好的,已经为您代入“12年资历的编程工程师”身份,并严格按照您的要求进行内容生成。
🔥 实战痛点解析
不少新手搞PowerMill后处理,上来就一通乱改,结果NC代码不是报废就是机床报警。他们压根没搞懂程式头、刀路头这些关键区域的底层逻辑,更别提换刀、快速移动和切削段的优化了。盲目套用别人的后处理,一旦遇到特殊机床或者复杂工艺,立马抓瞎。最要命的是,面对商业机密时,后处理的防泄露功能几乎为零,让核心技术裸奔,这是编程工程师的大忌。
📚 教程核心价值
硬核要点:本套教程深入剖析PowerMill 2023后处理的制作与进阶应用,从基础的程式头、刀路头、换刀逻辑修改,到高级的快速移动和切削段优化,全面提升NC代码的规范性与加工效率。特别强调了后处理加密锁硬件的应用,有效保障您的核心编程工艺不被泄露,规避企业技术风险,助力编程工程师彻底掌控后处理黑箱。
| 教程深度:高级实战 |
软件环境:PowerMill 2023 |
| 资源容量:2.23 GB |
适合人群:编程工程师、数控操机员、技术主管 |
| ⚠️ 排坑避雷:本教程基于 PowerMill 2023 录制,请确保电脑安装了同等或更高版本的软件,否则将无法打开练习图档! |
📋 完整实录目录
📋 完整教学大纲 (共 54 节)
温馨提示:框内可上下滑动查阅全部目录
| 01. 1–01_后处理版本更新历程 |
| 02. 2–02_后处理调试的准备 |
| 03. 3–03_后处理模板文件的调用 |
| 04. 4–04_后处理器界面简介 |
| 05. 5–05_后处理基础入门_修改程式头 |
| 06. 6–06_后处理基础入门_修改刀路头文件 |
| 07. 7–07_后处理基础入门_修改第一次换刀 |
| 08. 8–08_后处理基础入门_修改换刀后的第一次移动 |
| 09. 9–09_后处理基础入门_修改第二次换刀 |
| 10. 10–10_后处理基础入门_修改快速移动和切削段 |
| 11. 11–11_后处理基础入门_修改圆弧切削段 |
| 12. 12–12_后处理基础入门_固定循环G81G83G84 |
| 13. 13–13_后处理基础入门_修改程式结尾 |
| 14. 14–14_后处理基础入门_用户自定义格式 |
| 15. 15–15_后处理基础入门_用户自定义参数 |
| 16. 16–16_后处理基础入门_用户自定义命令 |
| 17. 17–17_后处理基础入门_输出刀具列表 |
| 18. 18–18_后处理基础入门_输出刀路列表 |
| 19. 19–19_后处理基础入门_输出文字信息 |
| 20. 20–20_后处理基础入门_用户自定义结构体 |
| 21. 21–21_从零制作后处理实例讲解01_程式头 |
| 22. 22–22_从零制作后处理实例讲解02_换刀 |
| 23. 23–23_从零制作后处理实例讲解03_刀路开始段 |
| 24. 24–24_从零制作后处理实例讲解04_快速移动和线性切削 |
| 25. 25–25_从零制作后处理实例讲解05_刀具半径补偿 |
| 26. 26–26_从零制作后处理实例讲解06_圆弧切削 |
| 27. 27–27_从零制作后处理实例讲解07_刀路信息的输出 |
| 28. 28–28_从零制作后处理实例讲解08_钻孔循环 |
| 29. 29–29_从零制作后处理实例讲解09_程式连接 |
| 30. 30–30_从零制作后处理实例讲解10_后处理收尾 |
| 31. 31–31_后处理进阶功能_参数表达式 |
| 32. 32–32_后处理进阶功能_条件语句 |
| 33. 33–33_后处理进阶功能_用户错误信息 |
| 34. 34–34_后处理进阶功能_用户警告信息 |
| 35. 35–35_后处理进阶功能_用户弹窗消息框 |
| 36. 36–36_后处理进阶功能_用户提示信息框 |
| 37. 37–37_后处理进阶功能_获取参数先前值 |
| 38. 38–38_后处理进阶功能_用户自定义参数 |
| 39. 39–39_后处理进阶功能_特殊符号输出 |
| 40. 40–40_后处理进阶功能_后处理内容对比 |
| 41. 41–41_后处理进阶功能实例应用_限制POST坐标输出 |
| 42. 42–42_后处理进阶功能实例应用_自动测刀和破损检测 |
| 43. 43–43_后处理进阶功能实例应用_高速高精条件判断 |
| 44. 44–44_后处理进阶功能实例应用_奇偶数刀号判断 |
| 45. 45–45_后处理进阶功能实例应用_钻孔类型的判断 |
| 46. 46–46_后处理进阶功能实例应用_备刀的判断 |
| 47. 47–47_后处理进阶功能实例应用_后处理加密锁软件版本 |
| 48. 48–48_后处理进阶功能实例应用_后处理加密锁后处理器版本 |
| 49. 49–49_后处理进阶功能实例应用_后处理加密锁时间 |
| 50. 50–50_后处理进阶功能实例应用_后处理加密锁硬件 |
| 51. cut |
| 52. other |
| 53. pp |
| 54. test-post-DRILL |
— 目录到底啦,共计 54 个文件 —
📺 实机操作画面预览
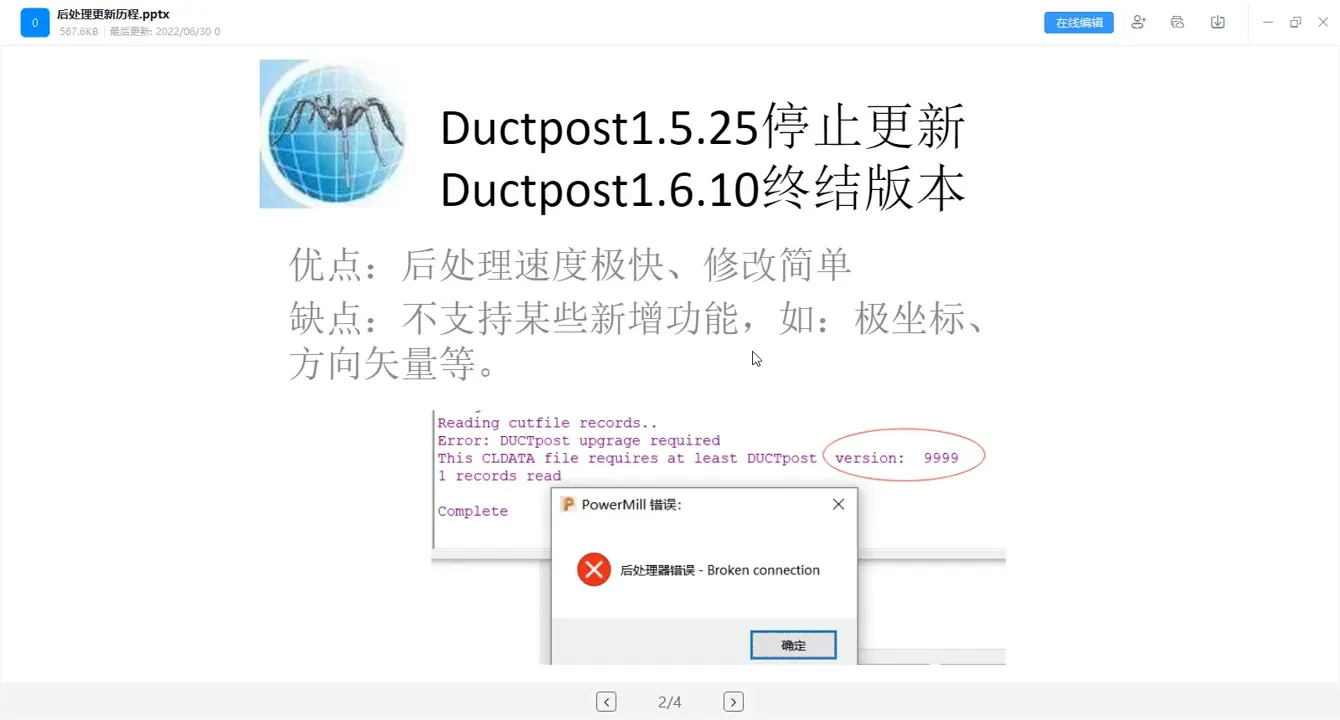
📸 截图选自: 后处理版本更新历程
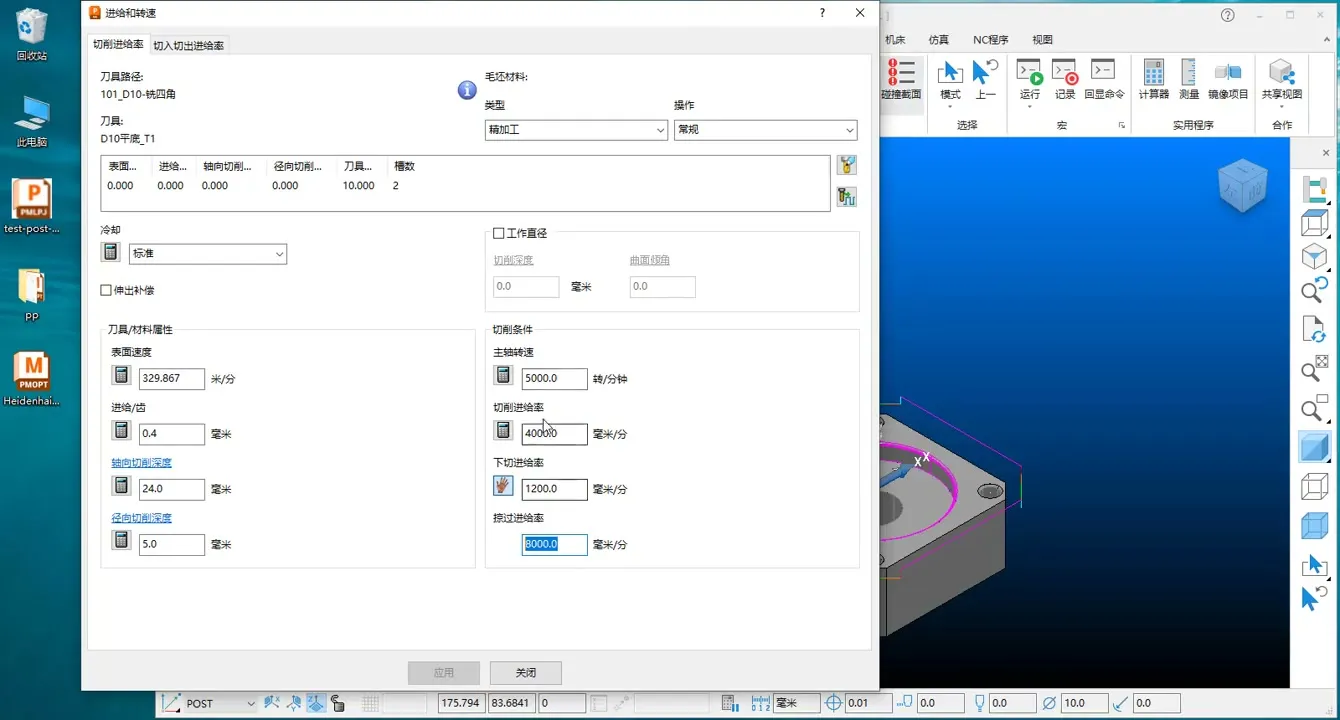
📸 截图选自: 后处理基础入门_修改快速移动和切削段
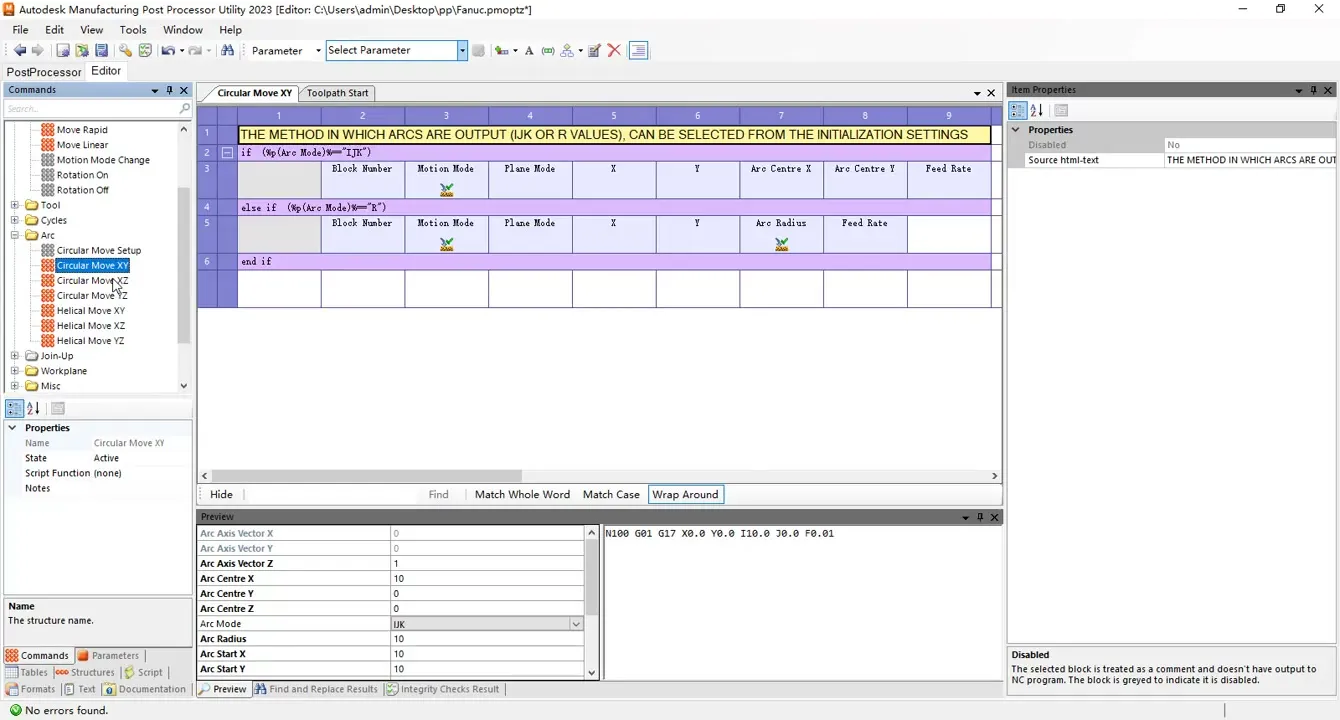
📸 截图选自: 后处理基础入门_修改圆弧切削段
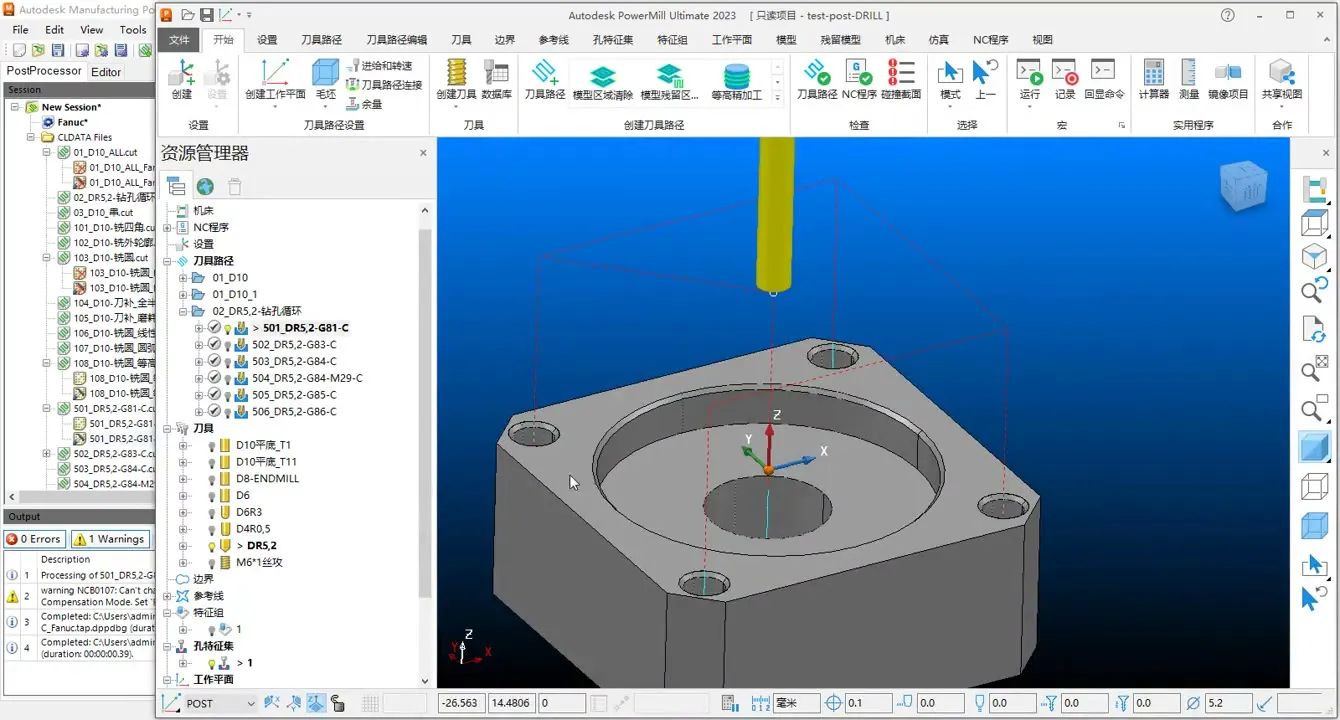
📸 截图选自: 后处理基础入门_固定循环G81G83G84
📸 截图选自: 后处理基础入门_修改程式结尾
📸 截图选自: 后处理基础入门_用户自定义格式
📸 截图选自: 后处理基础入门_用户自定义参数
📸 截图选自: 后处理基础入门_用户自定义命令
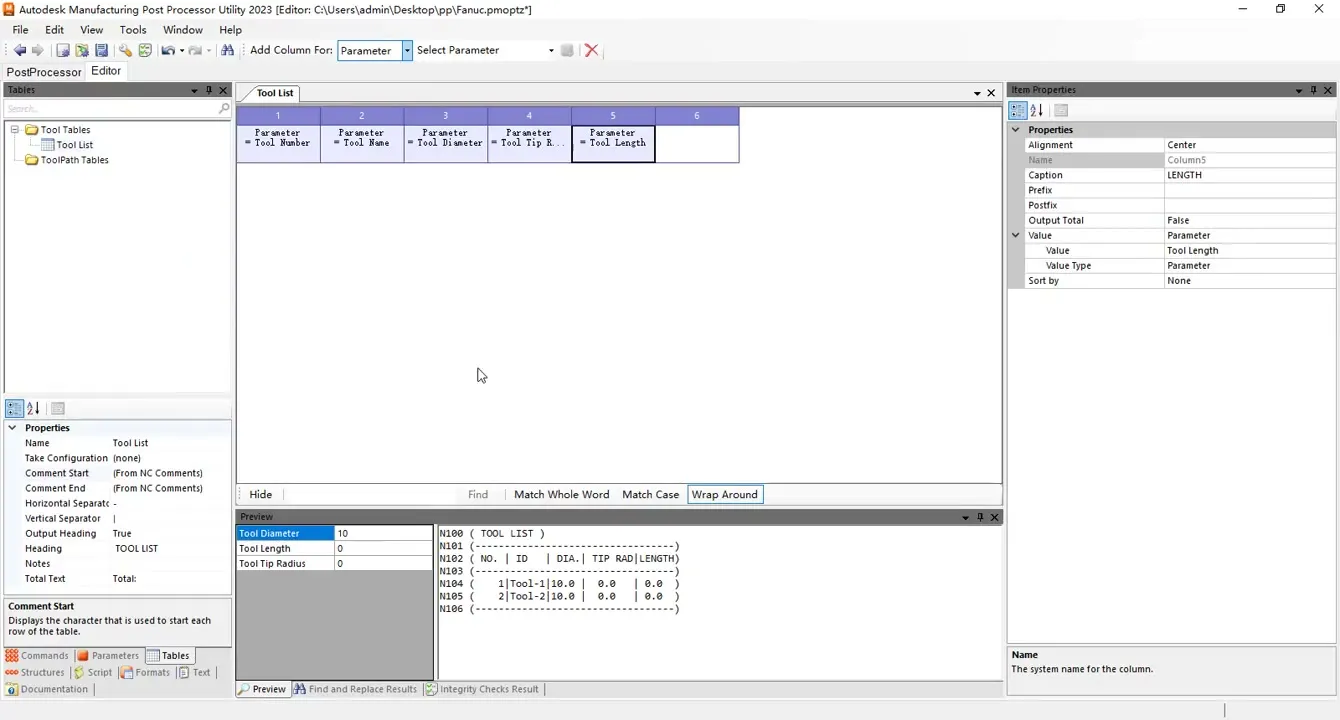
📸 截图选自: 后处理基础入门_输出刀具列表
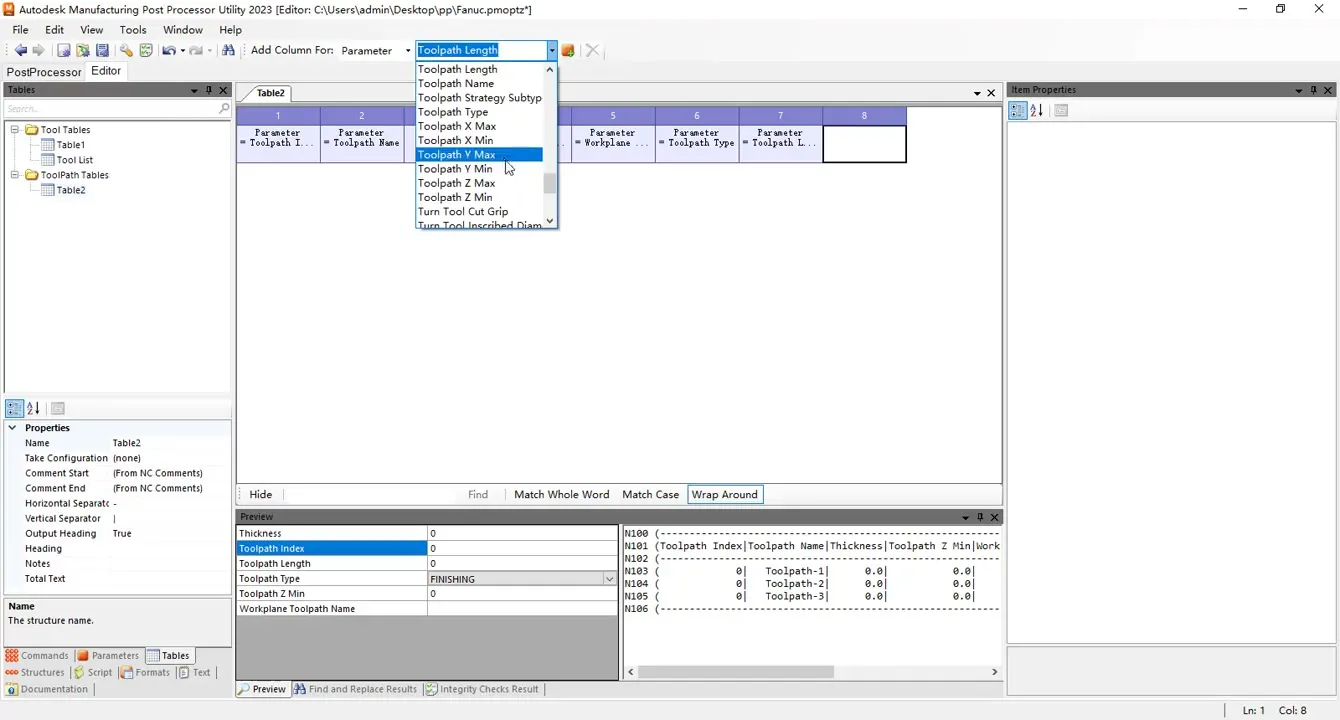
📸 截图选自: 后处理基础入门_输出刀路列表
🛠️ 核心干货提炼
PowerMill后处理结构深度定制
教程详细解读了PowerMill后处理的各个基础模块,如程式头、刀路头文件的修改。这不仅能让输出的NC代码更符合特定机床习惯,还能在源头上避免G代码的冗余和错误,是编程工程师提升代码质量的必修课。
复杂换刀逻辑与移动策略优化
针对多刀具加工和复杂曲面加工,教程深入讲解了换刀后的第一次移动以及快速移动、切削段的精细化调整技巧。掌握这些能有效减少空走刀时间,规避碰撞风险,显著提升整体加工效率和程序安全性。
后处理加密与企业数据安全
重点介绍了后处理加密锁硬件的实例应用。这对于保护企业核心编程工艺、防止关键技术泄露具有决定性意义。通过学习,编程工程师能有效构建技术壁垒,确保商业机密的安全。
💡 学习者 FAQ 解答
Q1: PowerMill后处理修改后,机床经常报警是什么原因?
A1: 常见的报警原因有:G代码格式不符合机床规范、坐标系定义错误、安全高度或换刀点干涉、刀补指令遗漏或重复。需要仔细核对后处理输出的NC代码,对照机床说明书检查G/M代码的语法和参数。教程中对程式头和换刀逻辑的详细解析,正是解决这类问题的关键。
Q2: 如何通过后处理优化,减少PowerMill程序中的空走刀和过切?
A2: 减少空走刀要从快速移动段入手,优化路径规划和G00/G01的切换逻辑。过切则多发生在切削段的过渡区或进退刀点,需要精细调整进刀和退刀策略,以及切削参数。教程里对快速移动和切削段的修改技巧,能帮助编程工程师精准控制刀具路径,有效规避这些问题。
Q3: PowerMill后处理加密锁硬件具体是如何保障技术安全的?
A3: 后处理加密锁硬件通常会绑定特定的后处理文件,未经授权的硬件将无法运行加密后的后处理。这意味着即使后处理文件被盗,没有对应的加密锁也无法生成正常的NC代码。这为企业的核心编程工艺提供了物理层面的安全保障,防止技术泄密和非法复制。
温馨提醒
本站所有资源都是通过百度网盘下载,请自备百度网盘账号










暂无评论内容