

hyperMILL 2018多轴后处理的痛点与解决
在高端制造领域,高效且精准的G代码生成是实现复杂多轴加工的关键。hyperMILL 2018的四轴和五轴后处理,其核心在于将软件内部的刀具路径数据,准确无误地转化为机床控制器可识别的运动指令。这不仅仅是简单的格式转换,更涉及到复杂的运动学链解算、干涉避让逻辑以及控制器特性的深度匹配,一旦处理不当,轻则程序报错,重则机床撞刀。
后处理的本质:G代码的语言翻译与优化
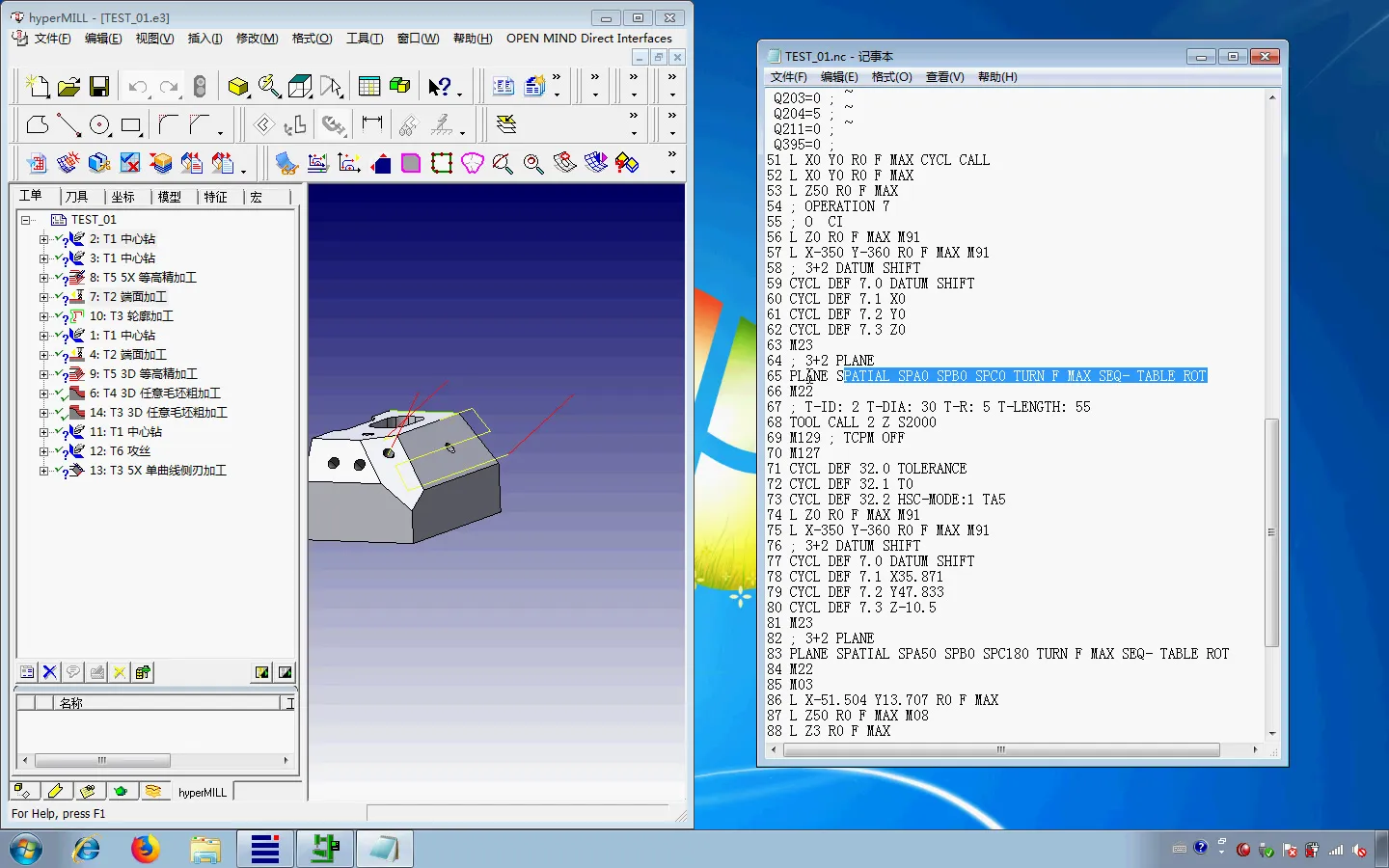
hyperMILL的后处理,实则扮演着一个高级“翻译官”的角色,它将CAD/CAM系统中生成的CL数据(Cutter Location Data),根据特定的机床运动学模型和控制器指令集,生成最终的G/M代码。这个翻译过程的核心是后处理文件(通常是.pst或.pp文件)内部定义的变量映射逻辑。这些变量包括但不限于轴的定义(X、Y、Z、A、B、C)、刀具补偿的输出方式(G41/G42)、循环指令(如钻孔循环G81)以及机床特定的换刀、主轴启停指令。
优化后处理,首先要透彻理解机床的运动学结构。例如,一个常见的四轴加工中心可能带有旋转工作台(A轴或C轴),其运动学链相对简单。而五轴机床,无论是双转台(Table-Table)、双摆头(Head-Head)还是混合型(Head-Table),其旋转轴(通常是A、B、C轴的组合)与直线轴的联动关系极为复杂。后处理必须精准定义这些轴的相对位置、旋转方向和限位,确保G代码能够正确驱动机床,避免因轴映射错误导致的“跑飞”。
四轴与五轴联动:运动学链的构建与干涉避让
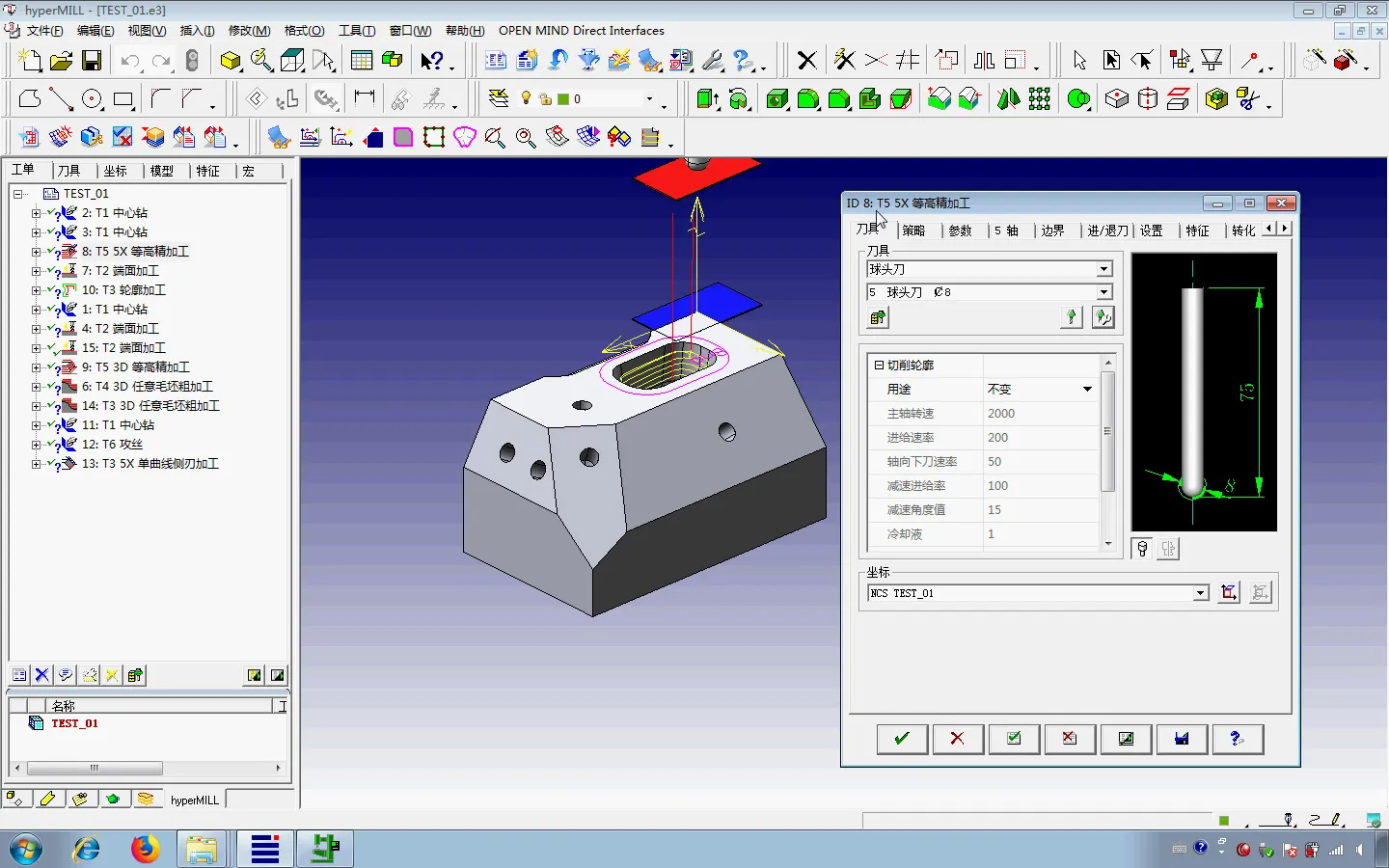
四轴与五轴联动的精髓在于对刀具矢量方向的精确控制。hyperMILL 2018在这方面提供了强大的刀路生成能力,但最终能否在机床上复现,则完全依赖于后处理的健壮性。对于五轴加工,RTCP(Rotary Tool Center Point,旋转刀具中心点)功能是核心。后处理需要正确计算并输出RTCP所需的刀尖点坐标和刀具矢量信息,确保无论机床如何摆动,刀具中心点始终保持在预设位置,从而实现刀具在空间中的平滑定向切削。
干涉避让是多轴加工的另一大挑战。在hyperMILL中,软件会进行刀具、刀柄、夹具与工件之间的碰撞检测。后处理的任务是将这些经过优化的无干涉刀路,忠实地转换为G代码。这要求后处理能够理解并输出机床的轴限位信息,同时在必要时,通过调整轴序或插入安全抬刀等指令,规避潜在的碰撞风险。对于复杂的深腔或倾斜面加工,后处理对联动轴的加减速控制和平滑插补指令输出显得尤为重要,直接影响加工表面质量和机床寿命。
深入学习hyperMILL多轴后处理的精髓,掌握其变量配置与高级宏指令,是提升编程效率和加工质量的关键。cnc自学网提供了丰富的资源和实战教程,助你突破技术瓶颈。
参数化与定制化:高效后处理的关键
一台机床一个后处理,这是行业内的共识。即使是同一品牌的控制器,不同型号或配置也可能需要定制化的后处理。hyperMILL的后处理工具允许用户进行高度参数化定制,以适应诸如FANUC、Siemens、Heidenhain等主流控制器的独特G代码方言。这包括定义不同的M代码(例如M08冷却开、M09冷却关)、特殊循环(如螺纹铣削、深孔钻),以及对机床宏程序变量的调用。
定制化过程中,理解机床的轴配置(例如,是A轴绕X轴旋转,还是B轴绕Y轴旋转)至关重要。错误的轴向定义会导致刀具路径在机床上反向或错位。此外,后处理还需要考虑机床的运动学特性,如最大的进给速度、加速度和转速,确保生成的G代码不会超出机床的能力范围,避免发生超程或过切。通过精确调整后处理中的输出参数,可以显著提升程序的运行效率和安全性,避免不必要的机床报警或停机。
全面掌握hyperMILL 2018多轴后处理,不仅能确保G代码的正确性,更能提升加工效率和产品质量。本文技术要点源自:《hypermill 2018四轴五轴后处理》原文完整版,建议收藏研究。
对于提升hyperMILL 2018四轴五轴后处理的实战能力,深入理解其底层逻辑和定制方法至关重要。这不仅能避免常见的加工错误,更能挖掘出机床的最大潜力,应对更复杂的加工挑战。更多高级教程和案例分析,尽在cnc自学网。
💡 学习者 FAQ 解答
Q1: 针对FANUC 31i-B5系统,在使用hyperMILL生成五轴联动程序时,G68.2欧拉角解析后经常出现坐标系瞬态跳变(Error 5122)。这通常是哪种底层参数模态映射冲突导致的?
A1: 这种瞬态跳变通常源于hyperMILL后处理内部对FANUC G68.2指令的欧拉角到旋转矩阵的逆解算过程中,边界条件或奇异点附近矩阵映射的不连续性。检查后处理中定义的欧拉角旋转顺序(XYZ、ZYZ等)是否与机床实际运动学模型和控制器内部解析逻辑完全一致。特别关注后处理对旋转轴限位和G68.2平面选择参数(P、Q、R)的模态处理,确保其在不同象限切换时能平滑过渡,避免出现±180°或±360°的跳变。可能需要调整后处理内部的RTCP补偿向量解算方式,确保刀具中心点在旋转轴翻转时保持稳定。
Q2: hyperMILL生成的四轴程序,在Heidenhain iTNC 530控制器上执行时,偶发性出现TNC_ERROR_3002(轴限位超程)报警,尤其是在大幅度旋转C轴后进行Z轴下切时。后处理已设置限位,是什么原因导致这种“幽灵”超程?
A2: 这种“幽灵”超程报警往往不是简单的物理限位问题,而是海德汉控制器的预测功能(Look-ahead)与hyperMILL后处理输出的运动指令序列在特定参数模态下产生的冲突。特别是当C轴大幅度旋转后,控制器的插补前瞻可能误判即将到来的Z轴动作会超出旋转后的有效工作区域。检查后处理中对Heidenhain循环指令(如CYCL DEF 247 DATUM SHIFT)或特定轴移动指令的缓冲与同步设置。可能需要调整后处理中对主轴倾斜平面(TILT)、旋转轴的插补模式或加减速曲线的参数化,确保在轴联动切换时,控制器能准确预测并分配轴负载,避免在短时间内尝试执行超出物理限位或逻辑限位边界的指令集。
Q3: 在hyperMILL后处理中,如何优化RTCP的坐标矢量精度位,以避免五轴加工时表面残留细微“刀痕”或“波纹”,即使刀路本身很平滑?
A3: 表面残留的细微“刀痕”或“波纹”,即便刀路平滑,也往往是RTCP(旋转刀具中心点)补偿精度不足或控制器与后处理间坐标矢量映射微小偏差所致。优化需从后处理内部的数学模型入手。首先,提高后处理中浮点数运算的精度,特别是与旋转轴角度、刀具矢量方向相关的三角函数解算。其次,检查RTCP补偿向量的更新频率和插补策略。如果后处理是以较粗的步长输出RTCP修正值,或者控制器的插补精度低于程序点密度,就会出现滞后。考虑在后处理中加入更精细的插补点,或利用控制器支持的更高级RTCP功能(如Siemens Cycle800的TRAORI精度设置)。同时,核对后处理对机床零点、刀具长度、半径补偿的变量解算逻辑,确保每个加工点的刀尖位置在全局坐标系中是高度精确且连续的。












暂无评论内容