何优化三加二(3+2)输出,让程序更精简、效率更高?
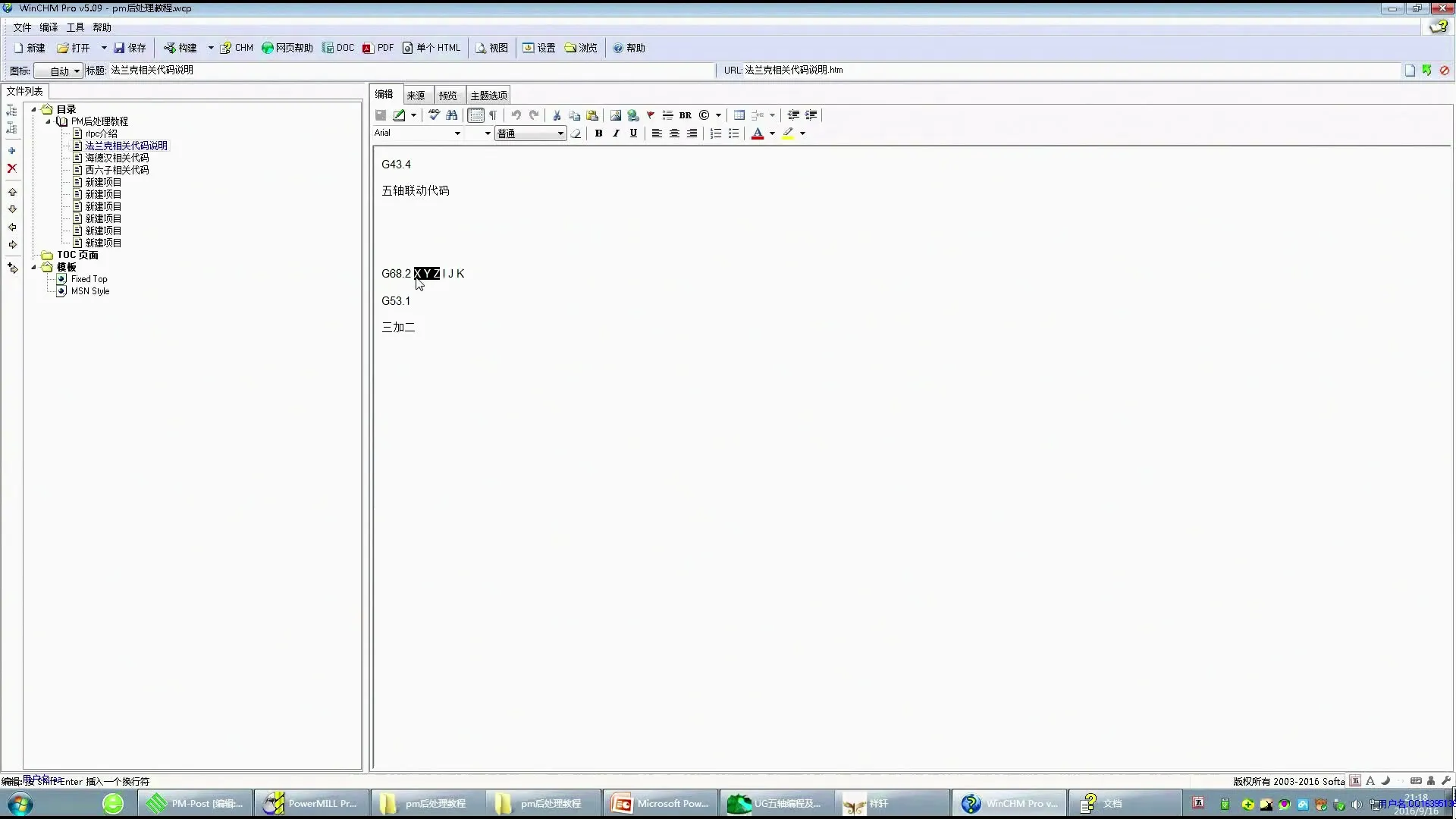
A2: 优化3+2关键在于减少不必要的抬刀和定位切换。可以从合理规划加工区域、利用局部坐标系减少G68.2重复定义,以及在后处理中定制命令,将固定抬刀操作封装成宏指令,来缩短G代码长度和运行时间。
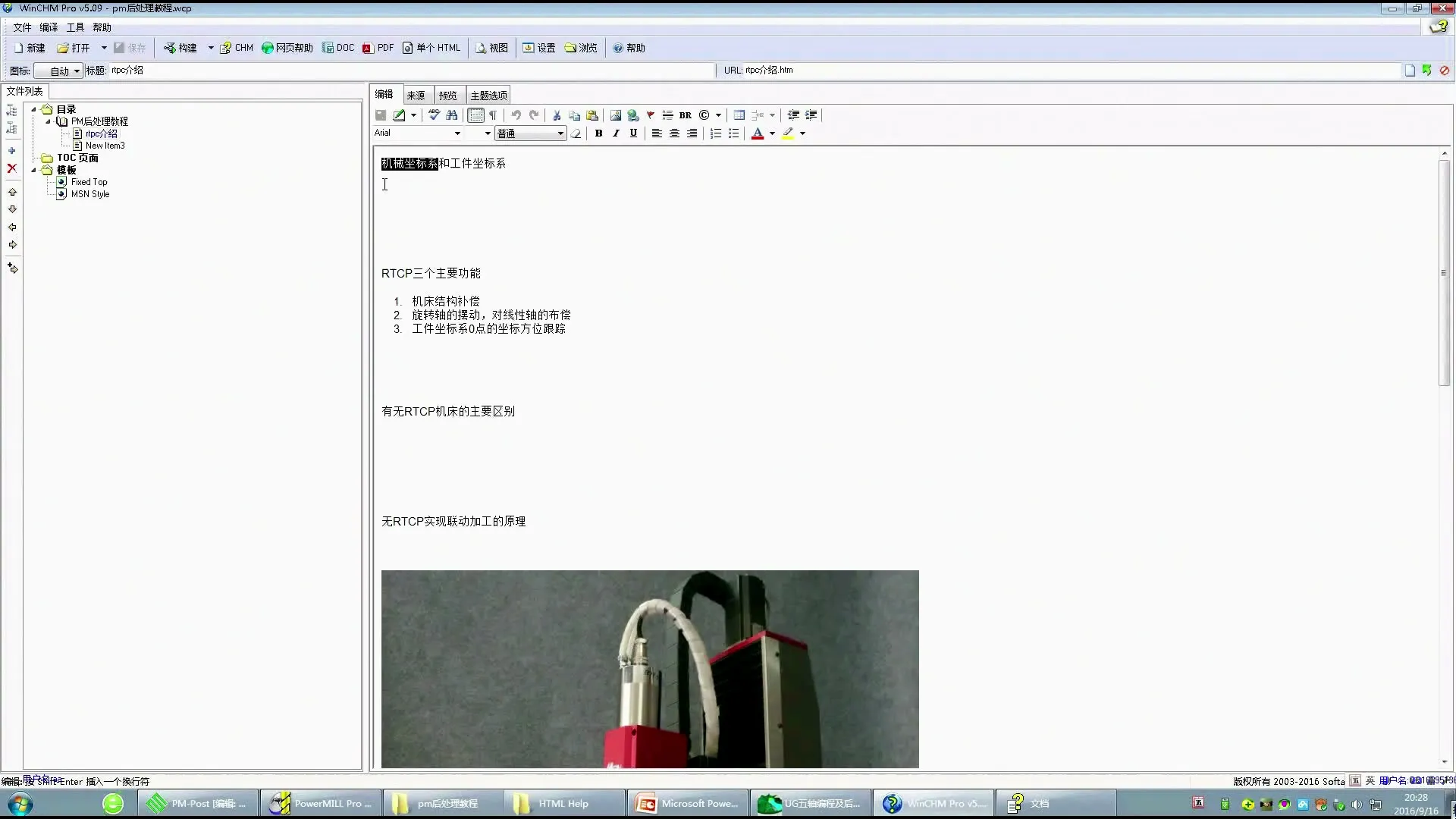
Q3: Powermill后处理能直接输出带RTCP功能的FANUC五轴程序吗?
A3: 当然能。PMPost支持FANUC的RTCP(刀尖点跟踪)功能输出。重点在于正确配置“进给圆弧钻孔”和“坐标控制”部分,激活刀尖跟随模式,并确保后处理能生成G43.4或G68.2等RTCP相关指令,这样机床就能自动补偿刀具长度和方向变化。
温馨提醒
本站所有资源都是通过百度网盘下载,请自备百度网盘账号






暂无评论内容