

SINUMERIK ONE的调试,远不止简单的参数设定,它直指机床性能与加工效率的底层逻辑。尤其在集成TNC(数字双胞胎)功能后,虚拟调试与实机运行的精确映射,成为确保无干涉、高精度生产的关键挑战。一台机床能否压榨出全部潜力,其核心就落在驱动参数的精细调整和PLC与NC的无缝联动上。这不仅关乎初步的系统运行,更是决定长期加工稳定性、表面质量乃至刀具寿命的根本。
SINUMERIK ONE核心调试策略
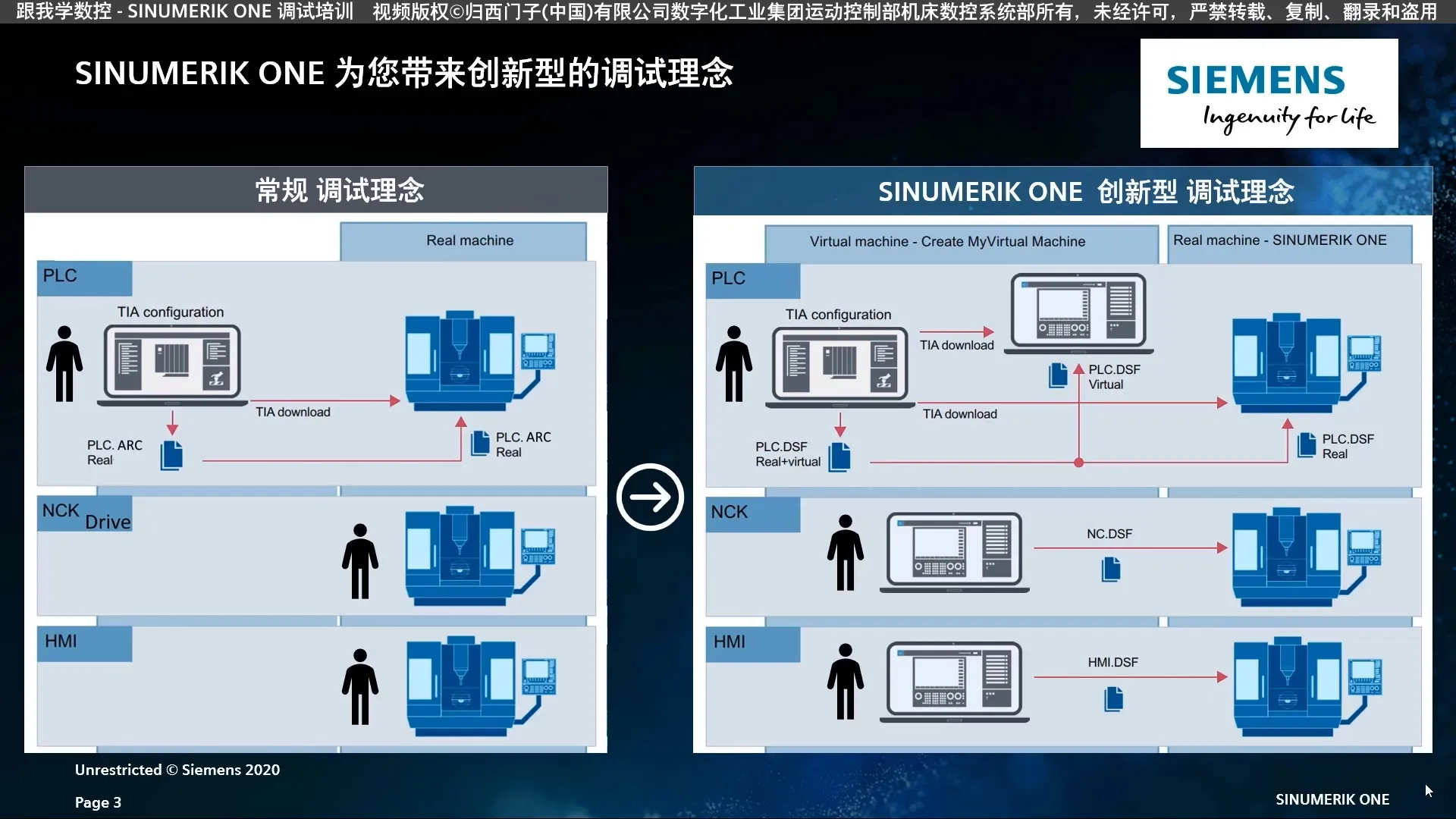
TNC数字双胞胎的虚拟调试与实机映射
SINUMERIK ONE的TNC(Twin NC)数字双胞胎是调试环节的重器。它允许工程师在虚拟环境中预先验证加工程序、检测潜在干涉、优化刀路。但要将虚拟的完美映射到现实,需要一套严谨的实机比对与校准流程。确保虚拟模型与实际机床的几何尺寸、轴行程、夹具位置乃至刀具数据都高度一致,是避免后续过切或碰撞报警的基石。在调试初期,应通过实测数据反馈,修正虚拟模型与真实世界的偏差,以提升数字双胞胎的预测准确性。
驱动参数精调与轴联动优化
轴驱动的性能是加工精度的直接体现。SINUMERIK ONE的驱动参数如伺服增益、PI控制器参数、加速度/减速度曲线等,直接影响轴的响应速度与定位精度。过高的增益可能导致轴震荡,过低则响应迟钝,产生较大的跟随误差。调试时需通过阶跃响应、频率响应等测试,逐步优化这些参数,达到最佳平衡点。同时,多轴联动时的插补算法与联动轴的限位逻辑更是重中之重。必须通过细致的打表测量与轨迹验证,确保复杂曲面加工时,各轴能够实现平滑、精准的同步运动,规避机床在特定联动死角的卡滞或抖动。
PLC与NC联动逻辑解析
信号交互与诊断
PLC程序与NC程序之间的信号交互是数控机床顺畅运行的神经系统。SINUMERIK ONE环境下,刀库管理、换刀流程、夹具开关、冷却液供给等辅助功能都依赖于PLC与NC的正确握手。任何一个信号的误判或延迟,都可能引发停机甚至事故。调试时,利用NCU链路诊断工具,监控信号状态、时序,是快速定位故障、排除误触发的关键。对于复杂的自定义功能,更要详细梳理信号流图,确保逻辑的严谨性。
安全功能与故障处理
SINUMERIK ONE集成了强大的安全功能,如安全区监控(Safeguarded Space)、安全速度监控(Safe Speed Monitoring)。调试这些功能时,需严格遵循安全规范,确保触发条件与响应动作的可靠性。常见的故障报警,如驱动器过载、编码器故障、超程等,其排查思路往往遵循“由简入繁”原则:先检查外部连接、供电,再深入到诊断缓冲区查看详细报警信息,结合底层逻辑进行分析。系统内置的诊断帮助与报警代码手册是故障定位的有力工具。
后处理与用户自定义循环
后处理定制化:变量映射与路径优化
后处理是CAM与机床NC代码之间的桥梁。针对SINUMERIK ONE的特性进行后处理定制,是将CAM软件生成的刀路指令转化为机床能够高效执行的G/M代码的关键。这涉及到大量的变量映射,如刀具补偿、进给率、转速、循环指令(如CYCLE832高速高精、CYCLE83),以及宏程序调用等。优化的后处理能显著减少NC程序的冗余,提高代码的可读性和执行效率,甚至实现特定的刀路优化策略。在CNC自学网,这类后处理的底层逻辑分析是热门内容。
用户自定义循环(UAC)的应用
用户自定义循环(User Application Cycle, UAC)是SINUMERIK ONE提供的高级编程工具,它允许用户根据自身工艺需求编写特定的加工循环。例如,针对复杂异形孔的钻削、特殊的倒角加工、甚至是工件的自动测量循环。UAC通过参数化编程,极大地提高了复杂加工的编程效率和灵活性。调试UAC时,需要重点验证参数传递的正确性、内部逻辑的健壮性以及与标准NC程序的无缝衔接。
SINUMERIK ONE的调试是一项系统性工程,它要求工程师对数控系统、机械结构和加工工艺都有深刻理解。通过精准的参数优化、严密的PLC-NC联动逻辑校验,才能充分释放其性能,实现高精度、高效率的生产。掌握这些底层逻辑,是每位资深CNC工程师的必备技能。本文技术要点源自:《SINUMERIK ONE 西门子数控调试培训》原文完整版,建议收藏研究。
💡 学习者 FAQ 解答
Q1: SINUMERIK ONE调试中,遇到报警“100000 驱动器报警:轴 [X] 编码器故障”,排查思路是什么?
A1: 检查编码器电缆连接,确认是否松动或破损。用诊断功能查看编码器原始信号。若信号异常,可能是编码器本身损坏、电机反馈回路干扰或NCU板故障。尝试互换轴进行交叉验证以隔离故障。
Q2: 如何优化SINUMERIK ONE的轴跟随误差,特别是高速高精加工时出现表面纹路或尺寸偏差?
A2: 轴跟随误差通常与伺服增益、前馈系数及加速度曲线设定有关。首先降低加工速度验证,若改善,则需调整位置环增益(Kp)和速度环增益(Kv),并检查加速度限制。过高的摩擦补偿也可能导致过冲。CNC自学网有这方面的深入教程。
Q3: SINUMERIK ONE的TNC功能在虚拟调试中显示无干涉,但实机运行时偶尔出现“207000 碰撞检测”报警,可能是什么原因?
A3: 虚拟TNC基于模型数据,实机误差源于多方面。检查机床零点、刀具测量、工件坐标系(WCS)是否与虚拟模型完全一致。长期运行的机床可能存在几何误差(如球差、螺距误差),需进行轴向补偿或定期打表校准。同时,检查机床刚性,是否存在切削力导致的动态变形。








暂无评论内容