

在多轴加工中,G代码输出的准确性直接决定了零件的最终精度与机床的运行安全。尤其是针对hyperMILL 2018这样的高级CAM系统,其强大的刀路生成能力必须通过一个稳定、高效的后处理才能完美转换为机床可读的NC程序。一个优秀的后处理不仅能规避过切、干涉等风险,更是提升整体加工效率的关键。
hyperMILL 四轴后处理核心逻辑
四轴后处理的核心在于如何将CAM生成的刀具路径,准确地映射到机床的旋转轴上。在hyperMILL中,这涉及到工件坐标系与机床坐标系的精确转换,以及C轴或A轴的运动规划。后处理需要根据机床的结构(如A轴在Y轴方向,C轴绕Z轴旋转)来解算每个采样点的角度与线性坐标。关键变量包括旋转轴的限位、方向以及回转中心设置。一旦这些基础参数出现偏差,轻则导致刀路错位,重则引发机床报警甚至碰撞。因此,对后处理配置文件的深入理解,尤其是针对特定机床的G代码和M代码指令,是确保程序稳定运行的基石。
五轴联动编程与后处理挑战
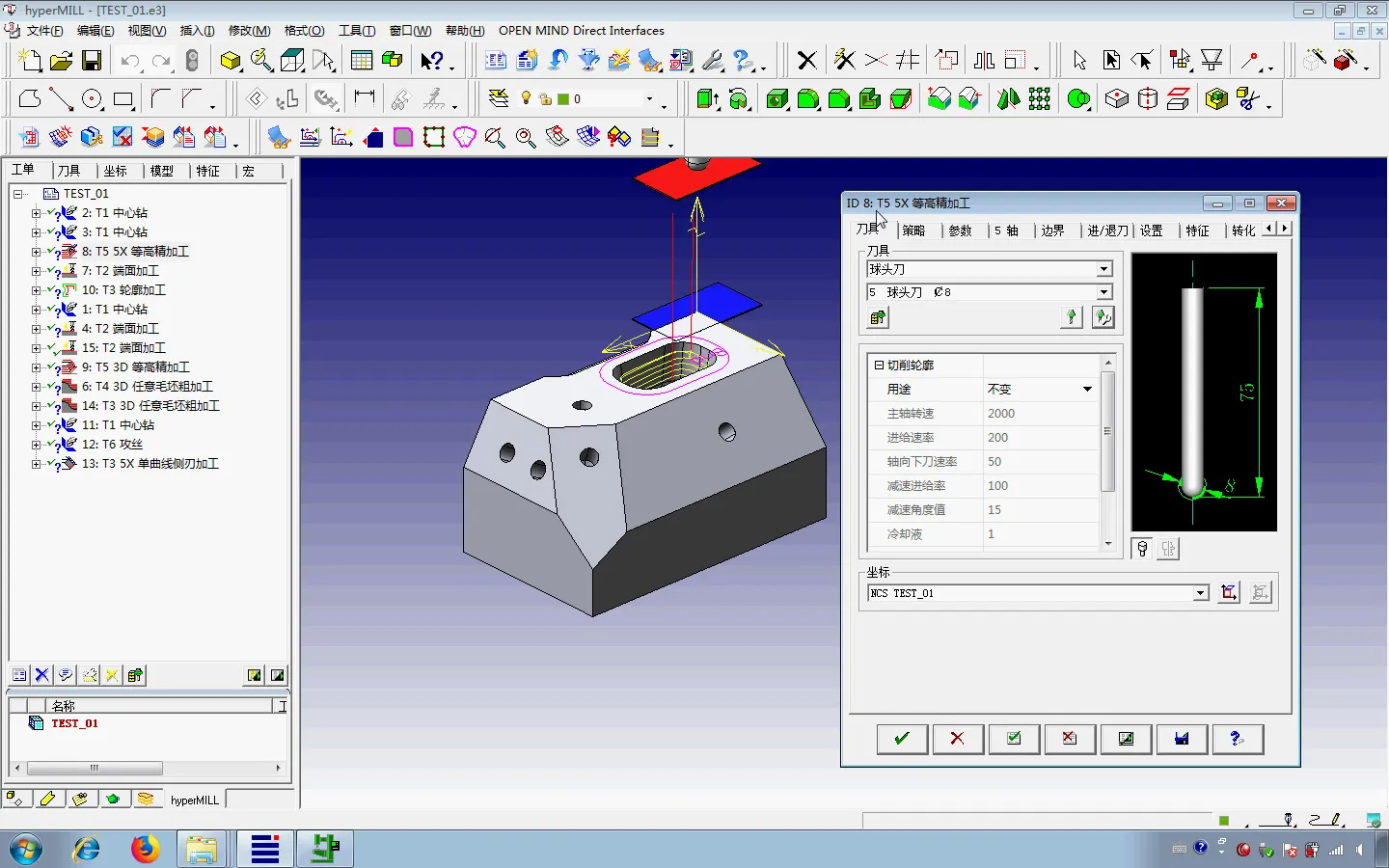
五轴加工的复杂度呈指数级增长,其后处理更是技术攻坚的重点。RTCP(旋转刀具中心点控制)是五轴的核心,它确保刀尖始终对准工件表面,而机床的A、B、C轴(或A、C轴加旋转工作台)则负责调整刀具姿态。hyperMILL 2018在处理五轴刀路时,会生成大量姿态角数据。后处理器必须能精确地将这些欧拉角或四元数转换为机床的实际轴角度指令。这不仅需要考虑机床的运动学模型,还要关注轴限位、奇异点避让、以及在刀具路径平滑过渡时的轴联动插补算法。任何一个环节的变量映射错误,都可能导致程序在机床运行时出现抖动、轨迹不平滑,甚至造成机床死锁。编程工程师必须具备扎实的机床动力学知识,才能有效调试和优化五轴后处理。对于希望深入学习hypermill 2018四轴五轴后处理的进阶技巧,cnc自学网提供了丰富的案例和解析,是提升技能的绝佳平台。
后处理定制与优化要点
后处理的定制并非简单地修改几个参数,它是一项系统工程。首先,需要彻底掌握机床的G代码、M代码规范,包括特定功能的循环指令、子程序调用格式。其次,是CAM系统(如hyperMILL)输出中间文件的结构与变量定义。后处理开发的关键在于构建一套可靠的变量映射逻辑,将CAM变量准确地转换成机床控制器所需的指令。在优化方面,应着重于减少NC程序的冗余行,提高刀路平滑性,通过合理设置进给率、转速等参数,最大化加工效率。同时,结合虚拟仿真,在实际运行前验证NC程序的安全性,避免空程碰撞或过切。对于复杂的模具、叶轮等零件,往往需要针对性地调整后处理,以适应特定的加工策略和公差要求。
💡 学习者 FAQ 解答
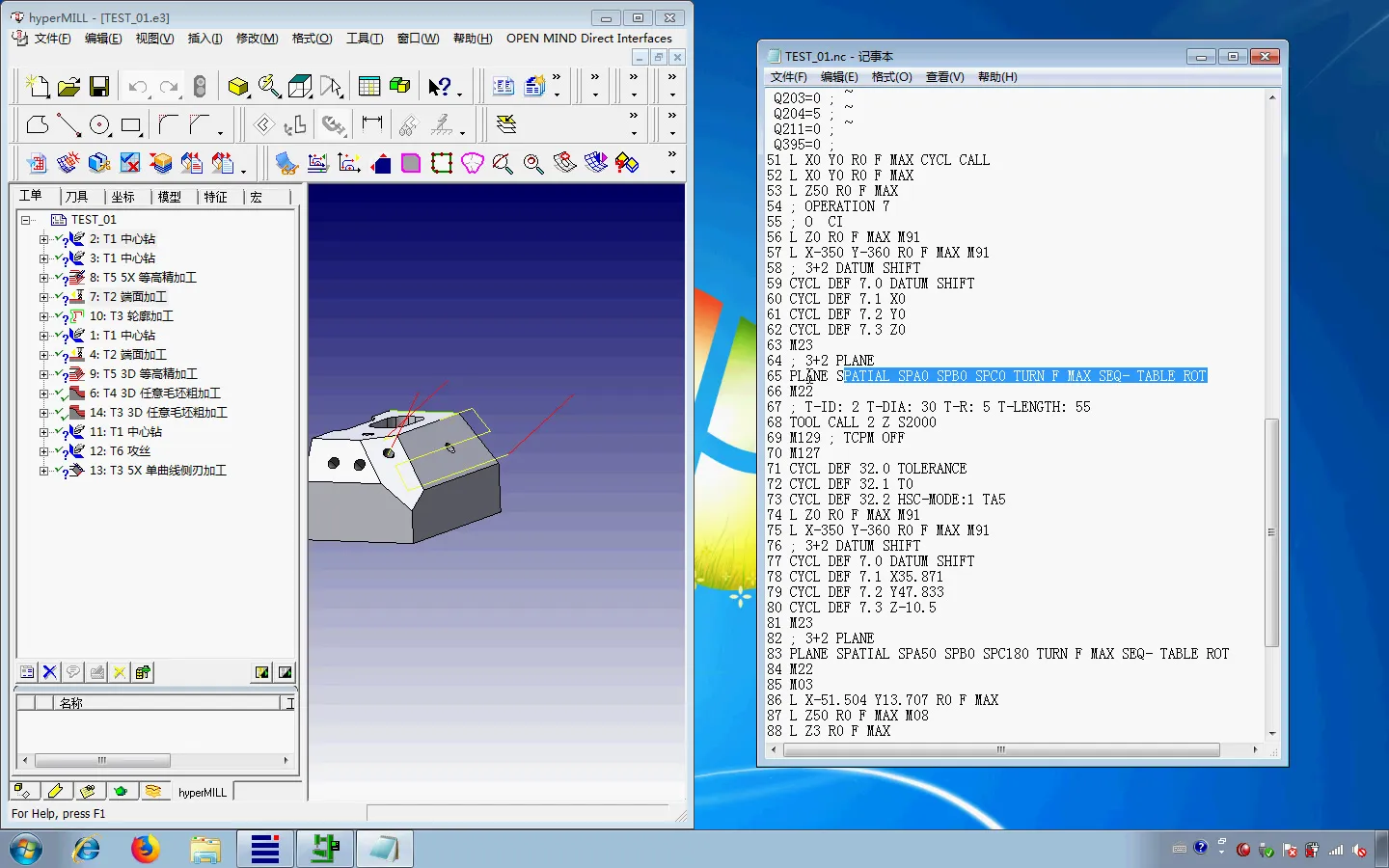
Q1: 在hyperMILL生成的五轴程序中,机床执行G68.2(欧拉角坐标旋转指令)后,加工轨迹出现明显的偏置或抖动,排除了刀具磨损和装夹问题,这通常是后处理中哪个底层逻辑映射出现了问题?
A1: G68.2轨迹偏置或抖动,核心问题往往出在后处理对CAM输出的欧拉角数据与机床控制器的旋转矩阵映射不匹配。CAM系统计算出的姿态角在转换为G68.2指令时,可能由于轴序定义(如XYZABC与XYZBCA的差异)、旋转方向约定(CW/CCW)或旋转轴的零点偏移未正确解算导致。此外,控制器内部的插补算法与后处理生成的G68.2参数模态(如绝对/增量,固定/可变轴)未能精确对齐,也可能引起轨迹不平滑,需要检查后处理中的欧拉角解析函数与控制器变量的对应关系。
Q2: FANUC Oi-MF控制器在执行hyperMILL生成的五轴RTCP程序时,刀尖点在复杂曲面区域出现轻微的“跳动”或“漂移”,但没有报警,如何从后处理层面排查并解决这类RTCP精度位问题?
A2: RTCP刀尖点“跳动”或“漂移”并非报警,往往是累积误差的表现。后处理层面需排查三点:一是机床运动学模型与后处理中的RTCP计算矩阵是否完全一致,尤其是各轴的偏置和回转中心值。二是刀具长度、直径补偿值在后处理中是否正确传递并被控制器精确解读,避免因补偿参数精度不足导致微量偏差。三是检查后处理输出的线性轴和旋转轴的联动指令在控制器中的插补周期是否同步。某些情况下,为了追求程序体积最小化,后处理可能对微小轴移动进行了过度平滑或近似处理,导致实际运动与理论轨迹存在偏差。调整后处理的精度输出参数和轴联动策略,是解决这类问题的关键。
Q3: 使用hyperMILL 2018后处理输出的程序在特定五轴机床上运行,经常在刀具接近某极限位置时,机床突然停止并显示“5102 AXIS OVERTRAVEL”报警,但CAM仿真中未发现此问题,如何定位后处理的轴限位逻辑缺陷?
A3: “5102 AXIS OVERTRAVEL”报警,而CAM仿真通过,说明问题出在后处理的机床模型与实际机床的限位逻辑不符。首先,核对实际机床的各轴正负向行程极限值(包括直线轴和旋转轴)是否在后处理配置文件中精确定义。其次,hyperMILL在生成刀路时会考虑虚拟限位,但后处理在输出G代码时,需要将这些虚拟限位转换为实际机床的物理限位。问题可能在于后处理在计算旋转轴的解算角度时,没有正确处理“绕圈”问题(即360度以上的旋转),或在多轴联动时,未考虑到某轴在达到极限前,其他轴无法继续提供所需姿态调整。解决办法是,在后处理中加入更严格的轴限位检查逻辑,并确保在接近物理极限时,优先选择其他可行轴的解算方案,甚至在必要时插入G53指令进行安全回退。
本文技术要点源自:《hypermill 2018四轴五轴后处理原文完整版,建议收藏研究。












暂无评论内容