
四轴一刀切编程:攻克复杂曲面加工难点
在UG NX 12.0里,搞定四轴一刀切编程,最大的挑战往往不是软件操作本身,而是如何优化刀路,避免过切与干涉,同时确保复杂曲面的加工质量。我发现很多兄弟在处理自由曲面时,经常会遇到刀具路径断续,或者切削效率不高的问题。这玩意儿可不只是点几个按钮那么简单,它考验的是你对刀具轨迹、加工策略的整体把控。
咱们编程四轴一刀切,首先得明确加工的几何特性。是环绕特征,还是沿着特定引导线?这直接决定了你选择的驱动方法。我建议从最基础的“轮廓区域”或“引导线”驱动开始,逐步理解刀具矢量在四轴联动中的变化。UG NX 12.0在这些方面给了我们很多灵活的选项,但用错了,就是白忙活。
策略选择:环绕与投影的精妙平衡
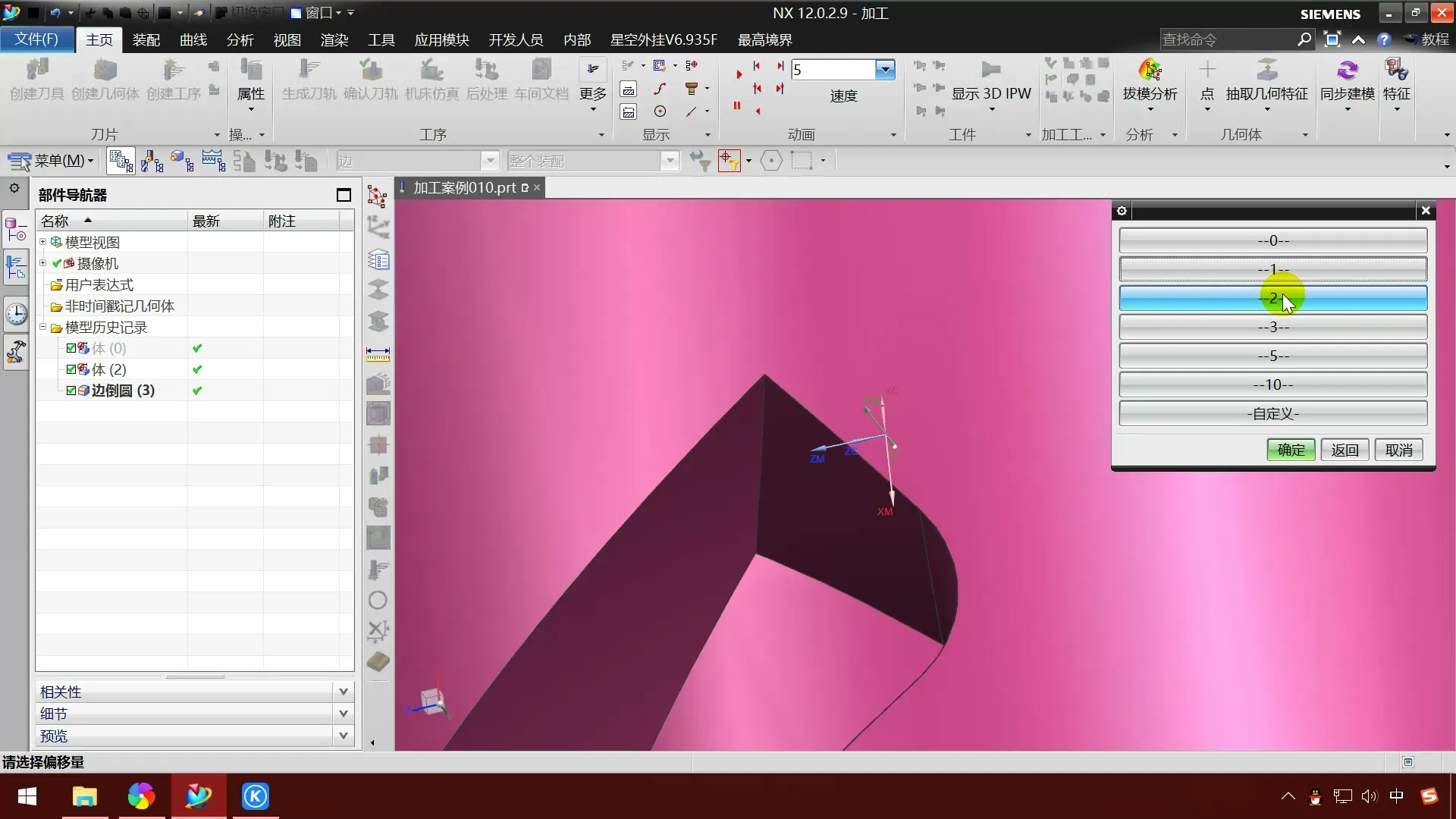
在我刚开始摸索的时候,就发现“环绕部件”和“投影矢量”是两个核心功能。环绕部件适用于旋转对称或近似旋转的工件,通过设定旋转轴和步距,能快速生成相对均匀的刀路。但如果工件形状不规则,或者有局部凹凸,单纯的环绕很容易出现漏切或干涉。这时候,就得结合“投影矢量”来做文章了。通过自定义刀具轴线的投影方向,可以更好地贴合曲面,比如垂直于曲面、指向特定点或线。
我通常会先用“环绕部件”拉个大致框架,然后针对那些细节部分,切换到“引导线”或“流线加工”,并精细调整刀具轴向控制。记住,UG NX 12.0的四轴一刀切,刀具轴线的控制参数非常多,什么“倾斜角度”、“摆动角度”、“最小倾斜角”、“最大摆动角”等等。别怕麻烦,多尝试几次,你就知道哪个参数能帮你解决当前的加工难题。我发现很多时候,一个小小的倾斜角调整,就能彻底消除刀具干涉,这比你后面再去补刀要省事儿得多。这些高级编程的精髓,在UG NX 12.0四轴一刀切高级编程里面都有详细的案例分析。
刀具与进给优化:效率与寿命并重
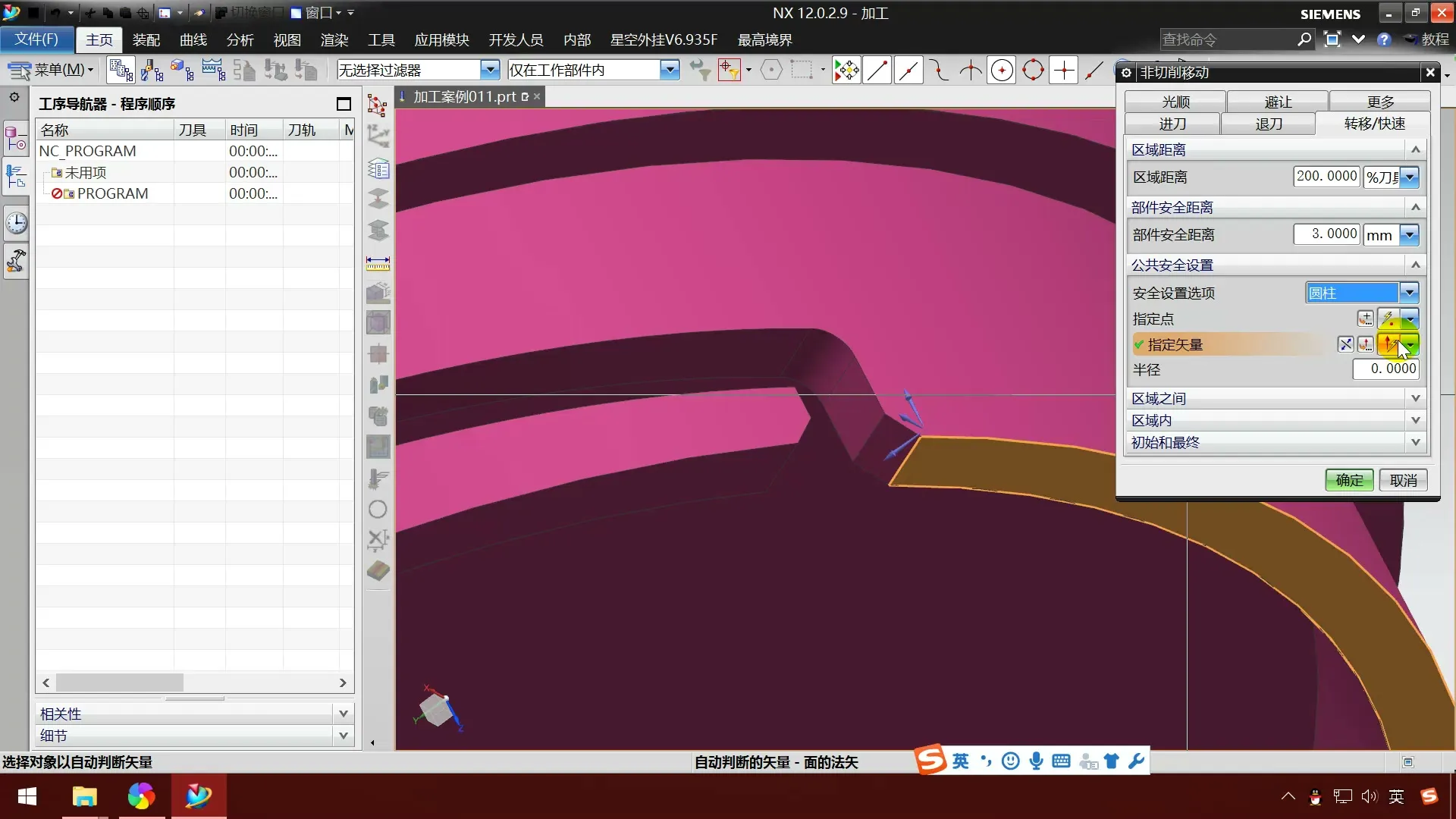
刀具的选择也至关重要。四轴一刀切,球头刀和牛鼻刀是常用主力。球头刀在曲面加工上表现出色,但切削效率可能稍低;牛鼻刀则兼顾效率和表面质量,但对刀路规划要求更高,尤其是在内角R位,需要精细控制刀具半径补偿。我建议大家在吃刀量(AP/AE)和进给量上多做实验,别一上来就按经验值猛干。小刀径、小进给,多走几刀,可能比大刀径、大进给一次性干完,效果更好,也更保护机床和刀具。
还有就是空走刀优化。UG NX 12.0的刀路连接功能非常强大,合理设置抬刀高度、进退刀方式,能大幅减少空走时间。别小看这些细节,积少成多,一台机床一天下来,省出来的时间可不是小数目。CNC自学网有很多实战教程,对这些细节优化讲得很透彻,多去看看,少走弯路。
本文技术要点源自:《UG NX 12.0四轴一刀切高级编程》原文完整版,建议收藏研究。
💡 学习者 FAQ 解答
Q1: UG NX 12.0四轴一刀切刀路,后处理出来机床总是报警『G92 X… Y… Z… A… 轴限位超程』,是怎么回事?
A1: 兄弟,这通常是你的刀具路径在某些关键点上,刀轴矢量(或刀尖点位置)超出了机床A轴或C轴的物理旋转范围。你得回UG NX里检查一下,是不是在加工策略中设置了过大的倾斜或摆动角度,或者刀具避让的起始/终止点离旋转中心太远。我一般会先尝试在刀具轴线控制里,把“最小倾斜角”和“最大摆动角”稍微收紧一点,或者调整一下“避让方式”。有时候,仅仅是刀具路径起始点选择不当,也会导致第一个G92指令就超限。记得,很多时候后处理器本身也会对角度进行额外计算,所以最好在UG里面先用“刀路分析”检查一遍。
Q2: 我用UG NX 12.0编四轴一刀切,为什么加工出来产品表面会有明显的『接刀痕』,或者局部『过切/欠切』?
A2: 接刀痕多半是刀路连接过渡不平滑,或者刀具路径的重叠区域设置有问题。在UG NX里,你得特别关注“连接”和“切削参数”里面的“过渡半径”以及“延伸/修剪”选项。我发现很多时候,将刀路重叠量稍微增加一点,或者把过渡方式改成“圆弧连接”,效果会好很多。至于过切/欠切,那可能是你毛坯设置不准确,或者刀具补偿没搞对。更常见的是,复杂的自由曲面,刀具轴向控制不够精细,导致刀具接触点与设计曲面偏差过大。检查一下你的“刀具轴线控制”策略,特别是“法向偏移量”和“刀尖跟随面”的设置,可能需要调整为“自动”或更精细的“用户定义”矢量。
Q3: UG NX 12.0四轴一刀切编程,怎么处理那些有深腔或狭窄区域的工件,避免刀具干涉和振动?
A3: 深腔狭窄区域,首先考虑用小直径加长刀具,但这样刚性会变差。为了避免干涉和振动,我的经验是:第一,在UG NX的“碰撞检测”功能里,把夹具、刀柄、甚至旋转工作台都加载进来,实时模拟碰撞。第二,在加工策略中,将“刀具轴线控制”设置为“避让”,并且指定避让部件。UG NX会自动调整刀具轴线来避开干涉。第三,针对这些区域,可以适当降低切削进给和主轴转速,采用小切深、多走刀的策略,降低切削力。如果实在干涉严重,就得考虑分段加工,或者使用更长的刀具配合斜铣。在<a href=’https://www.cnczxw.com/ug-nx-4axis-onecut-0yn9.html’>《UG NX 12.0四轴一刀切高级编程》</a>中这类难题有详细的解决方案,建议学习。












暂无评论内容