

SINUMERIK ONE 核心调试痛点与实战对策
初次上手SINUMERIK ONE系统,最容易踩的坑就是它的Profisafe安全集成。这玩意儿一旦没配对,机床连动都动不了,直接给你锁死。我见过不少学徒在这上面卡半天,总以为是PLC程序写错了,结果一查发现是驱动和NCU的安全地址没对齐,或者安全报文格式不对。
Profisafe 安全回路的陷阱
在SINUMERIK ONE的调试中,Profisafe的安全回路是第一道关。如果NCU与驱动之间的Profisafe握手失败,系统会直接报像“290000 安全模块无响应”或“201000 安全功能错误”这类报警。别看只是线缆或参数的小问题,它能让你的调试工作寸步难行。
我建议,首先要确认所有安全模块(如驱动集成安全)的Profisafe地址是否唯一且与拓扑配置一致。其次,检查安全报文的组态是否与硬件实际连接吻合。很多时候,Profinet网络里一多半的毛病都出在IP地址冲突或者设备名称不匹配上。如果一切检查无误,仍旧报错,就得深入诊断Profisafe报文的CRC校验或者版本兼容性了。西门子的Startdrive软件里有Profisafe诊断工具,好好利用,能省下你不少“打表”确认的时间。
轴配置与运动学建模误差
SINUMERIK ONE的运动学模型强大,但配置起来也更复杂。轴配置错误,轻则导致定位不准、插补卡顿;重则直接造成“过切”甚至机床“碰撞”。特别是五轴或多轴机床,如果运动学模型中的各轴相对位置、旋转中心、补偿值有偏差,那刀具中心点(TCP)的轨迹就会严重偏离预设路径,导致加工件报废。
调试时,我们必须严格按照机床制造商提供的机械图纸和参数表进行轴映射和运动学参数输入。我发现,很多新手在输入几何参数时,少了个负号或者搞错了参考点,就直接导致了整个机床运动的混乱。对于复杂机型,一定要利用系统自带的运动学测量功能进行校准,并多次手动示教验证TCP的准确性。这比你瞎蒙乱试高效多了,也能有效避免“骗刀”带来的隐患。
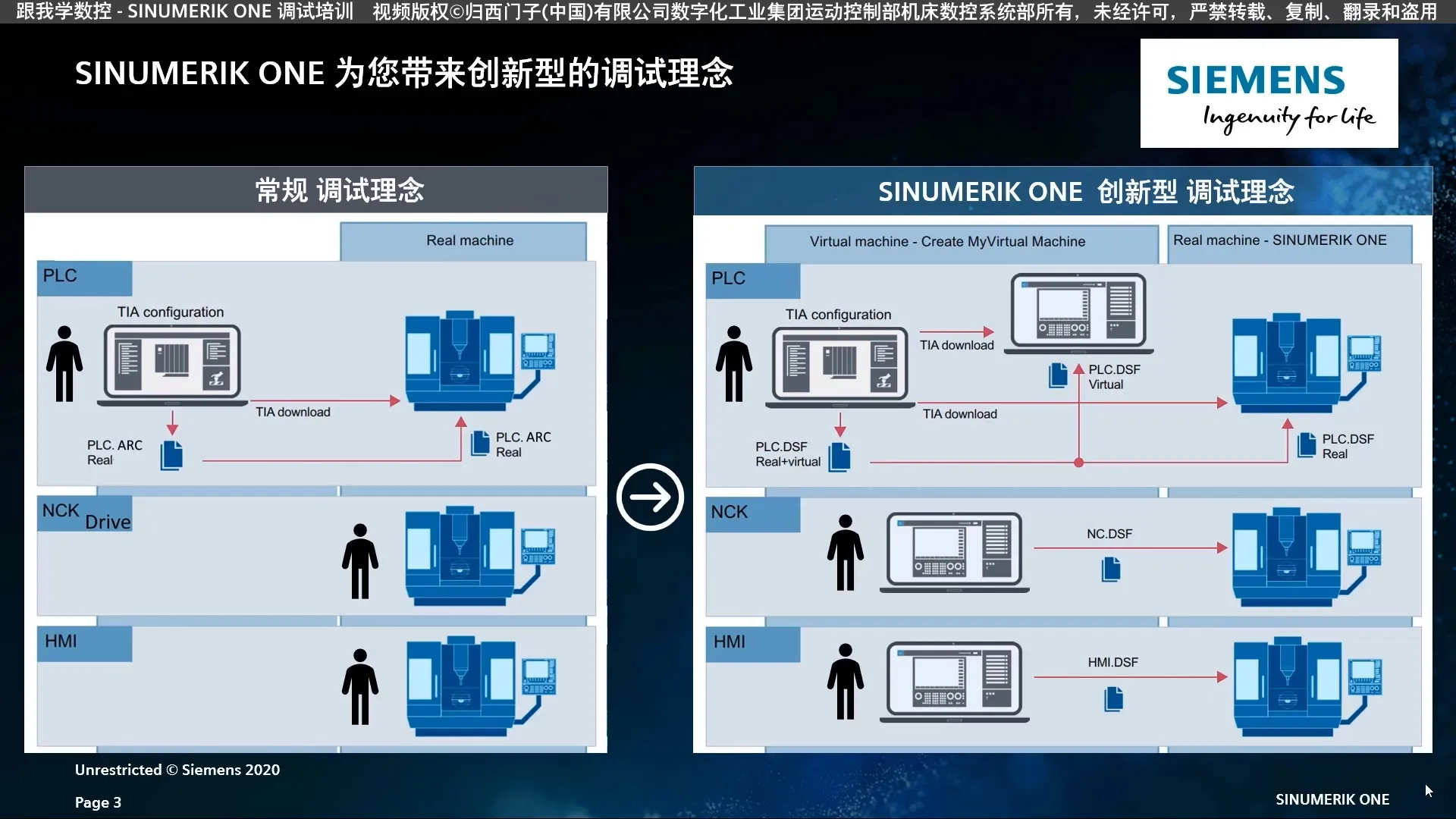
PLC与NCU联动逻辑的坑
机床的PLC程序是控制外围设备和操作界面的大脑,它与NCU的联动逻辑直接影响机床的自动化运行。常见的陷阱包括:刀库换刀指令时序不对、主轴启停信号延时、润滑系统联锁故障等。这些问题往往不会直接报NCU的运动学错误,而是表现为机床无法执行某个功能,或者在某个状态下卡死。
排查这种问题,咱们得善用PLC的在线监控和NCU的信号跟踪。看清楚PLC是如何与NCU的DB块进行数据交换的,哪个信号量没到位导致下一步动作无法执行。比如,换刀指令发出去了,但NCU没收到刀库到位信号,就会一直等待。这种情况下,深入PLC程序,检查相应的输入输出点和中间变量,往往能快速定位问题。记住,系统诊断信息里,很多“报警号”看着像NCU的,但根子却在PLC。
实战防撞与故障快排
调试过程中,防撞是重中之重。SINUMERIK ONE的数字孪生功能在防撞方面提供了前所未有的优势,但最终还是依赖于调试人员的严谨。
本文技术要点源自:《SINUMERIK ONE 西门子数控调试培训》原文完整版,建议收藏研究。
碰撞检测与限位设置
SINUMERIK ONE通过其集成的数字孪生技术,可以在虚拟环境中进行碰撞检测,这在实际加工前就能发现潜在的干涉。但虚拟毕竟是虚拟,实际的软限位和硬件限位设置依然是最后一道防线。软限位设定要留足安全裕量,硬件限位开关的动作点必须可靠且反复测试。
我强调,无论是哪种机型,首次调试都必须在低速模式下,单步运行所有轴,并仔细观察其运动轨迹和限位触发情况。手动MDI模式下测试各轴的行程,确保不会超出机械极限。如果对机床结构不太熟悉,一定要反复进行“打表”测量,确认安全范围。忘记设置或错误设置限位,一次“撞机”的代价远高于你投入调试的时间。
后处理与程序优化的实战经验
后处理的质量直接决定了NC程序的执行效率和安全性。一个好的后处理能充分发挥SINUMERIK ONE的性能,避免不必要的“过切”和“吃刀量”不均。我发现,很多新手往往直接套用通用后处理,结果导致机床在执行G代码时出现奇异点、速度骤降、甚至在某些特殊插补模式下出现抖动。
调试后处理时,首先要确保G代码的格式、刀补、坐标系转换、循环指令等完全符合SINUMERIK ONE的规范。特别是五轴联动,RTCP功能的激活和使用,以及轴进给率与刀具进给率的匹配,都是关键。CNC自学网有很多关于后处理优化的实战案例,我建议大家可以多参考。如果机床在执行某个G代码段时表现异常,往往是后处理的指令序列出了问题,需要对照官方编程手册逐一排查。有时候,一个“G641”或“G642”的切换,就能解决路径公差过大引起的震动问题。
系统诊断与报警代码解析
SINUMERIK ONE的诊断功能非常强大,但前提是你得知道怎么用。系统会产生大量的报警和诊断信息,但很多新手往往只看报警号,而不去深入分析报警的上下文和相关诊断变量。
我的经验是,对于任何报警,不要急着复位,先记下报警号和报警文字,然后进入系统诊断区,查看该报警相关的历史记录、故障发生时的NCU状态、PLC状态,以及相关的轴数据、驱动器诊断信息。特别是那些“内部错误”或“通道错误”的报警,往往需要你结合Startdrive或TIA Portal,深入到驱动器层面或PLC程序层面去查找根源。举个例子,报“200000 PLC启动失败”,可能是PLC程序问题,也可能是硬件故障,通过查看PLC的诊断缓冲区,就能明确是哪个模块的故障或者哪段代码执行异常。
总而言之,SINUMERIK ONE调试是一项系统工程,考验的是对机械、电气、编程和自动化知识的综合运用。安全第一,细致排查,多利用官方工具和技术资料,才能真正驾驭这套先进的数控系统。
💡 学习者 FAQ 解答
Q1: 西门子SINUMERIK ONE与840D SL在宏程序兼容性上有何差异?
A1: SINUMERIK ONE与840D SL在宏程序(用户循环程序)的语法和基本指令上高度兼容,大部分基于NCP(NC Programs)编写的宏程序可以直接迁移。但ONE系统引入了新的编程特性和指令,例如更强大的面向对象编程能力,以及与数字孪生相关的函数。如果840D SL的宏程序中使用了较旧版本系统特有的硬件I/O访问方式,或者调用了某些在ONE中已被优化或替换的系统函数,则可能需要进行少量修改以适应ONE的新架构。此外,ONE在安全集成和诊断方面的宏功能也有所增强,可能需要重写相关逻辑以利用新功能。
Q2: 新旧机型升级到ONE,如果A/B轴行程超限,如何调整机床数据以避免报错?
A2: 当旧机型升级到SINUMERIK ONE后出现A/B轴行程超限报警,首先要进入MD18106(软限位负值)和MD18107(软限位正值)修改软限位参数,根据实际机械行程和安全裕量进行设定。注意区分工作区限位和参考点限位。如果问题依然存在,需要检查MD30400(最大允许轴速度)和MD30300(最大允许轴加速度)是否与当前机床动力学特性匹配,过高的速度和加速度可能导致超程。最后,核对MD34210(机械零点偏移)和MD34220(行程限位补偿)参数,确保它们准确反映了机械坐标与测量坐标之间的关系。某些情况下,可能还需要调整PLC程序中对轴行程进行监控的逻辑,以适应新的ONE系统精度和响应特性。
Q3: 在SINUMERIK ONE上调试复杂五轴机床,加工过程中经常出现“250000 路径插补误差过大”,导致机床震动甚至暂停,这通常是哪个参数没调好?
A3: “250000 路径插补误差过大”通常指向机床运动学和控制参数的配置问题。最常见的几个点:1. MD11330(最大路径公差)和MD11340(最大角度偏差)设定过于严格,与机床实际的机械精度和加工要求不符。2. MD32700(速度前瞻周期)和MD32710(加速度前瞻周期)参数设置不当,导致系统无法有效进行路径规划和速度平滑。3. 五轴联动中,MD36500(RTCP误差补偿)或相关运动学模型参数不准确,导致刀具中心点轨迹计算偏差大。4. 各轴伺服驱动器参数(如增益、P/I/D参数)未调优,导致轴的跟随误差过大,无法准确执行插补指令。我建议从放宽路径公差开始,逐步优化前瞻周期,然后精调伺服参数,最后检查RTCP相关补偿值。








暂无评论内容