🔥 实战痛点解析
在UG10.0里搞侧铣头后处理,没点真本事确实容易翻车。新手往往只盯着M代码和G代码的输出格式,却忽略了侧铣头运动的复杂性。比如快速移动时可能出现的干涉,G18/G19平面输出不正确导致的刀路错乱,以及螺纹铣时IJK参数的诡异表现。这些坑踩下去,轻则报警停机,重则直接撞刀。尤其是在调整安全高度和手动换刀逻辑时,一个参数搞错,程序就成了废铁。这不仅仅是语法问题,更是对机床运动学和后处理逻辑深层次的理解。
📚 教程核心价值
硬核要点:本教程直击UG10.0侧铣头后处理定制的各个关键环节,从G代码、M代码的精细化修改,到侧铣头快速移动的安全避障策略,再到G18/G19平面输出的疑难杂症,以及螺纹铣IJK参数的精准控制。它能帮你彻底搞懂后处理的底层逻辑,确保输出的程序既高效又安全,避免在实际生产中因后处理问题造成的撞刀和加工报废,真正实现多轴联动加工的稳定可靠。
| 教程深度:高级实战 |
软件环境:UG 10.0 |
| 资源容量:2.14 GB |
适合人群:编程工程师、数控操机员、后处理开发者 |
|
⚠️ 排坑避雷:本教程基于 UG 10.0 录制,请确保电脑安装了同等或更高版本的软件,否则将无法打开练习图档!
|
📋 完整实录目录
📋 完整教学大纲 (共 43 节)
温馨提示:框内可上下滑动查阅全部目录
|
01. 1.认识UG10.0构造器_rec
|
|
02. 2.UG10.0后处理构造主界面认识_rec
|
|
03. 3.UG10.0如何加载调用后处理_rec
|
|
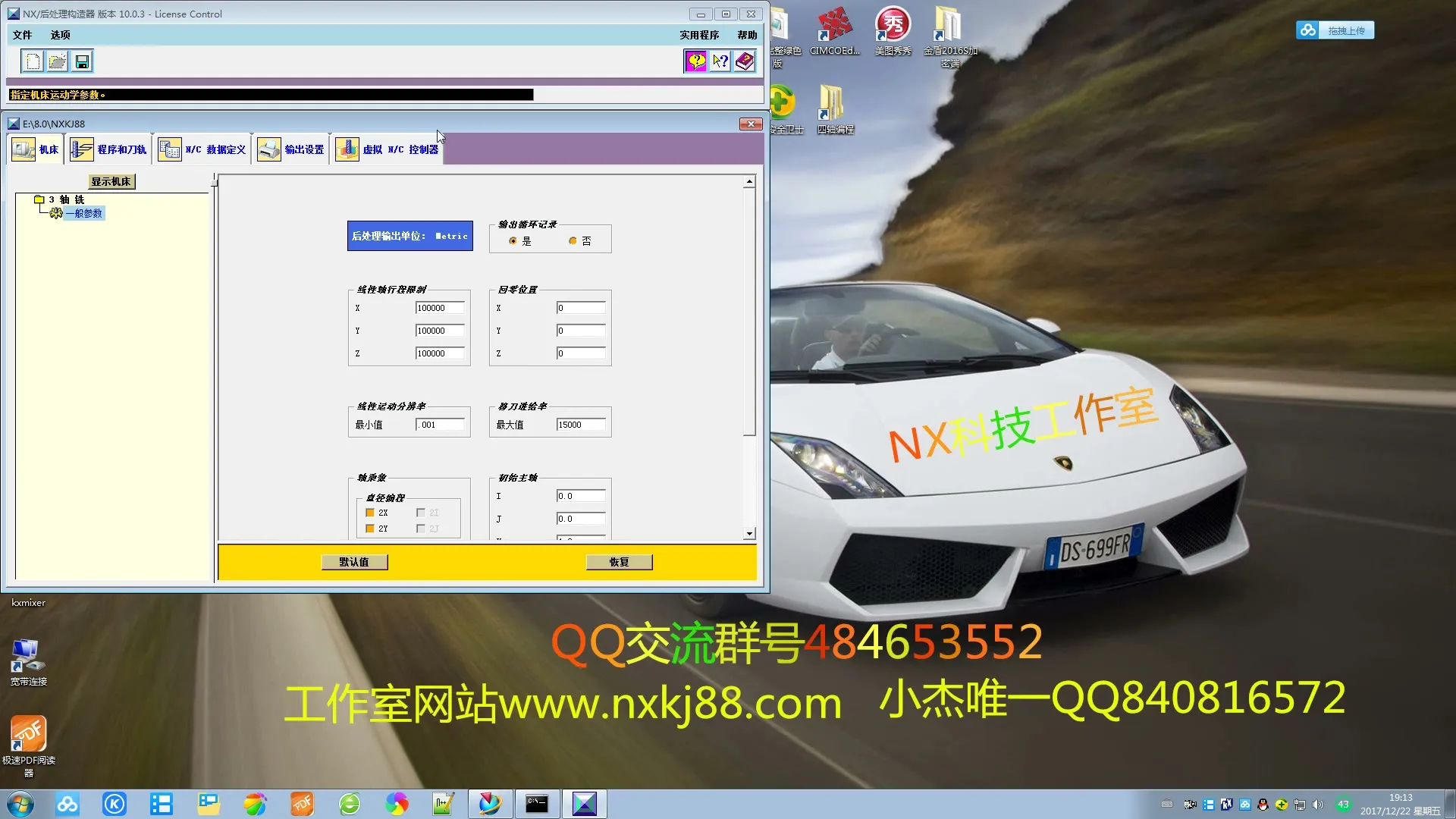
04. 4.UG10.0机床-一般参数之输出循环记录_rec
|
|
05. 5.UG10.0一般参数机床行程和移刀进给率_rec
|
|
06. 6.修改程序头G21 G80 G40 G90 G43 G90_rec
|
|
07. 7.更改优化序列号N值模具和产品区分_rec
|
|
08. 8.UG10.0后处理调出坐标系G54-G59_rec
|
|
09. 9.更改切削液M08位置分切削液延时和不延时_rec
|
|
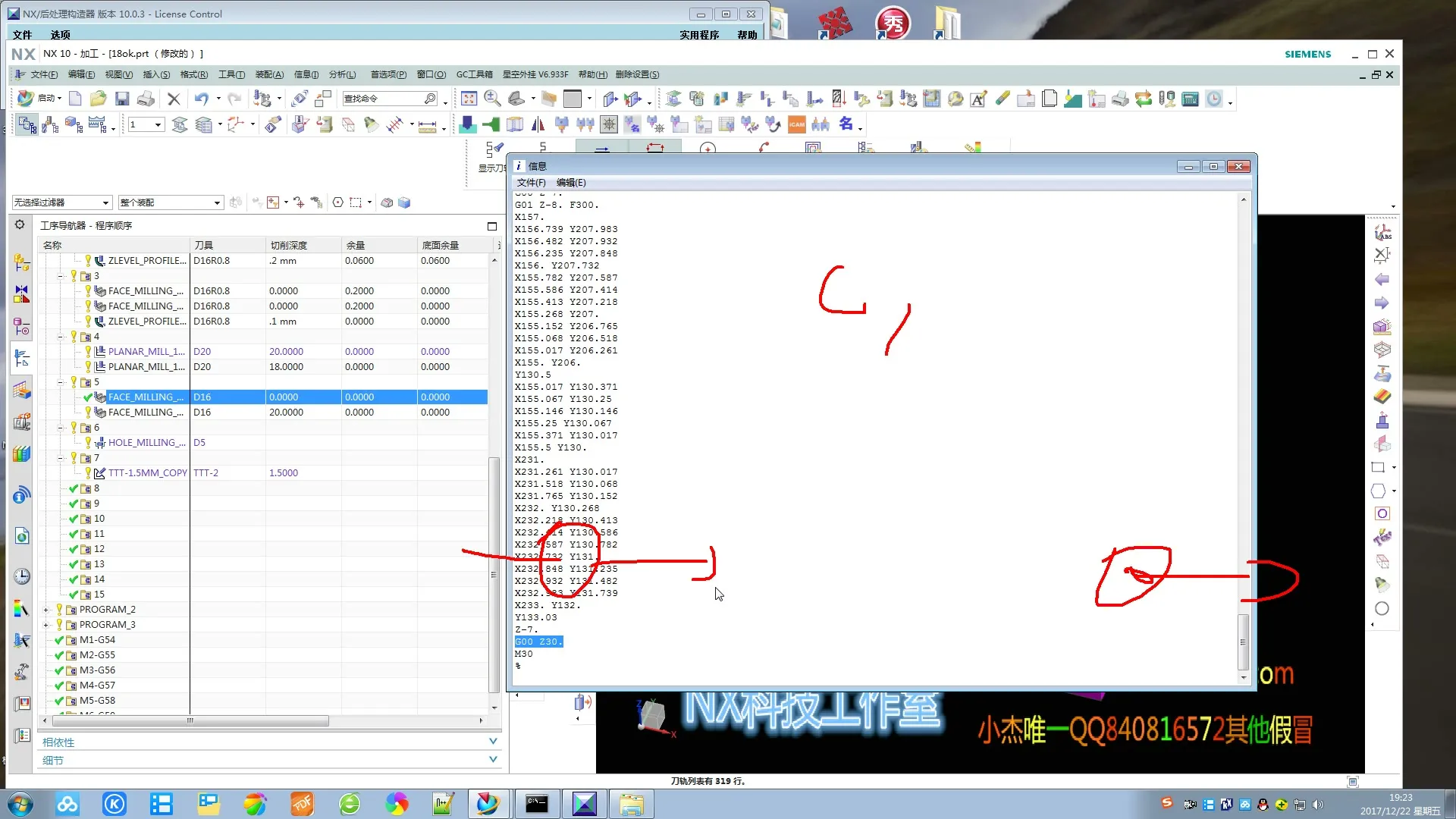
10. 10.程序结尾M02改成M30_rec
|
|
11. 11.程序结束前加G91 G28 Z0.0 G91 G28 Y0.0 _rec
|
|
12. 12.UG10.0后处理程序结尾加M05停主轴M09停水_rec
|
|
13. 13.后处理换刀前添加M01选择停止_rec
|
|
14. 13UG后处理预选刀删除和添加_rec
|
|
15. 14.后处理换刀前输出M05停主轴 M09停水停气_rec
|
|
16. 15.去掉程序头多余的M05停主轴M09停水_rec
|
|
17. 16.钻孔攻牙输出G98和G99以及强制输出G98_rec
|
|
18. 17.后处理解决换刀后不输出M08切削液开启问题_rec
|
|
19. 18.解决后处理镗孔同偏执Q值不输出问题_rec
|
|
20. 19.后处理圆弧输出IJK改成R_rec
|
|
21. 20.UG后处理后缀名改成NC或者其他_rec
|
|
22. 21.后处理刀补第一种格式及解决D值不输出问题_rec
|
|
23. 22.后处理制作刀补G41第二种格式_rec
|
|
24. 23.后处理制作刀补G41第三种格式及解决D值多输出问题_rec
|
|
25. 24.后处理制作刀补G41第四种格式_rec
|
|
26. 25.后处理添加扩展坐标G54.1 P1-P48支持同是处理多个坐标系_rec
|
|
27. 26.后处理攻牙G84输出Q值第一种方法_rec
|
|
28. 27.G84攻牙Q值第二种方法支持Q最小0.01_rec
|
|
29. 28.解决G84 攻牙同Q值不输出问题_rec
|
|
30. 29.攻牙输出M29及解决换刀不输出M29问题_rec
|
|
31. 30.法兰克系统攻牙F等于进给乘以螺距改F等于螺距方法G95_rec
|
|
32. 31.更改螺旋下刀螺纹铣不走G02 G03方法让它走圆弧_rec
|
|
33. 32.程序头加入后处理时间与图档文件名_rec
|
|
34. 33.UG10.0后处理换刀后面添加刀具信息_rec
|
|
35. 34.UG10.0后处理添加软件理论加工时间到程序开头_rec
|
|
36. 35.后处理添加安全函数不给转速报警_rec
|
|
37. 36.后处理添加安全函数不给刀具号报警_rec
|
|
38. 37.侧铣头添加G17 G18 G19平面自动判断_rec
|
|
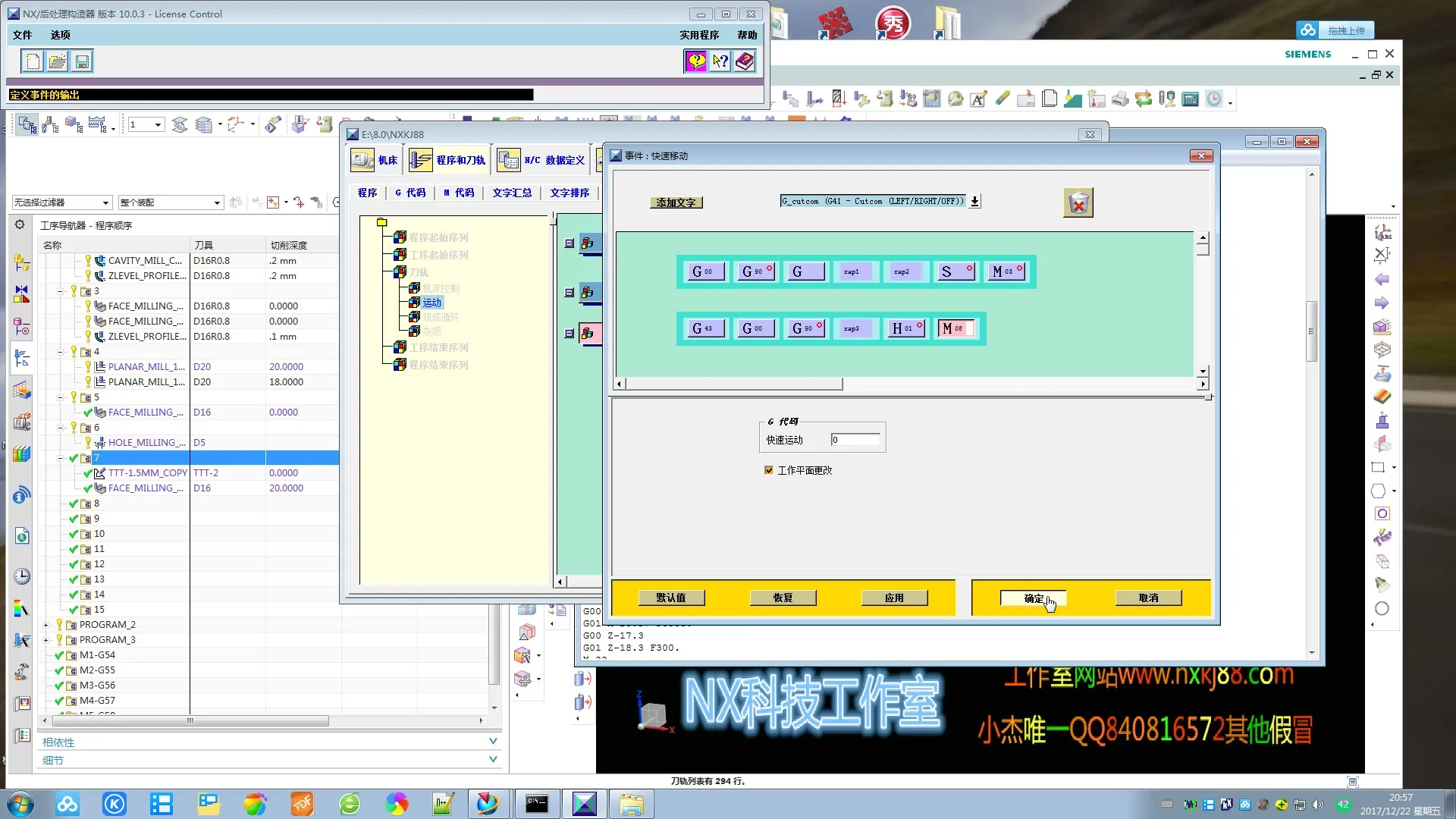
39. 38.侧铣头快速移动安全问题讲解及修改_rec
|
|
40. 39.侧铣头后处理安全高度不输出问题_rec
|
|
41. 40.侧铣头后处理G18G19平面不输出K解决办法_rec
|
|
42. 41.侧铣头解决G18G19平面螺纹铣同时输出IJK问题_rec
|
|
43. 42.侧铣头手动换刀制作方法_rec
|
— 目录到底啦,共计 43 个文件 —
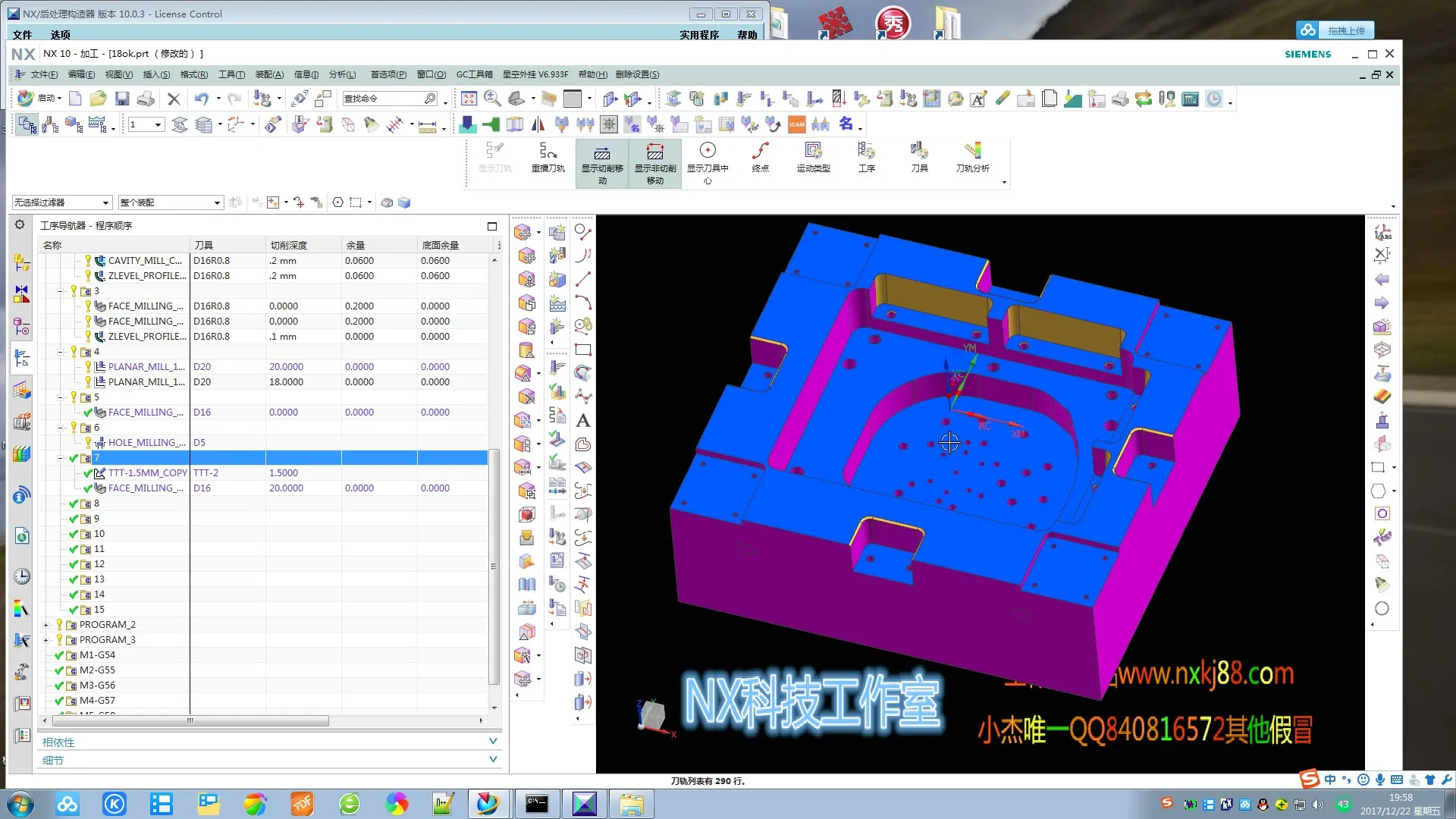
📺 实机操作画面预览
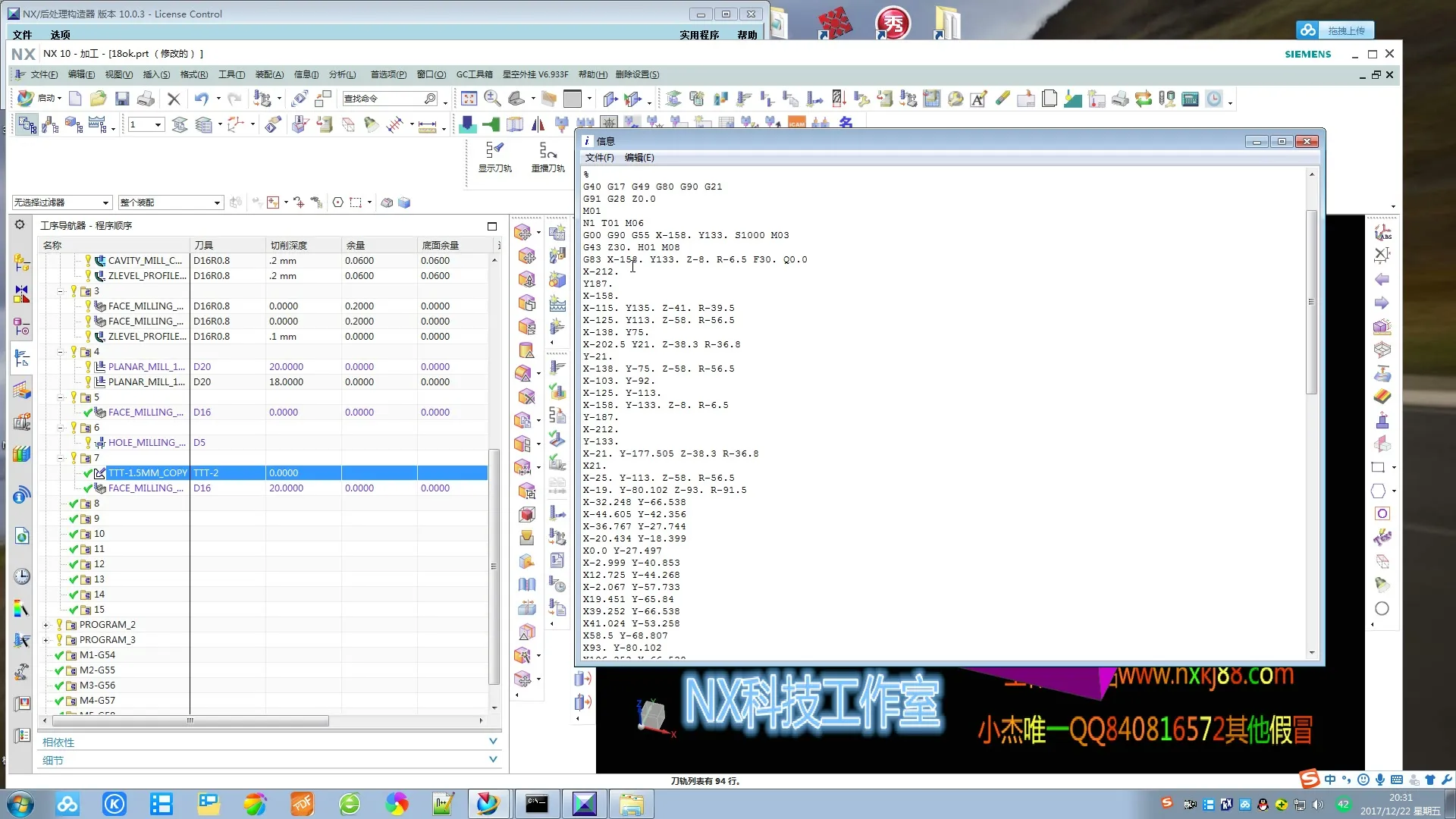
📸 截图选自: 认识UG10.0构造器_rec
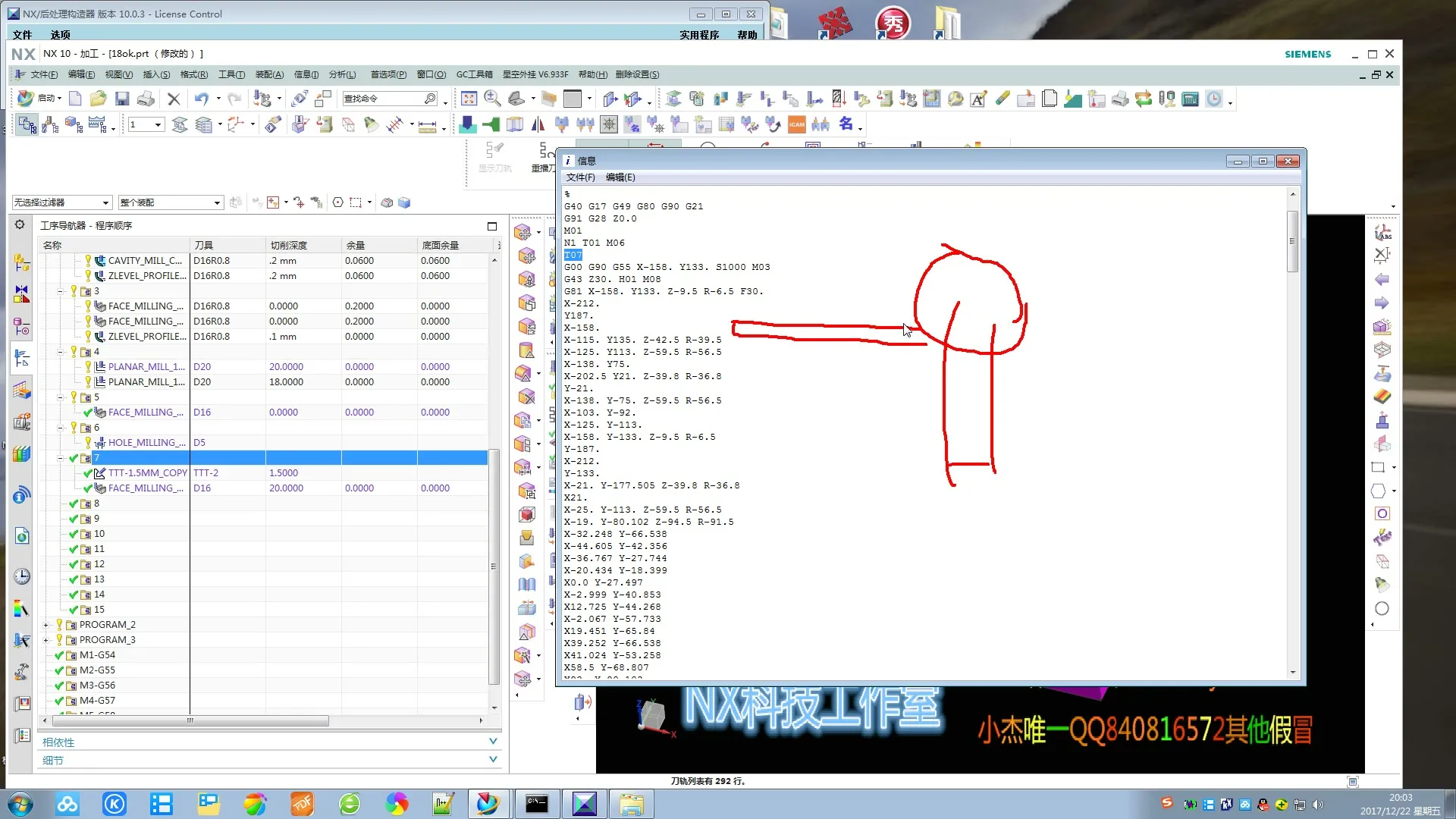
📸 截图选自: 程序结尾M02改成M30_rec
📸 截图选自: 程序结束前加G91 G28 Z0.0 G91 G28 Y0.0 _rec
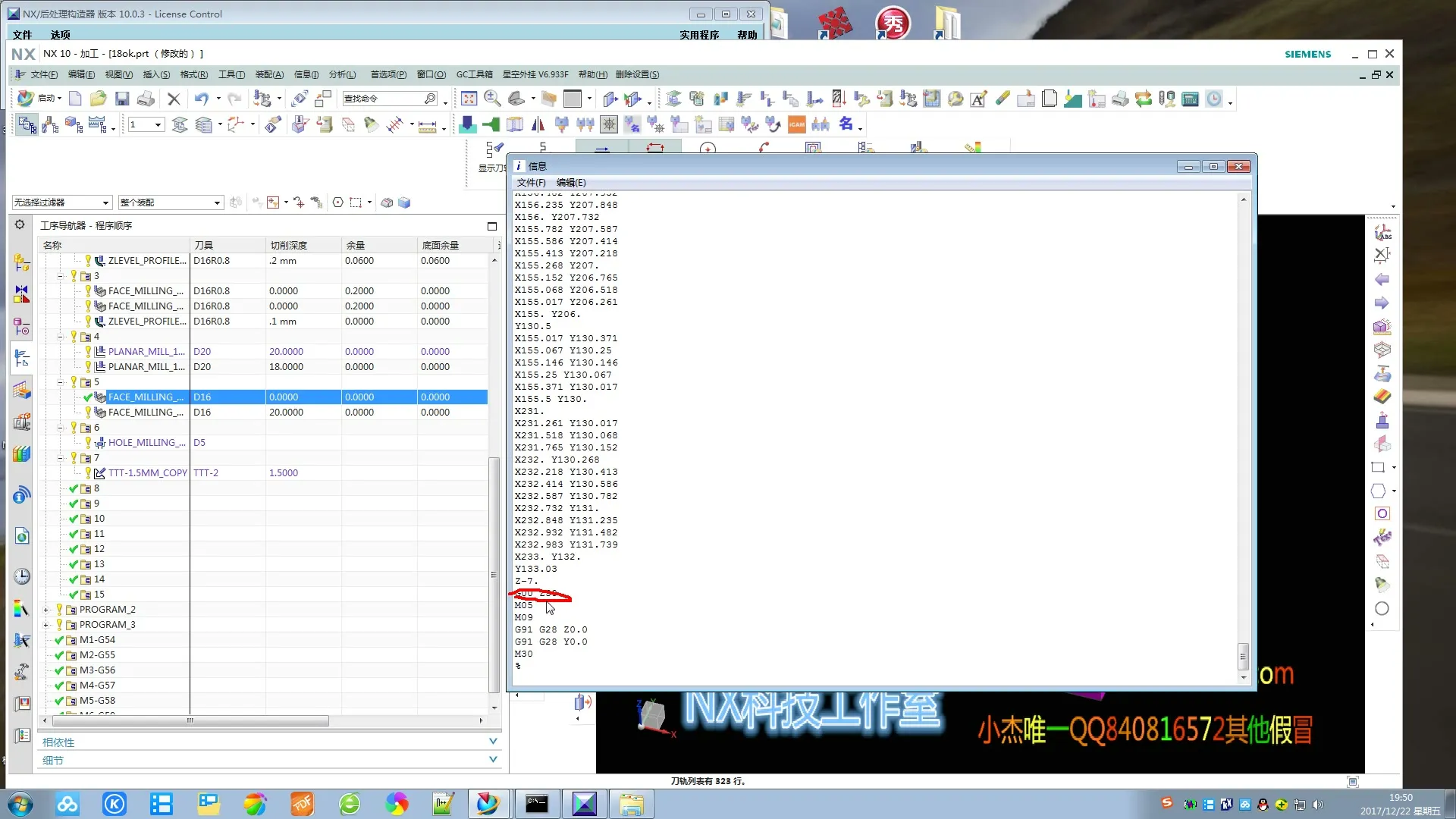
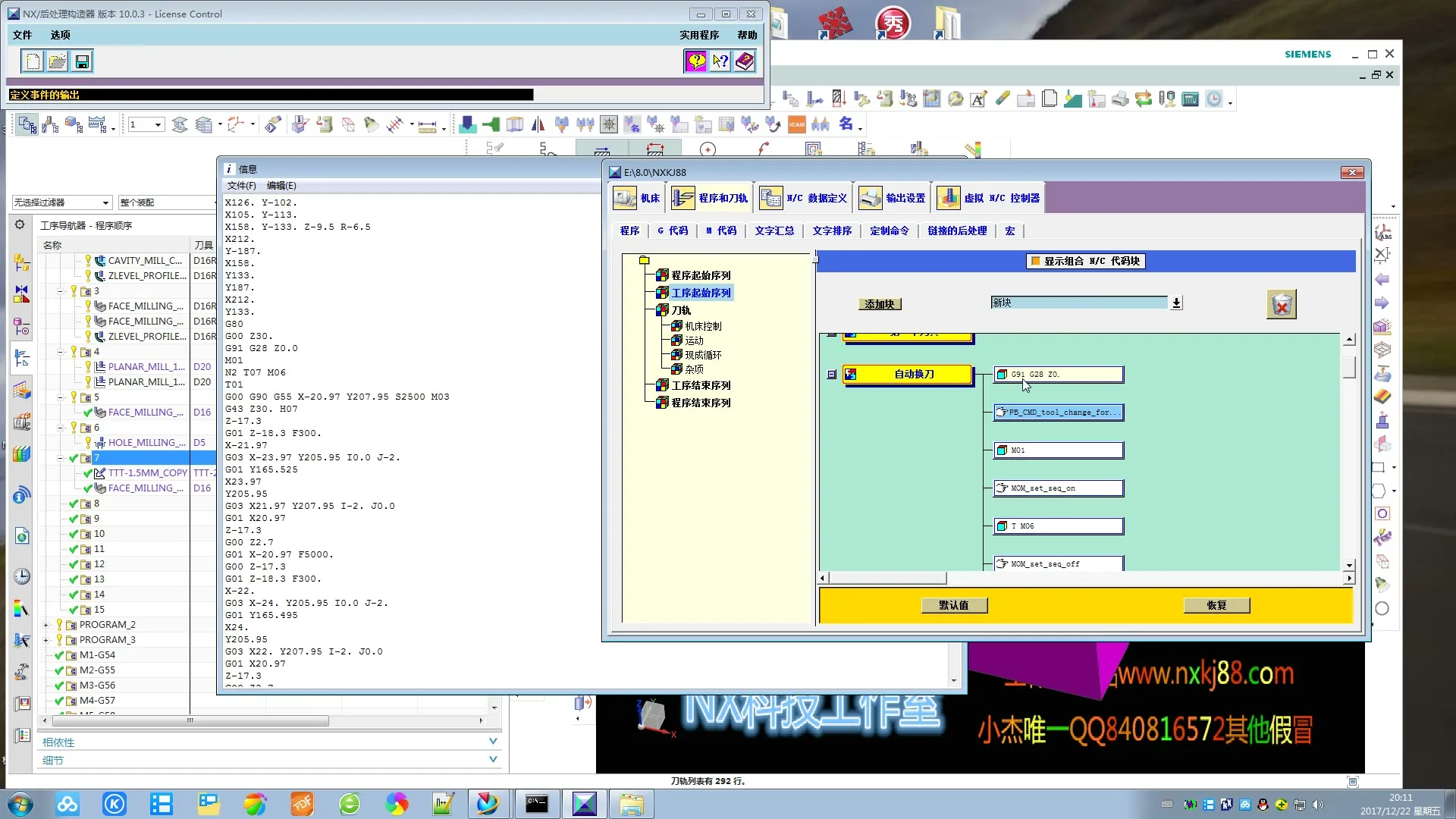
📸 截图选自: UG10.0后处理程序结尾加M05停主轴M09停水_rec
📸 截图选自: 后处理换刀前添加M01选择停止_rec
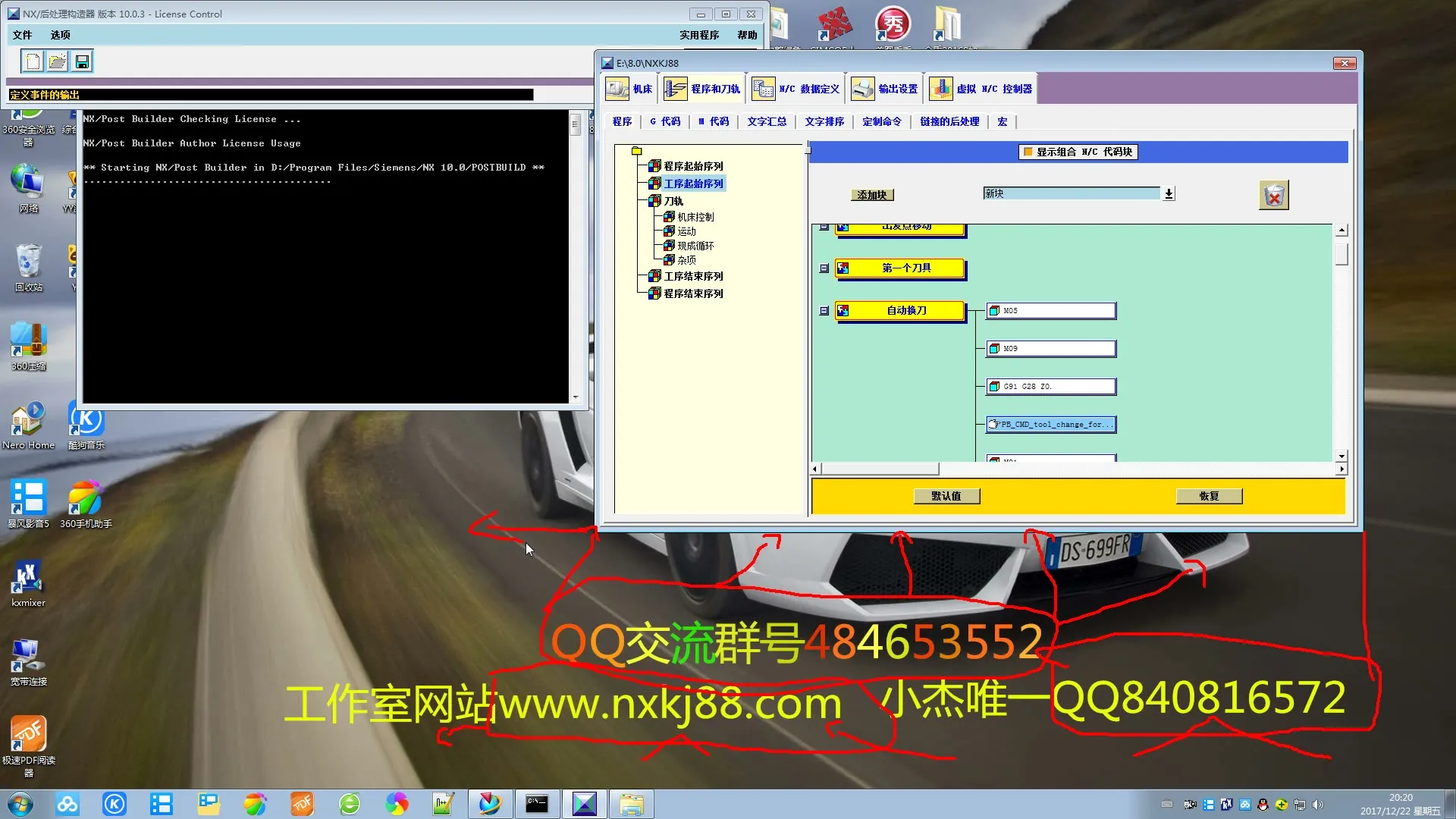
📸 截图选自: UG后处理预选刀删除和添加_rec
📸 截图选自: 后处理换刀前输出M05停主轴 M09停水停气_rec
📸 截图选自: 去掉程序头多余的M05停主轴M09停水_rec
📸 截图选自: 钻孔攻牙输出G98和G99以及强制输出G98_rec
📸 截图选自: 后处理解决换刀后不输出M08切削液开启问题_rec
🛠️ 核心干货提炼
侧铣头安全移动防撞策略
侧铣头在快速定位时,尤其是在复杂腔体内部,极易发生干涉。本教程深入剖析了如何修改后处理参数,确保侧铣头在非切削区域的移动路径绝对安全,规避因快速移动造成的潜在撞机风险。
G18G19平面与螺纹铣精准输出
针对侧铣头加工中G18/G19平面输出缺失或错误的问题,以及螺纹铣时IJK参数同步输出的难点,教程提供了详细的修改方案。这能让你的侧铣头程序在处理倾斜面、螺旋插补等复杂工艺时,G代码输出精准无误。
M代码与换刀逻辑优化定制
后处理不仅是G代码的转换,更是M代码与辅助功能的集成。本教程讲解了如何根据机床特性,灵活更改程序头M代码、程序结尾M30,并定制化手动换刀的流程,让后处理真正适应你的生产节拍。
💡 学习者 FAQ 解答
Q1: 为什么我的UG侧铣头后处理在快速移动时总是发出碰撞警告,甚至实际干涉?
A1: 这通常是由于后处理中对侧铣头安全高度或干涉避让逻辑处理不当造成的。需要检查快速移动的轴联动参数、安全平面定义以及侧铣头本身的物理干涉区设定,通过修改后处理,强制在特定区域抬刀或走安全路径来规避。
Q2: 在UG中使用侧铣头进行倾斜面加工时,G18或G19平面指令有时无法正常输出,这是什么原因?
A2: G18/G19平面指令的输出与后处理中对机床运动轴配置以及平面选择的逻辑紧密相关。多数情况下是构造器中未正确映射机床的辅助轴或平面定义,导致后处理无法识别并输出正确的加工平面指令,需要手动在后处理里添加或修正相关判断条件。
Q3: 侧铣头进行螺纹铣削时,如何确保IJK圆心矢量与G18/G19平面指令同时正确输出?
A3: 这是一个多轴后处理的常见难点。需要在后处理中同步处理圆弧插补的IJK参数和当前激活的加工平面。重点在于判断当前刀具轴矢量与加工平面的关系,并在圆弧输出时,动态调整IJK参数的计算逻辑,确保在G18或G19平面下,IJK值依然准确。
温馨提醒
本站所有资源都是通过百度网盘下载,请自备百度网盘账号








暂无评论内容