🔥 实战痛点解析
很多新手在UG NX后处理制作上总觉得无从下手,一遇到机床换控制器型号就抓瞎。不是G代码格式对不上,就是宏程序调用出错,更别提像Fanuc、西门子、海德汉这些主流系统的差异化处理,经常导致程序跑飞或者报警。尤其是在调试G代码时,一个小小的变量逻辑错误就能让人加班到头秃。这不单单是语法问题,更是对机床运行逻辑和后处理构造器深层机制的理解不到位。
📚 教程核心价值
硬核要点:本套教程深入剖析UG NX 12.0三轴后处理的底层逻辑,从入门体验到构造器各页面功能详解,再到核心系统变量的运用,手把手教你定制Fanuc 0iMD、Siemens 840D以及Heidenhain i530三大主流数控系统的后处理。通过实战案例,掌握后处理调试技巧,规避常见的G代码输出错误,实现刀路程序的精准适配,让你的机床不再挑程序,有效提升加工效率和程序的稳定度。
| 教程深度:高级实战 |
软件环境:UGnx 12.0 |
| 资源容量:7.61 GB |
适合人群:数控编程师、机床操作员、工艺工程师 |
|
⚠️ 排坑避雷:本教程基于 UGnx 12.0 录制,请确保电脑安装了同等或更高版本的软件,否则将无法打开练习图档!
|
📋 完整实录目录
⬇️ 目录总计 71 节,点击展开全部详细目录 ⬇️
| 1. 2、1.1NX后处理入门体验 |
| 2. 3、1.1NX后处理入门体验 |
| 3. 4、1.2NX后处理构造器各页面简介 |
| 4. 5、1.2NX后处理构造器各页面简介 |
| 5. 6、1.2NX后处理构造器各页面简介 |
| 6. 7、1.2NX后处理构造器各页面简介 |
| 7. 8、1.2NX后处理构造器各页面简介 |
| 8. 9、1.3.NX后处理构造器特殊颜色符号介绍 |
| 9. 10、1.4NX后处理常用系统变量名 |
| 10. 11、1.4NX后处理常用系统变量名 |
| 11. 12、1.5NX后处理编辑复制粘贴问题 |
| 12. 13、2.1程序头相关设置 |
| 13. 14、2.1程序头相关设置 |
| 14. 15、2.2操作头相关设置 |
| 15. 16、2.2操作头相关设置 |
| 16. 17、2.2操作头相关设置 |
| 17. 18、2.3程序组相关设置 |
| 18. 19、2.3程序组相关设置 |
| 19. 20、2.4加工坐标系G54相关设置 |
| 20. 21、2.4加工坐标系G54相关设置 |
| 21. 22、2.4加工坐标系G54相关设置 |
| 22. 23、2.4加工坐标系G54相关设置 |
| 23. 24、2.5行号相关设置 |
| 24. 25、2.5行号相关设置 |
| 25. 26、2.5行号相关设置 |
| 26. 27、2.5行号相关设置 |
| 27. 28、2.6刀具相关设置 |
| 28. 29、2.6刀具相关设置 |
| 29. 30、2.6刀具相关设置 |
| 30. 31、2.6刀具相关设置 |
| 31. 32、2.6刀具相关设置 |
| 32. 33、2.6刀具相关设置 |
| 33. 34、2.7刀补相关设置 |
| 34. 35、2.7刀补相关设置 |
| 35. 36、2.7刀补相关设置 |
| 36. 37、2.7刀补相关设置 |
| 37. 38、2.7刀补相关设置 |
| 38. 39、2.7刀补相关设置 |
| 39. 40、2.7刀补相关设置 |
| 40. 41、2.8主轴相关设置 |
| 41. 42、2.8主轴相关设置 |
| 42. 43、2.8主轴相关设置 |
| 43. 44、2.9运动类型相关设置-直线与圆弧运动 |
| 44. 45、2.9运动类型相关设置-直线与圆弧运动 |
| 45. 46、2.9运动类型相关设置-直线与圆弧运动 |
| 46. 47、2.9运动类型相关设置-直线与圆弧运动 |
| 47. 48、2.9运动类型相关设置-直线与圆弧运动 |
| 48. 49、2.9运动类型相关设置-直线与圆弧运动 |
| 49. 50、2.9运动类型相关设置-螺旋运动 |
| 50. 51、2.9运动类型相关设置-螺旋运动 |
| 51. 52、2.9运动类型相关设置-螺旋运动 |
| 52. 53、2.9运动类型相关设置-螺旋运动 |
| 53. 54、2.9运动类型相关设置-钻孔循环运动 |
| 54. 55、2.9运动类型相关设置-钻孔循环运动 |
| 55. 56、2.9运动类型相关设置-钻孔循环运动 |
| 56. 57、2.9运动类型相关设置-钻孔循环运动 |
| 57. 58、2.9运动类型相关设置-钻孔循环运动 |
| 58. 59、2.9运动类型相关设置-钻孔循环运动 |
| 59. 60、2.9运动类型相关设置-钻孔循环运动 |
| 60. 61、2.9运动类型相关设置-钻孔循环运动 |
| 61. 62、2.10进给率相关设置 |
| 62. 63、2.11操作结束相关设置 |
| 63. 64、2.12程序尾相关设置 |
| 64. 65、2.13安全保护报警相关设置 |
| 65. 66、2.13安全保护报警相关设置 |
| 66. 67、2.14其他杂项技巧设置 |
| 67. 68、2.14其他杂项技巧设置 |
| 68. 69、2.14其他杂项技巧设置 |
| 69. 70、3.1三轴Fanuc_0iMD系统后处理制作 |
| 70. 71、3.2三轴Siemens_840D系统后处理制作 |
| 71. 72、3.3三轴Heidenhain__I530系统后处理制作 |
📺 实机操作画面预览
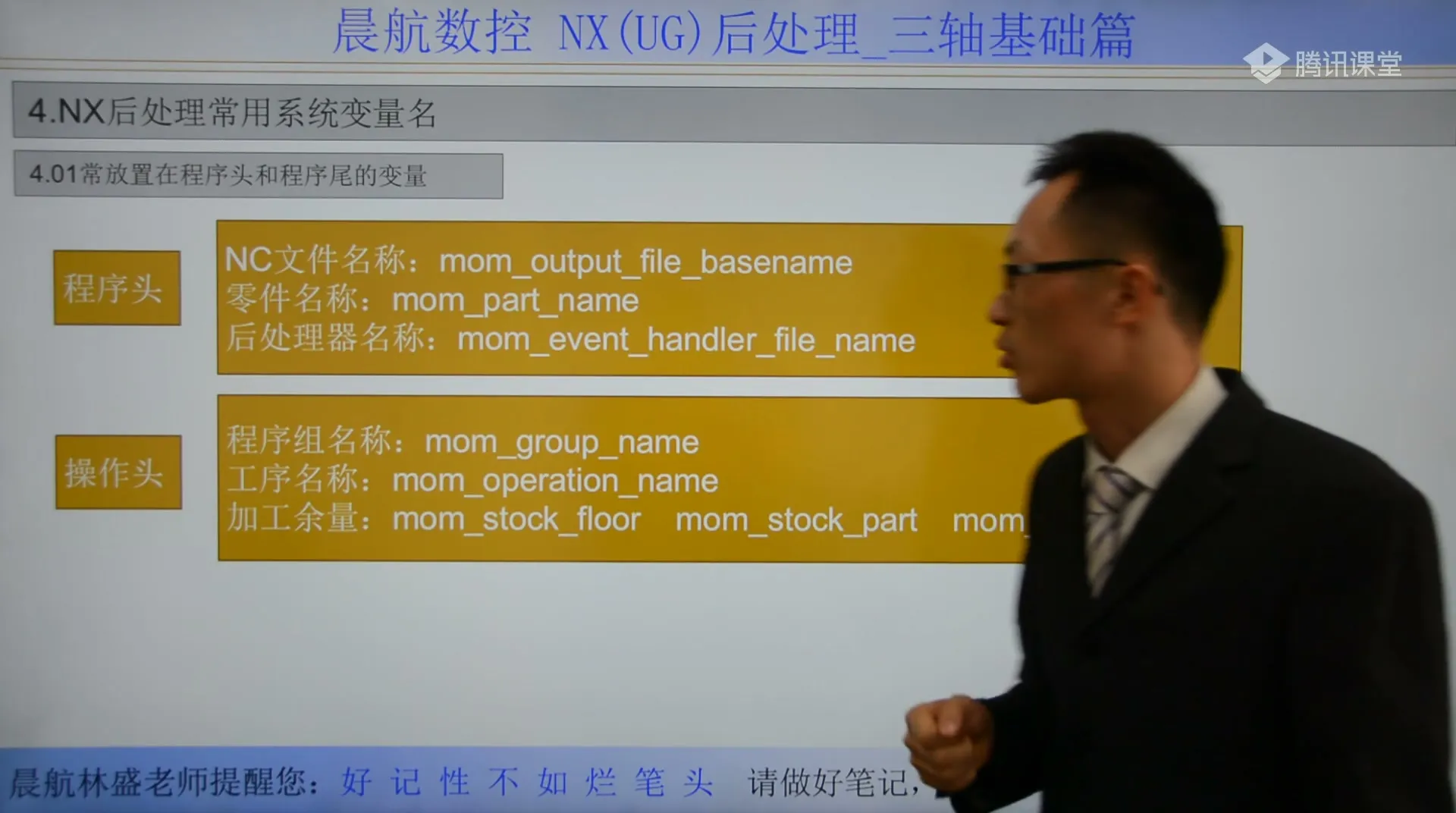
📸 截图选自: NX后处理常用系统变量名
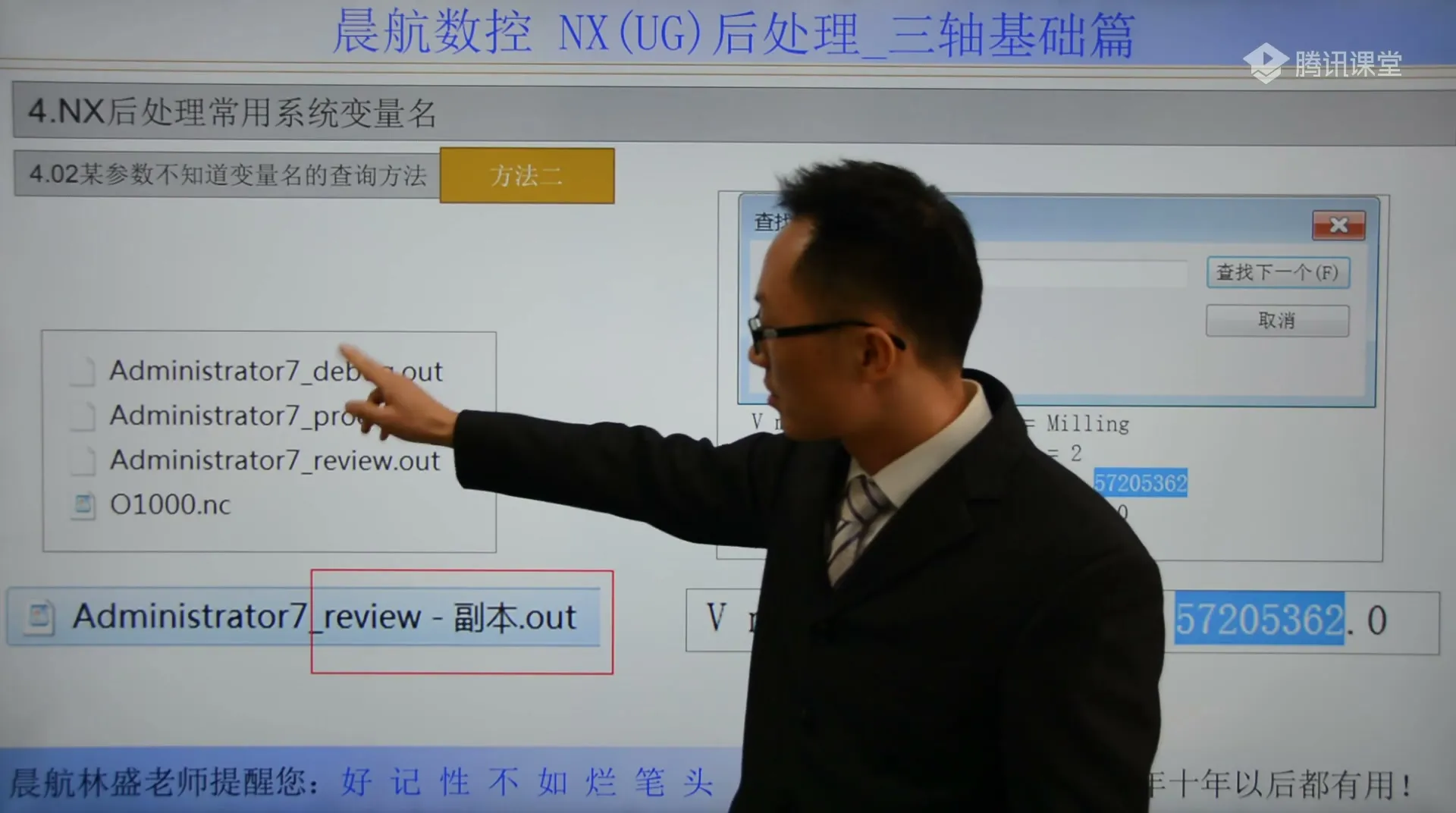
📸 截图选自: NX后处理常用系统变量名
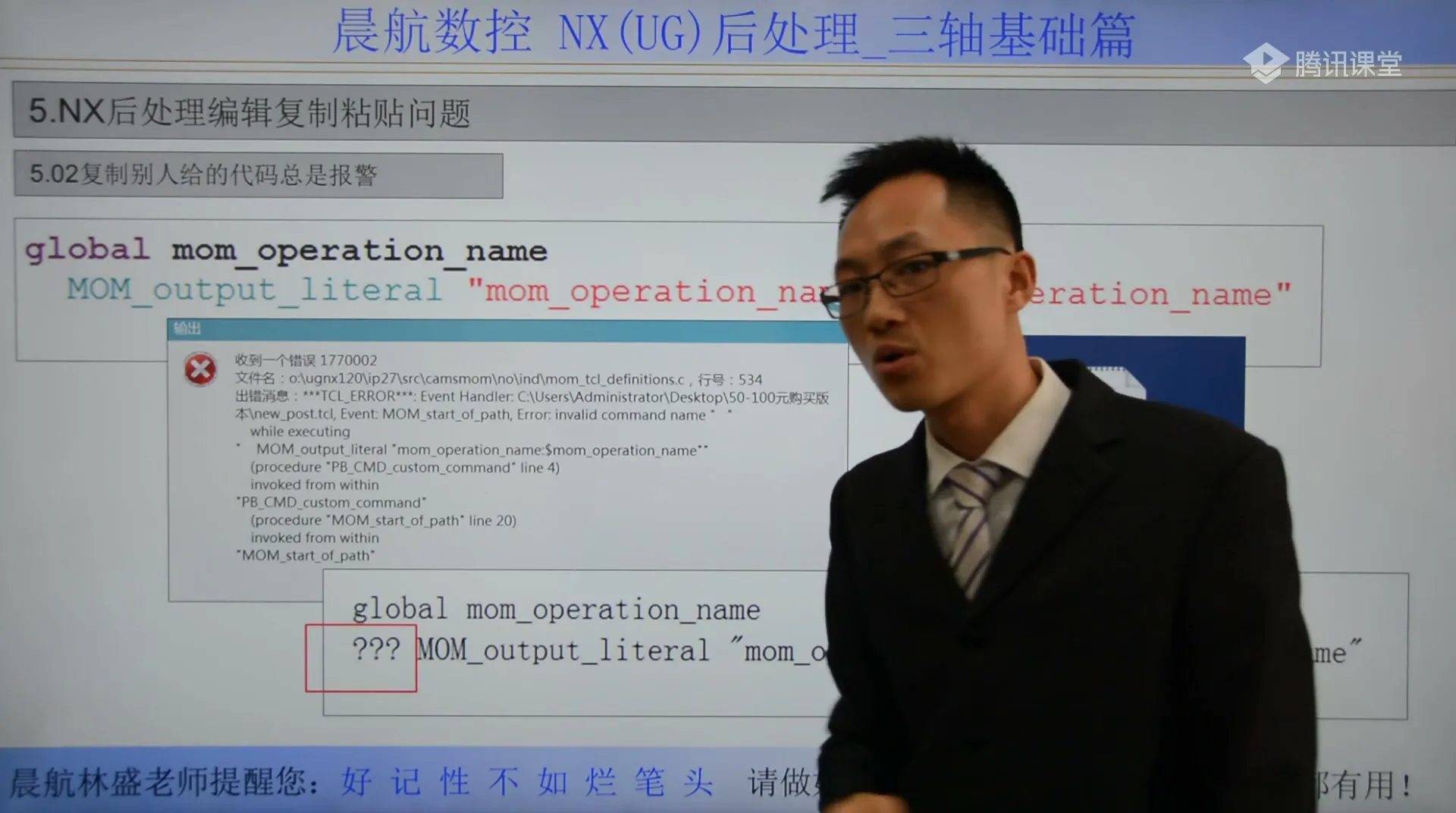
📸 截图选自: NX后处理编辑复制粘贴问题
📸 截图选自: 程序头相关设置
📸 截图选自: 程序头相关设置
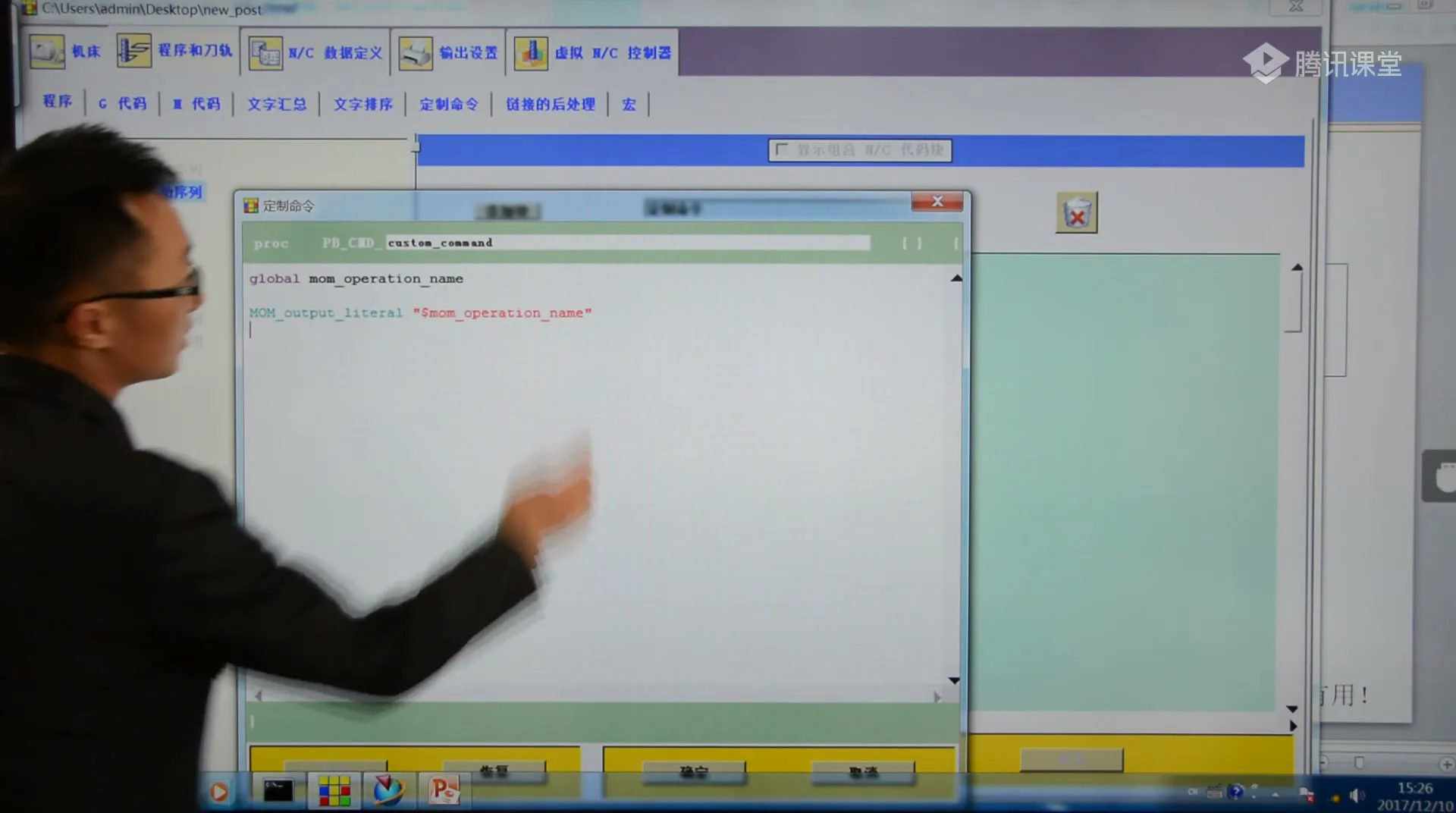
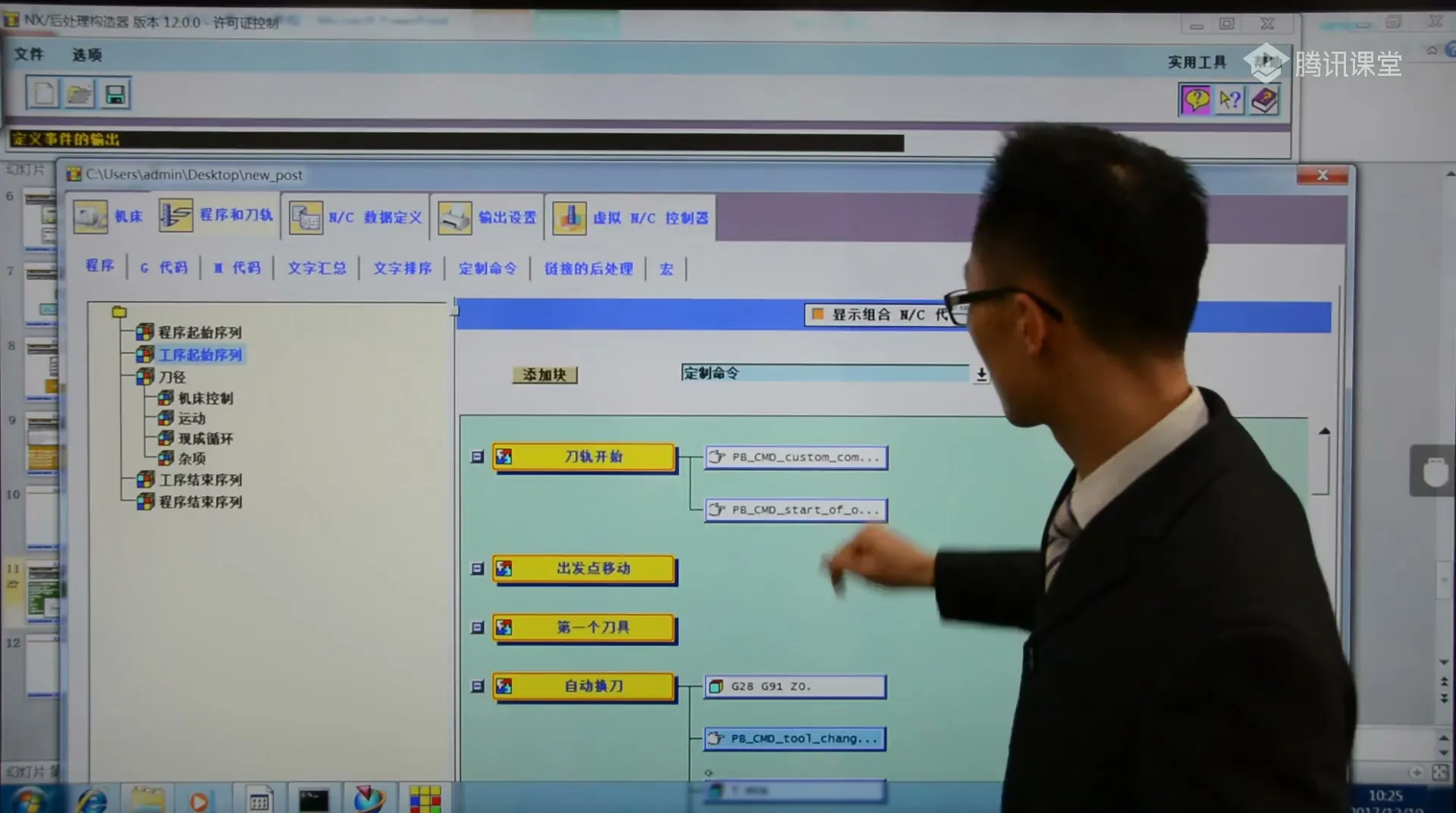
📸 截图选自: 操作头相关设置
📸 截图选自: 操作头相关设置
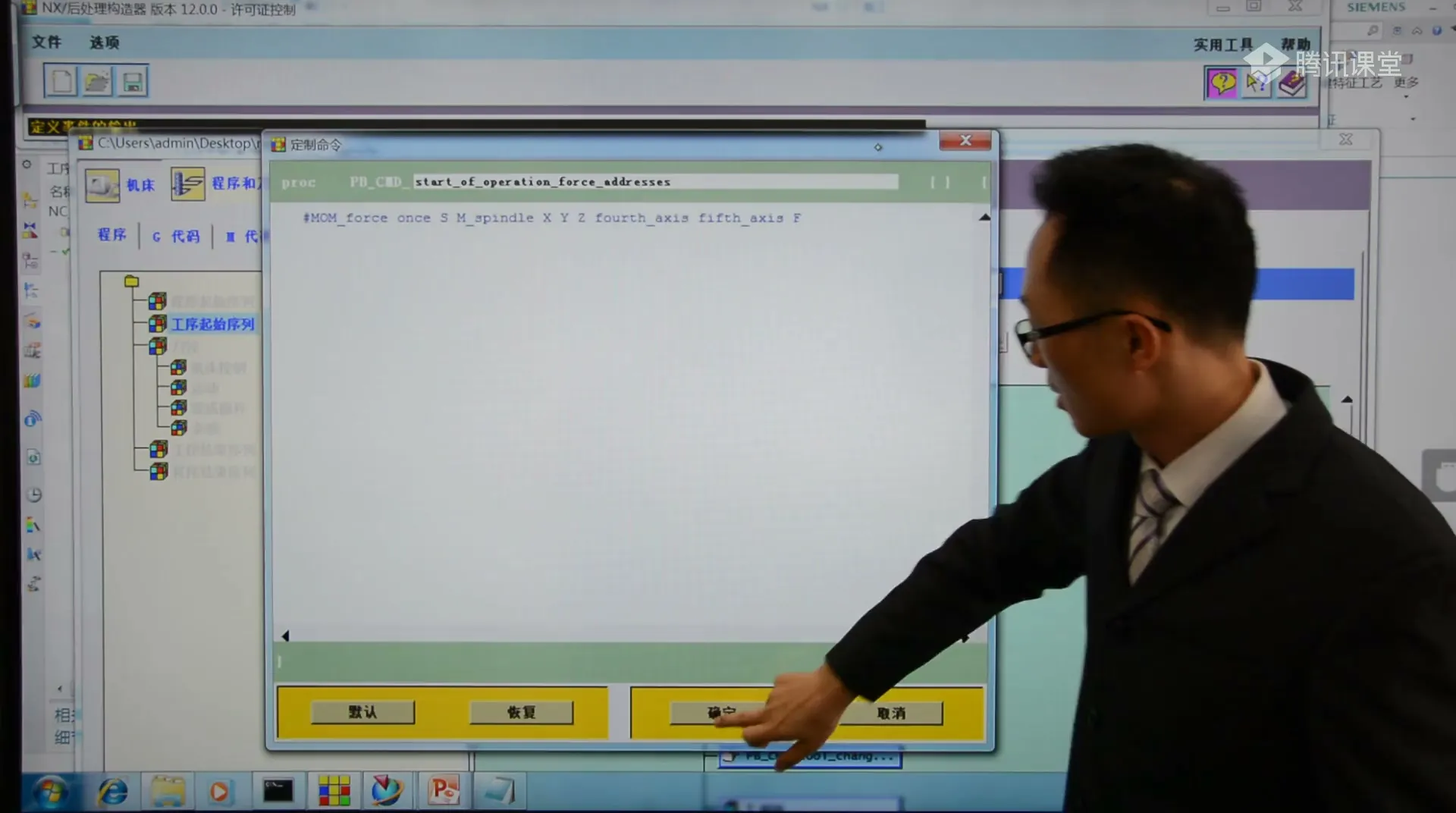
📸 截图选自: 操作头相关设置
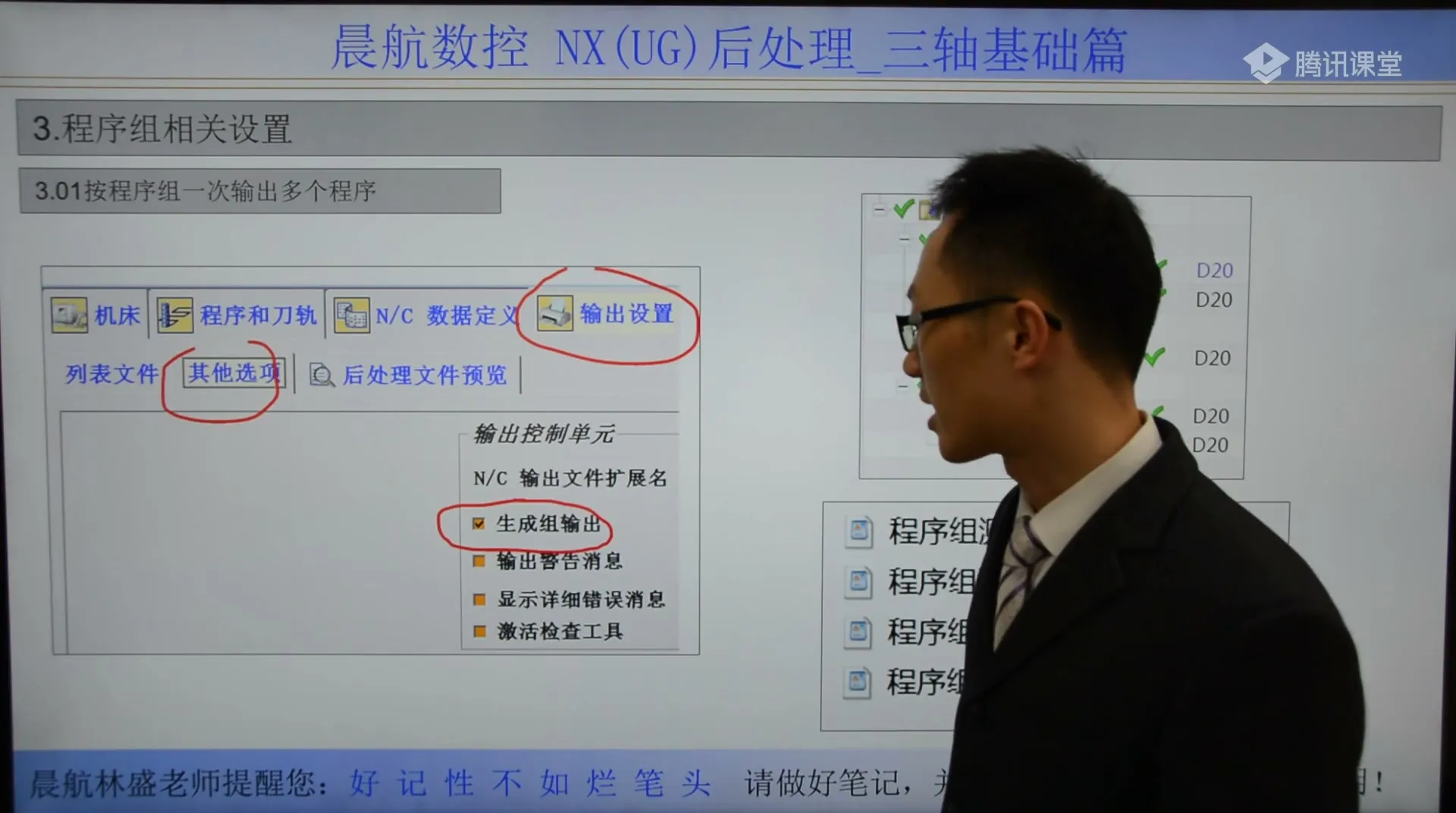
📸 截图选自: 程序组相关设置
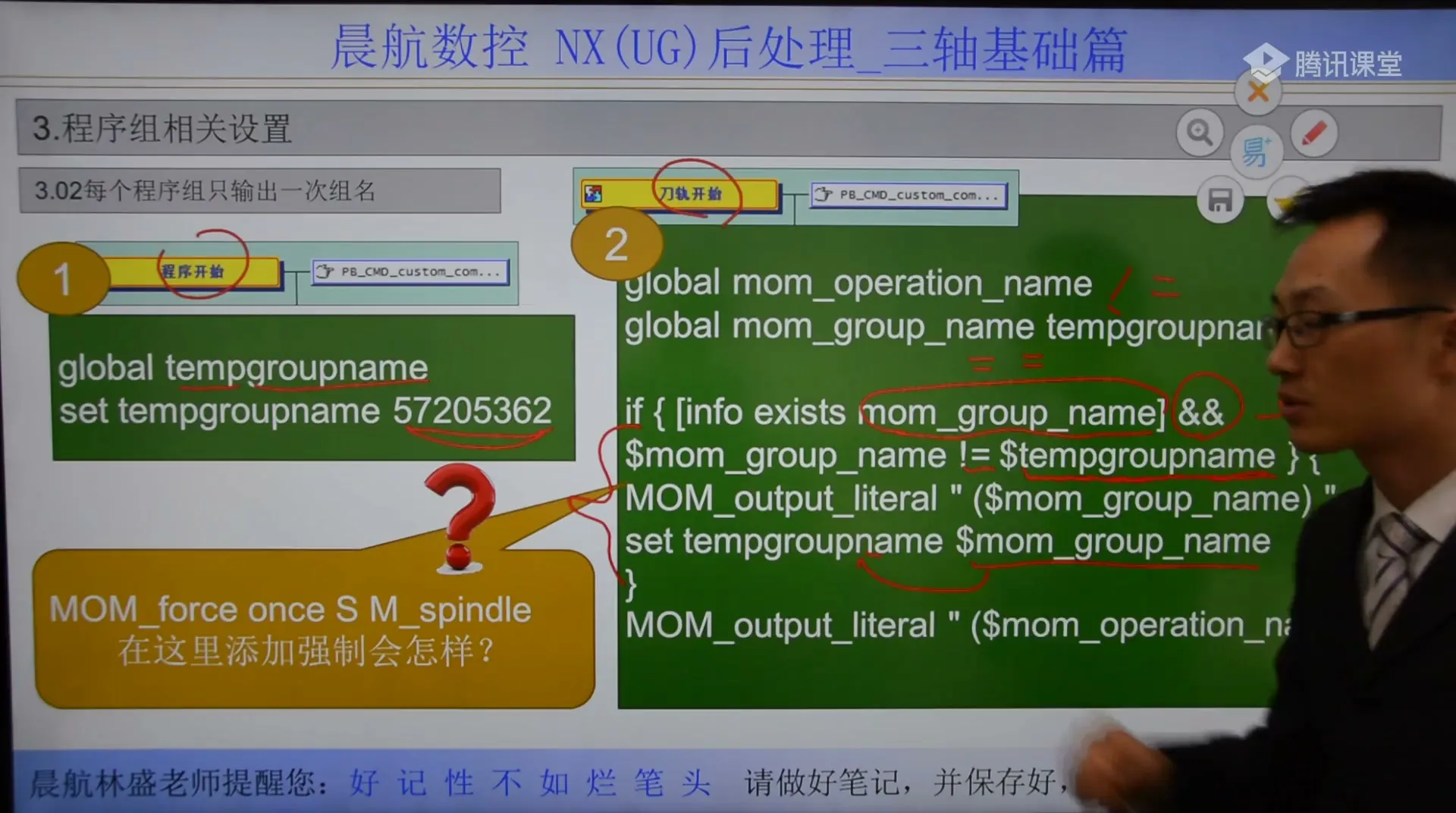
📸 截图选自: 程序组相关设置
🛠️ 核心干货提炼
后处理构造器深度解析
详细拆解UG NX后处理构造器的各个模块与页面功能,理解其背后的逻辑架构。掌握变量定义、命令块设置及程序结构控制,为自定义后处理打下坚实基础,避免盲目修改。
多系统通用后处理定制
聚焦Fanuc 0iMD、Siemens 840D、Heidenhain i530等主流三轴数控系统,教授针对性后处理制作策略。确保输出的G代码完全符合各系统语法要求,降低程序修改和调试的返工量。
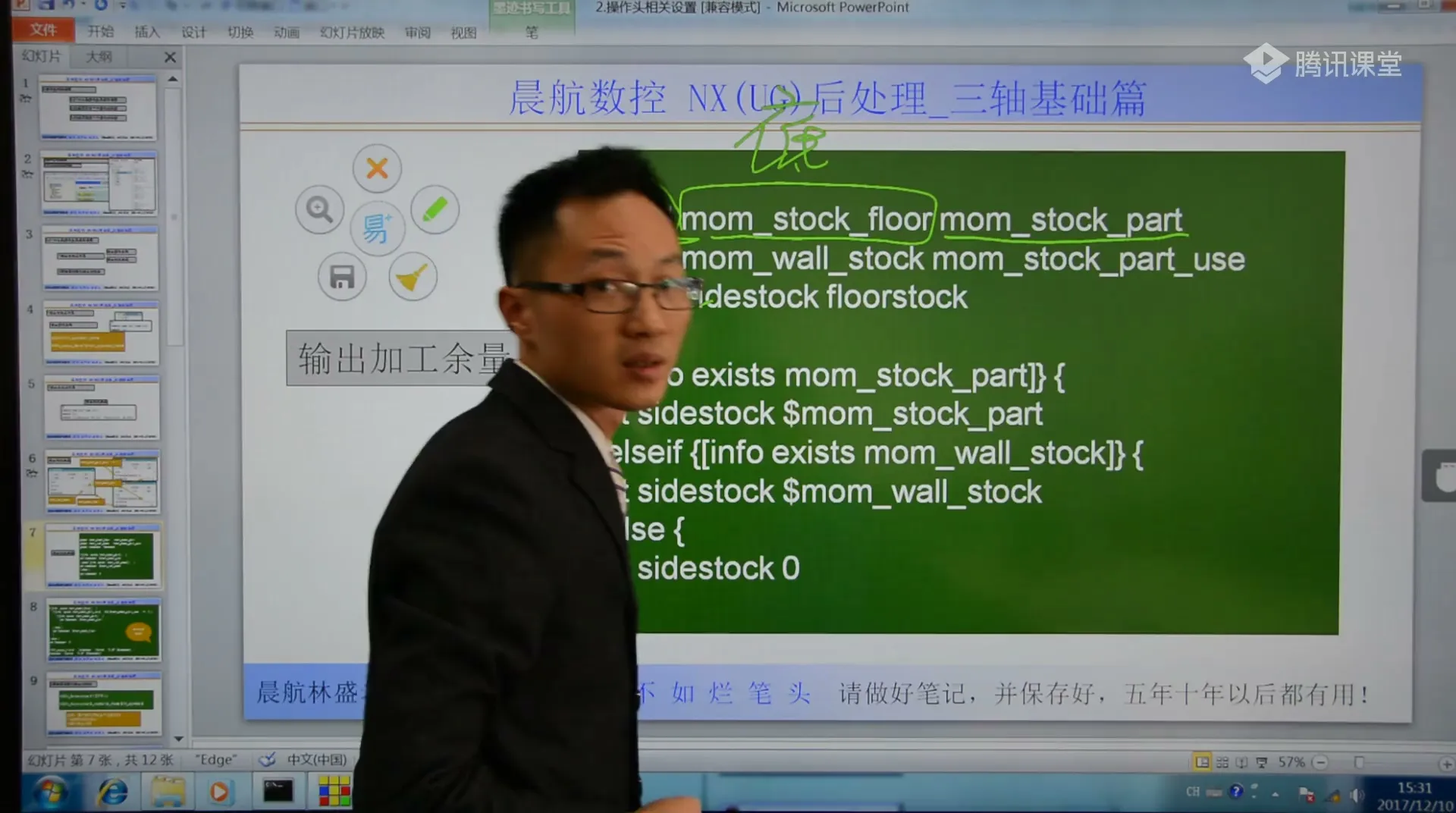
系统变量与杂项技巧精讲
深度挖掘NX后处理常用系统变量的应用,灵活控制G代码的输出格式与内容。掌握特殊颜色符号、自定义宏指令及其他杂项设置,提升后处理的灵活性与智能性,应对复杂加工场景。
💡 学习者 FAQ 解答
Q1: 在UG NX后处理中,如何处理不同数控系统(如Fanuc与Siemens)的G代码差异?
A1: 关键在于理解各系统G代码语法的底层逻辑。我们需要在后处理构造器中为不同的系统配置独立的命令块和变量映射,针对性地调整运动指令、循环指令和特殊功能的输出格式。尤其要注意坐标系设定、刀补调用以及宏程序语法的区别,利用条件判断语句灵活切换。
Q2: 后处理调试过程中,如何快速定位G代码输出错误或程序报警问题?
A2: 首先要熟练使用UG NX的”后处理测试”功能,配合NC代码编辑器进行逐行比对。同时,理解后处理构造器中的调试变量和输出日志至关重要,通过观察变量值的变化和程序流向来锁定问题所在。通常,报警信息会给出线索,例如未定义的G代码、超范围的参数或语法错误,然后回溯到后处理的相应修改点。
Q3: 对于三轴加工,在后处理中进行刀路优化和防撞规避有哪些常见策略?
A3: 三轴后处理的优化主要体现在G代码的精简与效率提升。可以通过调整进给方式、G00/G01切换、圆弧插补的输出精度来优化刀路轨迹。防撞规避则更多是编程端的任务,但在后处理层面,我们可以加入一些安全检查或输出特定的M代码来辅助机床防撞功能。更高级的做法是利用后处理脚本检测轴的行程或极限,提前预警潜在的干涉问题。
温馨提醒
本站所有资源都是通过百度网盘下载,请自备百度网盘账号






暂无评论内容