🔥 实战痛点解析
在实际生产中,一套高效稳定的后处理是数控编程的灵魂。很多新手甚至老手,面对UG/NX后处理的底层逻辑都摸不着头脑,遇到程序报错、输出异常或是机床动作不对劲,往往无从下手。不懂TCL脚本,就无法深度定制刀路输出,更别提优化效率和规避常见过切干涉。后处理的制作和调试,是实打实的硬功夫,搞不定就只能被动依赖,效率和质量都上不去。
📚 教程核心价值
硬核要点:本教程直击UG/NX后处理制作的深层奥秘,从基础框架搭建到高级TCL脚本应用,手把手拆解变量查找、机床控制、程序序列定制等核心环节。尤其针对后处理的错误排查和代码加密,提供了行之有效的解决方案,帮助编程工程师彻底掌握后处理的自主开发与优化能力,告别程序BUG,提升加工效率与安全性。
| 教程深度:高级实战 |
软件环境:UG/NX |
| 资源容量:3.06 GB |
适合人群:编程工程师、数控师傅、工艺工程师 |
|
⚠️ 排坑避雷:本教程基于 UG/NX 录制,请确保电脑安装了同等或更高版本的软件,否则将无法打开练习图档!
|
📋 完整实录目录
⬇️ 目录总计 97 节,点击展开全部详细目录 ⬇️
| 1. 01-什么是后处理 |
| 2. 02-后处理的安装和使用 |
| 3. 03-学后处理制作需要的软件介绍 |
| 4. 04-新建界面 |
| 5. 05-机床页面 |
| 6. 06-程序起始序列和程序结束序列 |
| 7. 07-工序起始序列 |
| 8. 08-机床控制 |
| 9. 09-运动 |
| 10. 10-现成循环 |
| 11. 11-工序结束序列 |
| 12. 12-G代码M代码页面 |
| 13. 13-文字汇总页面 |
| 14. 14-文字排序定制命令页面 |
| 15. 15-N-C数据定义页面 |
| 16. 16-输出设置页面 |
| 17. 17-TCL语言和MOM变量 |
| 18. 18-MOM_output_literal输出命令 |
| 19. 19-set和unset命令 |
| 20. 20-global命令 |
| 21. 21-MOM_force和MOM_suppress命 |
| 22. 22-MOM_do_template命令 |
| 23. 23-expr命令 |
| 24. 24-incr命令 |
| 25. 25-if命令 |
| 26. 26-运算符 |
| 27. 27-infoexists命令 |
| 28. 28-return命令 |
| 29. 29-MOM_abort命令 |
| 30. 30-MOM_output_to_listing_device命令 |
| 31. 31-format命令 |
| 32. 32-switch命令 |
| 33. 33-for命令 |
| 34. 34-while命令 |
| 35. 35-MOM_open_output_file命令 |
| 36. 36-open命令 |
| 37. 37-open命令(2) |
| 38. 38-exec命令 |
| 39. 39-clock命令 |
| 40. 40-程序头输出当前时间_部件完整路径_NC文件名和结尾加工时间 |
| 41. 41-转速S检测_进给F检测_刀号检测 |
| 42. 42-刀具号自动设置 |
| 43. 43-换刀前加行号 |
| 44. 44-换刀前加行号-跟刀号不在一行 |
| 45. 45-刀补强制每个G41_G42后有D值 |
| 46. 46-程序有长度补偿H和半径补偿D正常输出_没有强制刀具号T相同 |
| 47. 47-快速G01模式输出长度补正 |
| 48. 48-每把刀余量信息输出 |
| 49. 49-换刀出输出刀具信息 |
| 50. 50-T型刀输出报警解决 |
| 51. 51-多工序换刀前才会输出M5M9 |
| 52. 52-跳过锁定刀路 |
| 53. 53-程序输出G54-G59和G54_1P1-G54_1P48 |
| 54. 54-自定义攻丝Q值_M29_F值 |
| 55. 55-钻孔取消重复的XY数据 |
| 56. 56-输出NC文件到固定目录 |
| 57. 57-后处理完成后自动打开CIMCOEdit打开NC文件查看打开N |
| 58. 58-输出最短刀长数值 |
| 59. 59-整圆输出IJ_非整圆输出R |
| 60. 60-螺旋输出圆弧代码 |
| 61. 61-调整切削F最大值 |
| 62. 62-程序头输出加工时间 |
| 63. 63-程序头输出加工时间 |
| 64. 64-程序头支持中文方法__启根教育 |
| 65. 65-输出每把刀的最大值和最小值及加工时间 |
| 66. 66-在换刀出输出每把刀的最大值和最小值及加工时间 |
| 67. 67-NC程序头刀具单对齐__启根教育 |
| 68. 68-用户配置文件快速自定义后处理__启根教育 |
| 69. 69-后处理使用次数限制 |
| 70. 70-后处理使用时间_用户名_电脑名限制 |
| 71. 71-侧铣后处理程序开始时的加工调整 |
| 72. 72-侧铣后处理程序描述 |
| 73. 73-四轴后处理机床界面设置 |
| 74. 74-四轴后处理就近旋转和非就近旋转后处理设置 |
| 75. 75-四轴3+1后处理制作 |
| 76. 76-四轴移刀卡顿解决_去除多余角度(方法1) |
| 77. 77-四轴移刀卡顿解决_去除多余角度(方法2) |
| 78. 78-四轴后处理自动锁轴和松轴 |
| 79. 79-四轴B轴后处理制作 |
| 80. 80-判断是不是4轴程序 |
| 81. 81-判断是不是4轴程序_选择性输出 |
| 82. 82-五轴后处理机床界面设置 |
| 83. 83-BC轴5轴后处理制作_启根教育 |
| 84. 84-BC轴5轴后处理VT测试_启根教育 |
| 85. 85-五轴3+2和联动后处理制作_启根教育 |
| 86. 86-五轴球形移动去多余角度_启根教育 |
| 87. 87-五轴M锁旋转轴做法_启根教育 |
| 88. 88-五轴支持RTCP刀尖跟随定轴G68_2和G53_1 |
| 89. 89-五轴支持RTCP刀尖跟随联动G43_4正确输出 |
| 90. 90-五轴旋转轴超行程抬刀操作_启根教育 |
| 91. 91-五轴旋转轴超行程报警提示修改程序做法 |
| 92. 92-海德汉数控系统_启根教育 |
| 93. 93-如何快速找到后处理制作各种错误 |
| 94. 94-如何去找想要的变量 |
| 95. 95-用tclpro加密部分tcl文件代码 |
| 96. 96-用tclpro加密tcl整个文件 |
| 97. 97-S值为正时输出M03_S值为负是输出M04 |
📺 实机操作画面预览
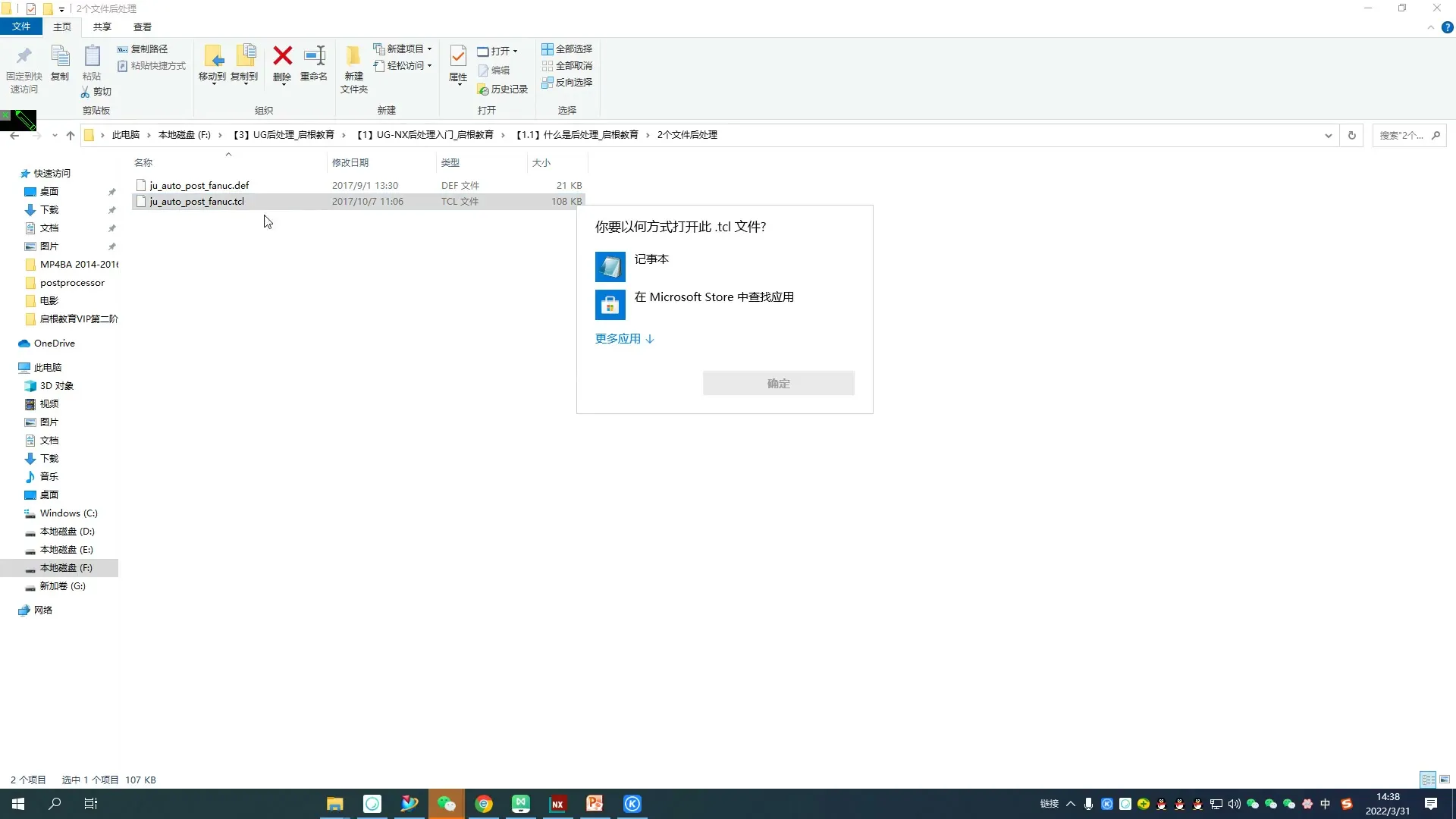
📸 截图选自: 什么是后处理
📸 截图选自: 后处理的安装和使用
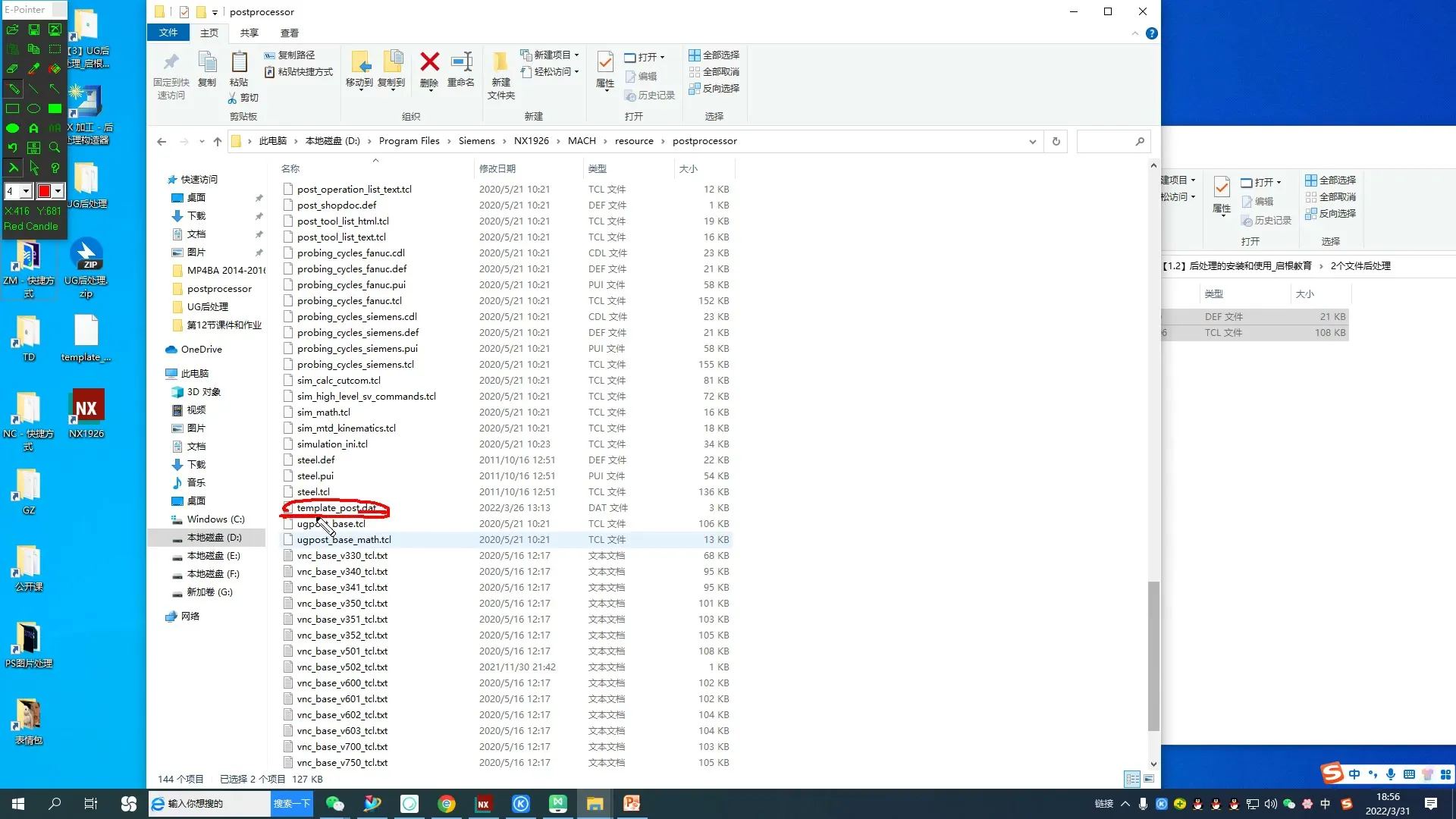
📸 截图选自: 学后处理制作需要的软件介绍
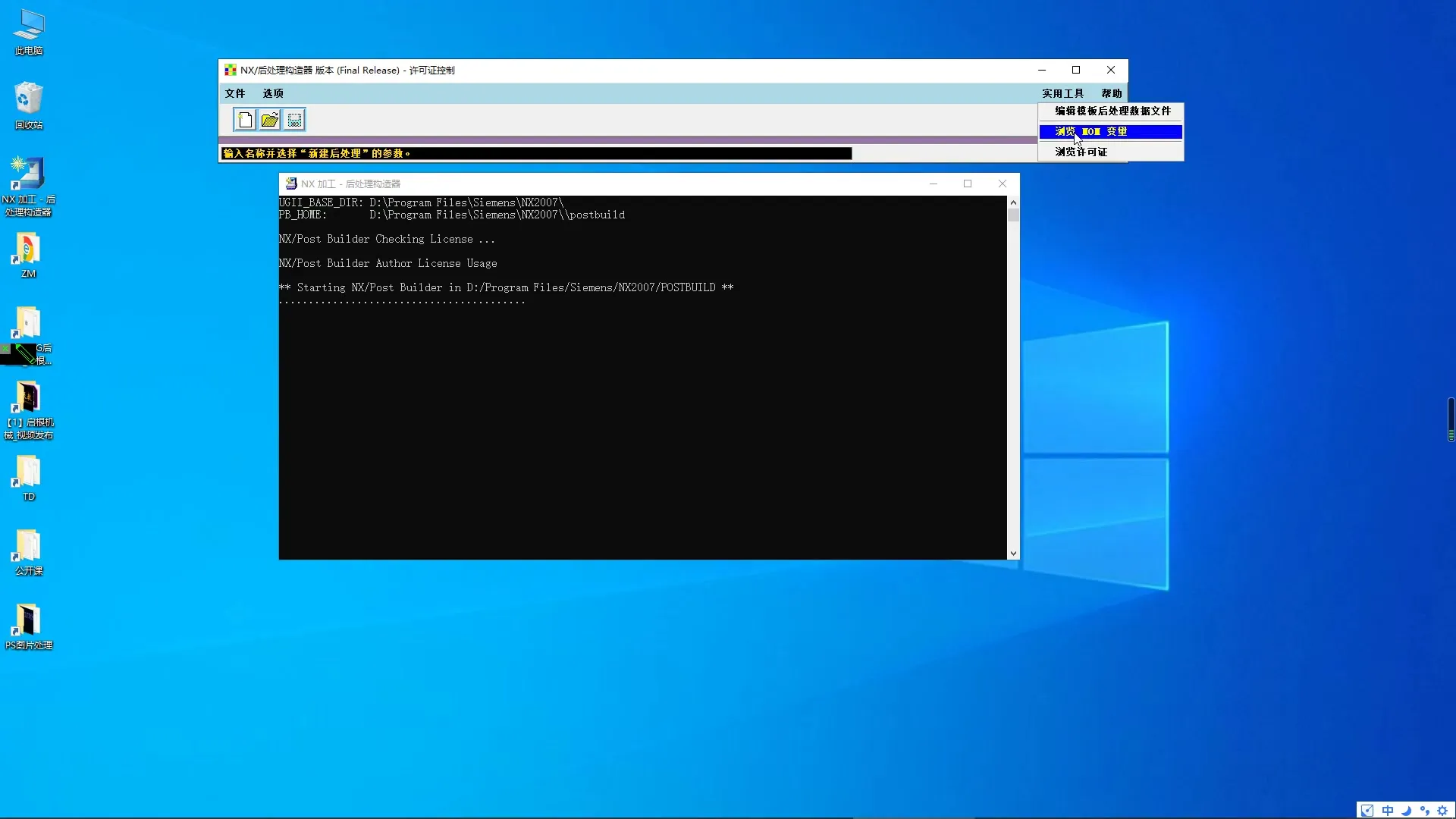
📸 截图选自: 新建界面
📸 截图选自: 机床页面
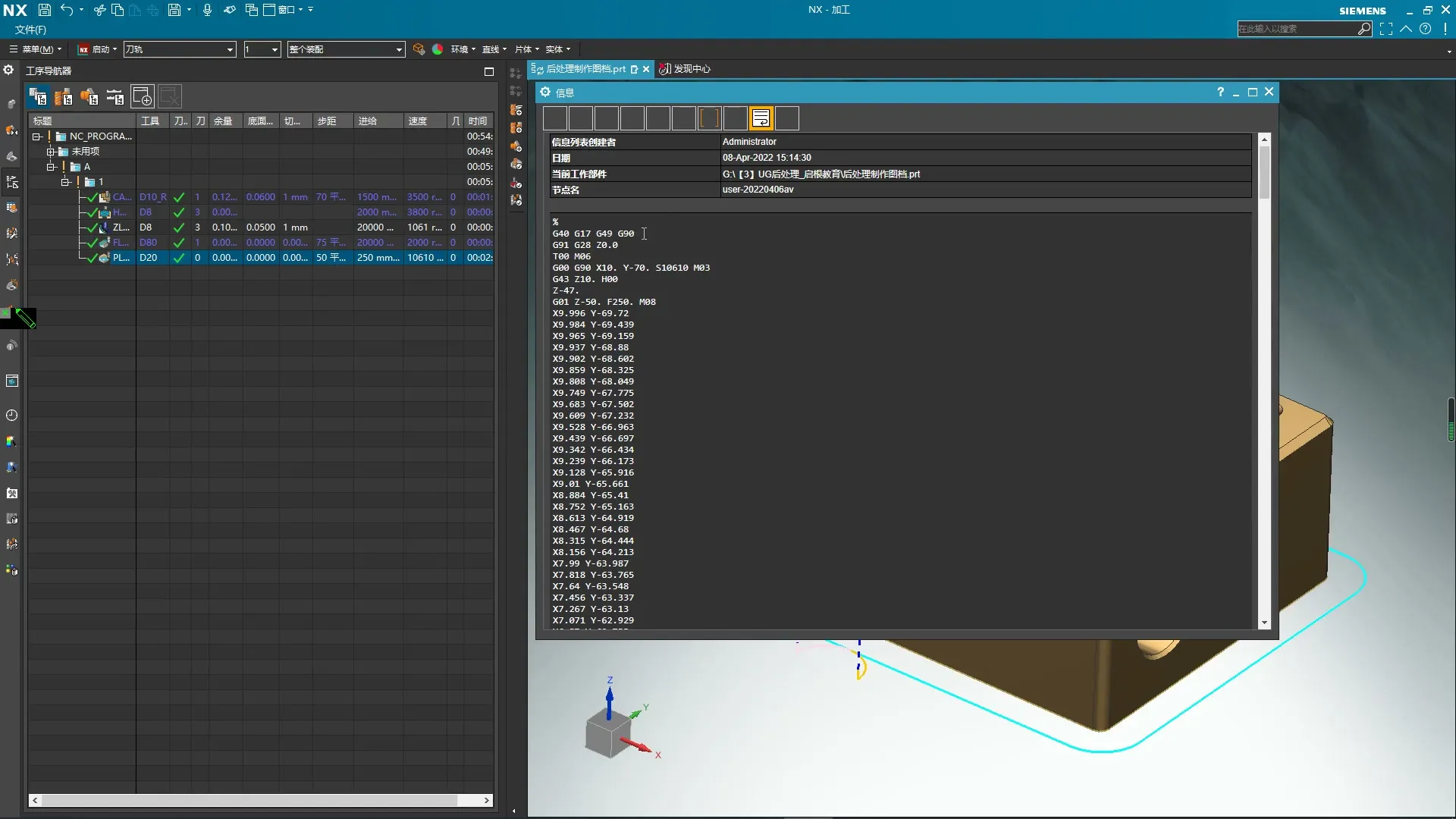
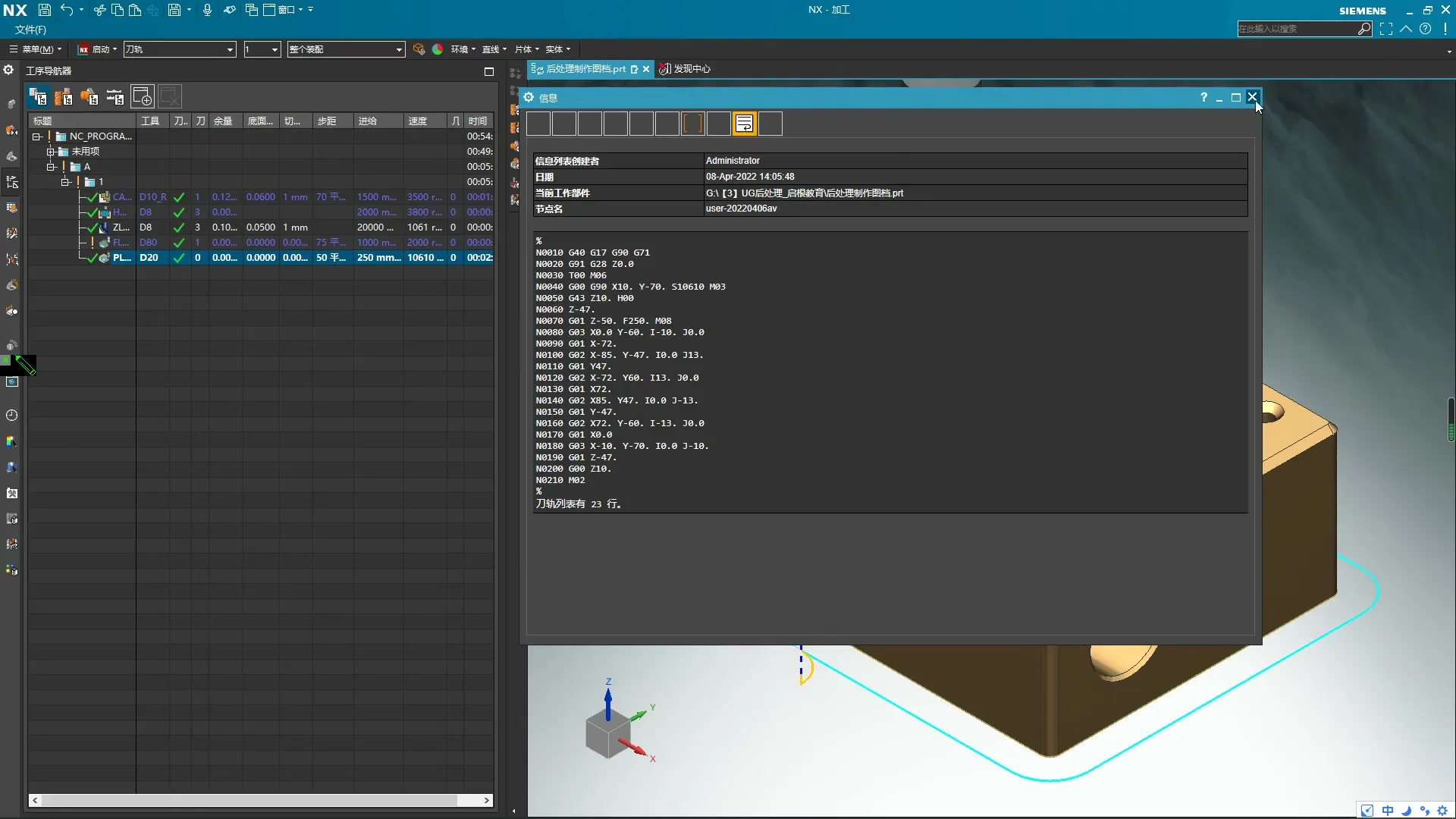
📸 截图选自: 程序起始序列和程序结束序列
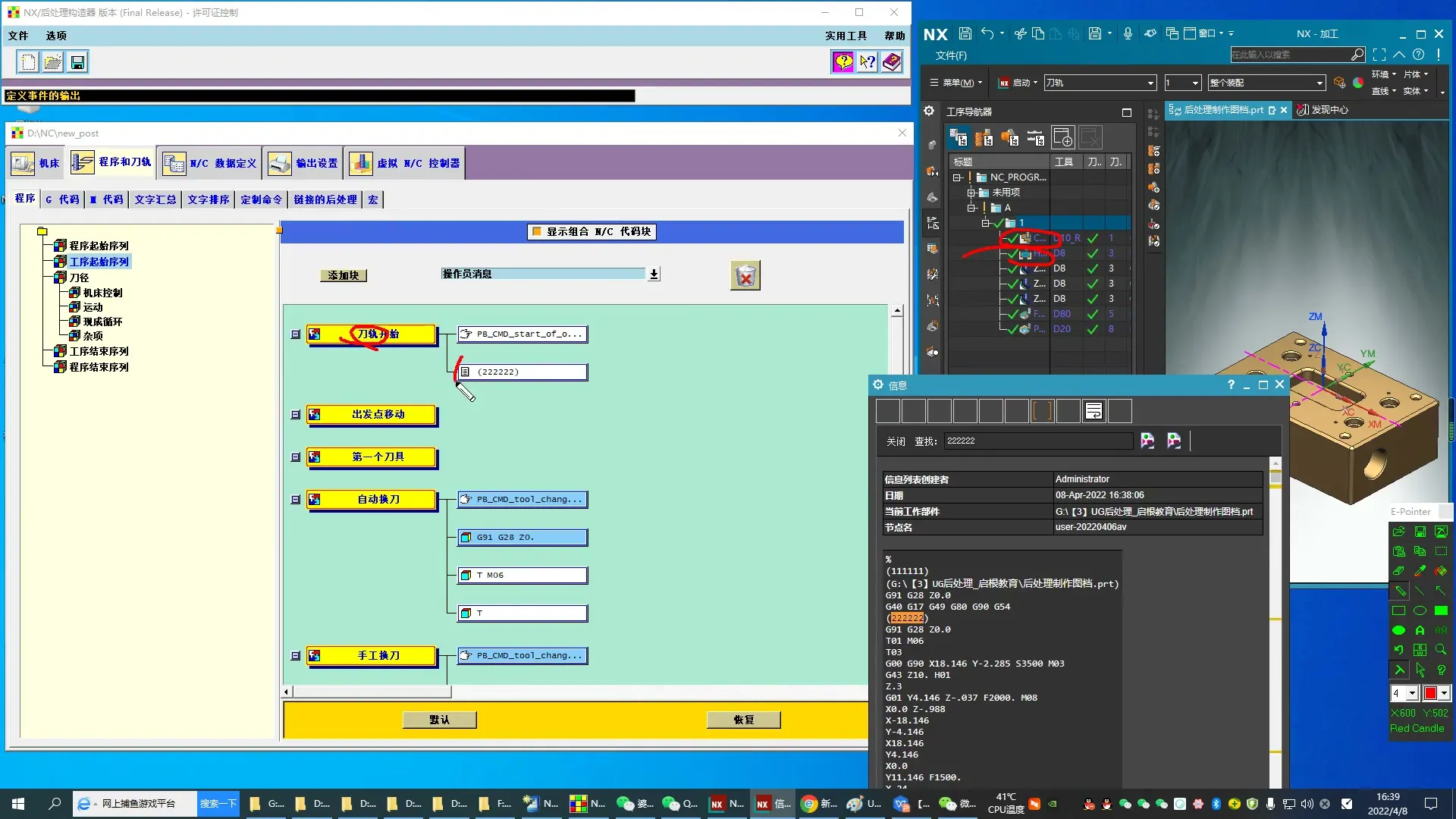
📸 截图选自: 工序起始序列
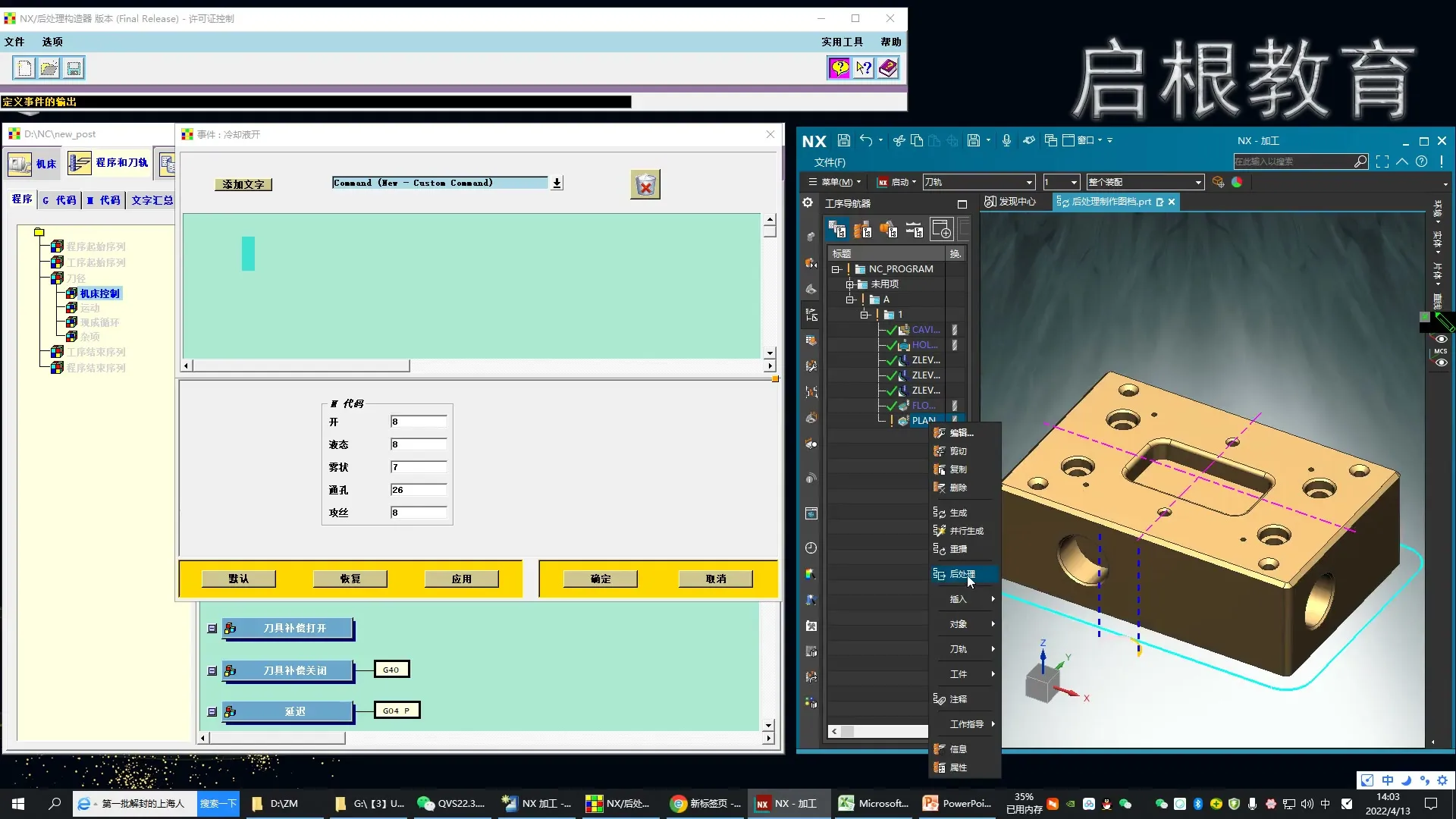
📸 截图选自: 机床控制
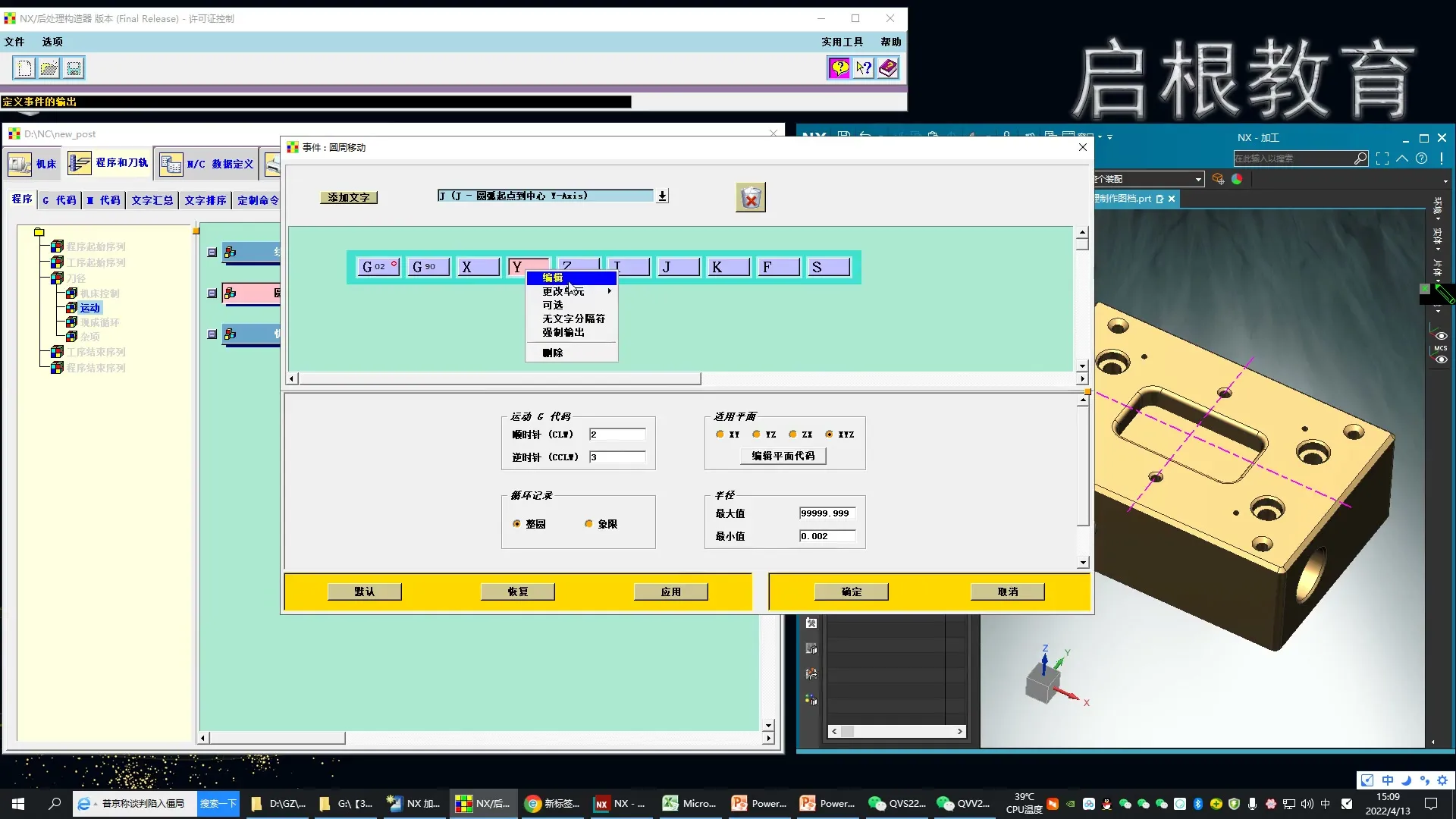
📸 截图选自: 运动
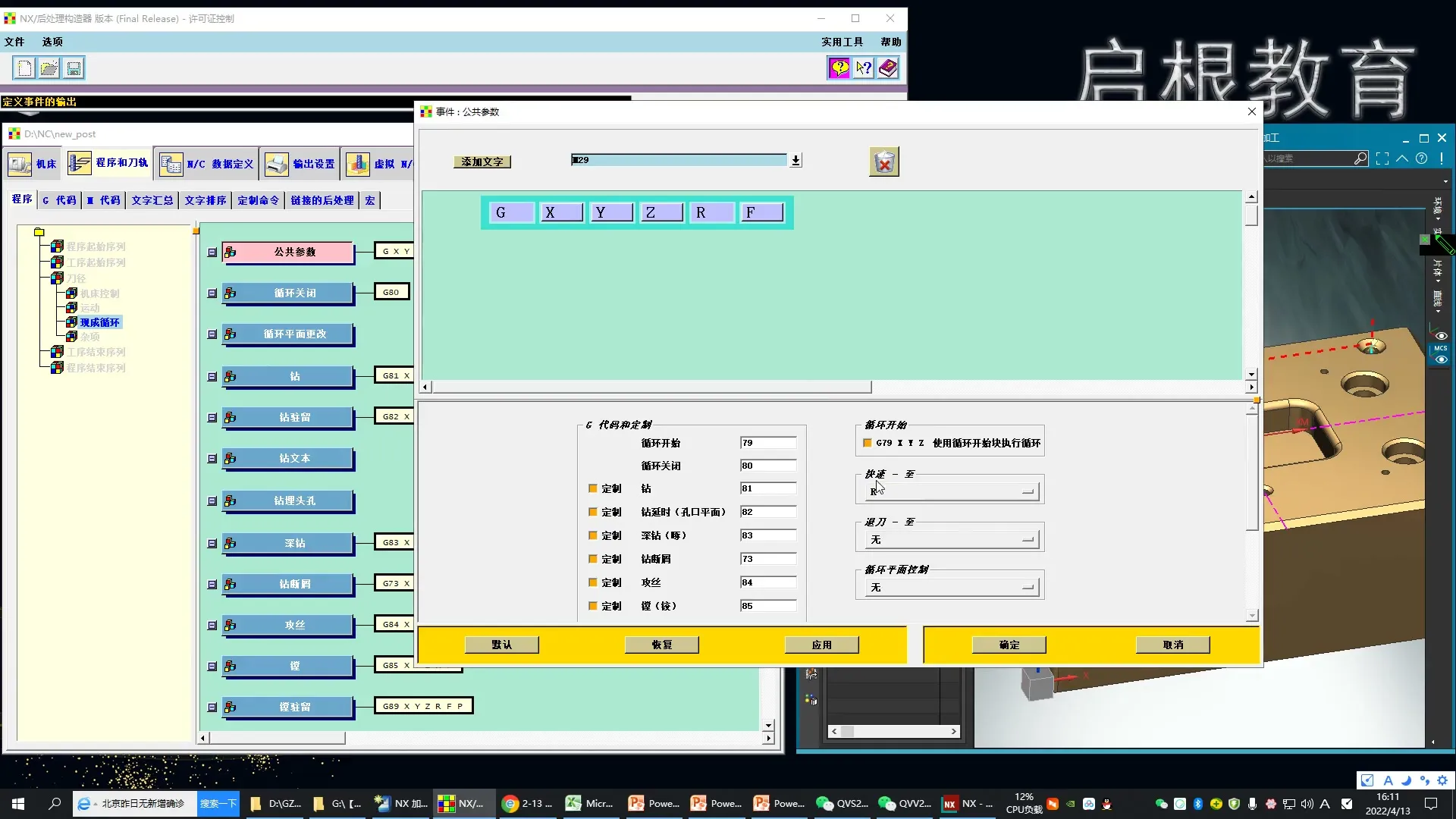
📸 截图选自: 现成循环
🛠️ 核心干货提炼
后处理错误快速排查与修正
实战中,后处理输出的NC代码常有各种意想不到的错误,导致机床报警甚至撞机。掌握快速定位并修正这些错误的方法,是保障加工安全和效率的关键。本教程提供了系统的排查思路和技巧,让你面对复杂报错也能从容应对。
TCL脚本变量查找与高效应用
TCL脚本是UG/NX后处理的灵魂,其核心在于灵活运用各类变量来控制NC代码输出。理解变量的生成逻辑、查找方法及实战应用,能让你精准定制M代码、S值、进给率等,实现真正的个性化后处理。
后处理TCL文件代码加密策略
为了保护自主开发的后处理知识产权,或防止未经授权的修改,对TCL文件进行加密是必要的。本教程详细讲解了如何利用TCLPRO工具对部分或整个TCL代码进行加密,确保你的定制成果安全可靠。
💡 学习者 FAQ 解答
Q1: UG/NX后处理制作中,如何确保生成的NC代码没有过切或碰撞风险?
A1: 规避过切和碰撞,关键在于对刀路进退刀、G00/G01的切换以及机床运动序列的精准控制。在后处理中,需要通过TCL脚本对这些运动指令进行严格的逻辑判断和参数输出优化,比如限制快速定位的Z轴安全高度,或者在特定区域强制使用G01进给。
Q2: 针对不同型号的数控机床,如何快速适配和调整后处理的M指令与S值输出?
A2: 针对不同机床的M指令和S值差异,通常需要在后处理的“机床控制”和“程序序列”部分进行配置。TCL脚本允许你通过条件判断,根据机床类型或用户选择来输出不同的M03/M04(主轴正反转)或对S值进行限幅处理。关键在于定义好变量和逻辑,实现动态适配。
Q3: 对TCL文件进行加密后,后期如果需要修改或调试,会不会变得非常困难?
A3: 合理的加密并不会给后期调试带来不可逾越的障碍。通常,我们会选择性加密核心逻辑部分,而将调试和配置相关的参数保留为明文。更重要的是,加密前务必保留原始的非加密版本,方便随时解密修改,再重新加密发布,这才是规范的流程。
温馨提醒
本站所有资源都是通过百度网盘下载,请自备百度网盘账号







暂无评论内容