

理解后处理:四轴五轴加工的桥梁
在多轴加工中,刀路算得再漂亮,没有一个适配的后处理,那等于是纸上谈兵。对于咱们机械加工人来说,hyperMILL 2018的四轴五轴后处理是把CAD/CAM的智能路径翻译成机床能懂的G代码的关键环节。我刚接触的时候,也觉得这块挺玄乎,但摸索下来,发现它就是连接咱们编程意图和机床实际动作的桥梁。掌握好它,能规避不少机床碰撞、过切和莫名其妙的报警,少走很多弯路。
后处理定制化:咱们的实战经验
参数配置与机床联动
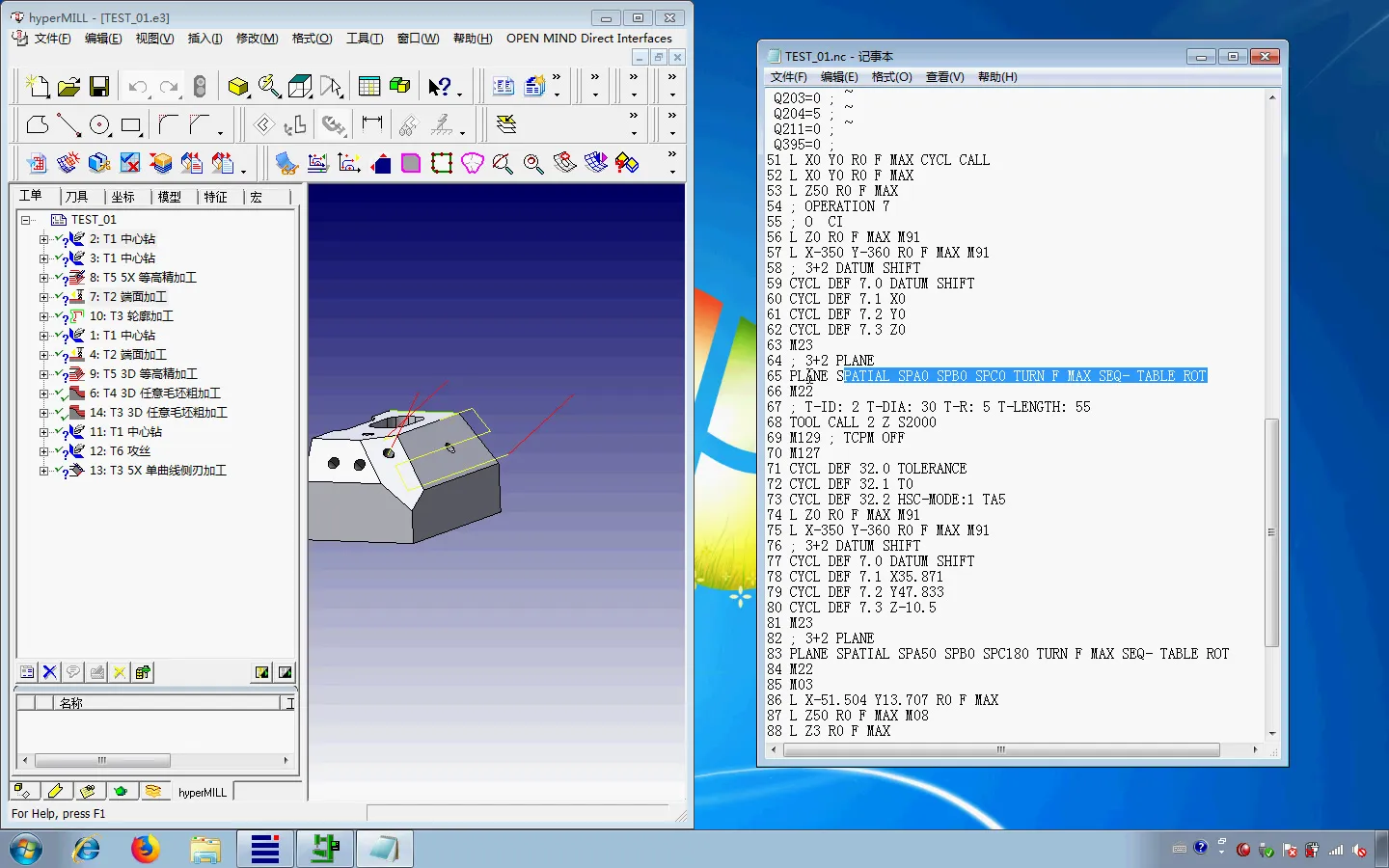
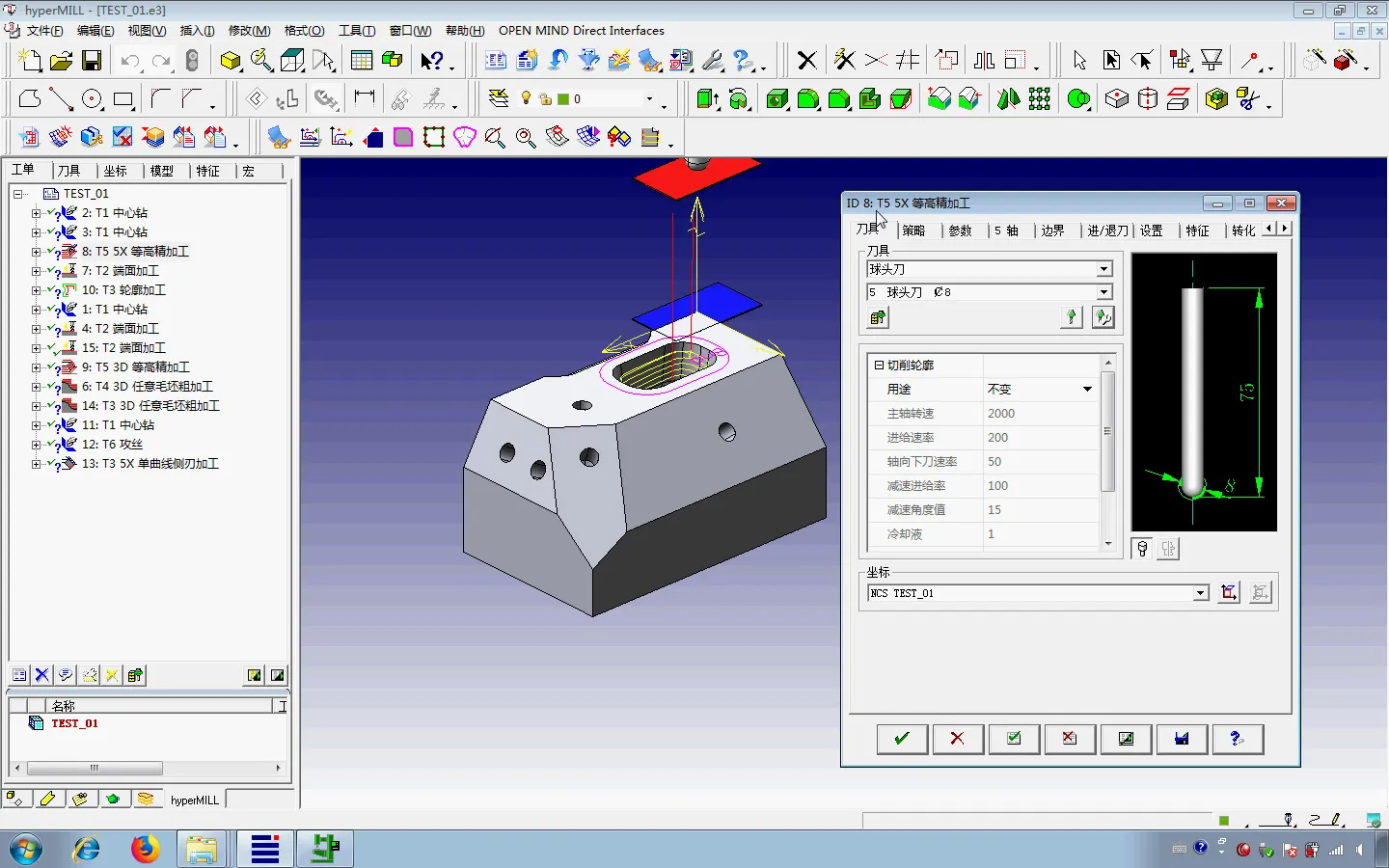
配置后处理,最核心的就是要理解机床的运动学和控制器逻辑。我通常会把机床的坐标系、旋转轴限位、安全平面这些参数,在hyperMILL的机床定义里先精确设置好。四轴和五轴后处理最大的区别在于旋转轴的联动方式和插补算法。五轴加工里,A、B、C轴的运动往往是联动的,需要后处理文件能准确计算出实际的机床姿态,避免干涉。咱们在调试时,经常要逐行比对G代码,看M代码、G代码是否符合机床手册规范。尤其是像机床原点、换刀点这些关键位置,一个参数不对就可能导致严重后果。
宏程序与自定义指令
在实际生产中,很多特定功能需要通过宏程序来实现,比如自动对刀、工件自动找正、定制化的冷却液控制等。我发现,把这些宏程序指令集成到hyperMILL的后处理文件里,能极大提高自动化程度。这就要求咱们不仅要懂hyperMILL后处理的语法,还得熟悉机床控制器的宏程序编写规则。像FANUC、SIEMENS系统,它们调用宏程序的语法是不一样的,需要细致地对应。如果在宏程序调用路径上出了问题,机床根本识别不了,所以路径和文件名都得一丝不苟。在CNC自学网上,我发现不少关于hyperMILL后处理的深度教程,对于想系统学习的兄弟们,那里的资源确实值得挖掘。尤其是关于hypermill 2018四轴五轴后处理的详解,对咱们理解底层逻辑很有帮助。
验证与优化:确保万无一失
NC代码仿真与机床试运行
后处理生成NC代码后,绝不能直接上机。第一步必须在hyperMILL内部或第三方仿真软件中进行仿真,检查刀路、避让、换刀点、夹具干涉等。仿真通过后,我建议咱们在机床上进行“空跑”(干运行),不装刀具、不加工工件,观察机床的实际运动轨迹是否符合预期。这是发现潜在问题的最后一道防线。任何轴的异常运动、速度突变、或者预期外的停顿,都可能是后处理参数配置有误的信号。
常见问题与排查
咱们遇到后处理问题,多半都是参数不匹配或者语法错误。排查起来,无非就是对照后处理文件(.HPP)和机床说明书,一个参数一个参数地核对。有时候,一个简单的字符错误或者缺少一个标点符号,就能让后处理失效。我的经验是,保持耐心,分步排查,从最简单的输出指令开始,逐步添加复杂功能,这样定位问题会更高效。
💡 学习者 FAQ 解答
Q1: hyperMILL生成的NC代码在机床上加载报错,提示“文件格式不识别”或“字符非法”,我检查了后缀名是.NC,但还是不行。
A1: 这个问题咱们经常遇到。首先确认NC代码的编码格式,有些老机床只支持ASCII,而hyperMILL可能默认输出UTF-8。在后处理配置文件里,检查`Postprocessor Properties`或`Output Settings`,找`Character Set`或`Encoding`选项,确保设置为`ASCII`或`GB2312`。其次,检查是否存在特殊字符,例如注释中包含机床无法识别的符号。最后,检查文件传输路径和方式,确保没有损坏文件或引入额外字符。
Q2: 在hyperMILL 2018中,我尝试加载自定义的四轴后处理文件(.HPP),但软件提示“无法找到或加载指定的后处理程序”,或者干脆在下拉列表里看不到。
A2: 这通常是路径配置或文件损坏问题。我建议你检查几个地方:1. 后处理文件`(.HPP)`是否放置在hyperMILL的`postprocessor`文件夹内(通常在安装路径下的`…hyperMILL2018postprocessor`)。2. 文件名是否正确,无额外空格或特殊字符。3. `HPP`文件是否完整且未被损坏。如果从外部获取,尝试用文本编辑器打开检查头部信息是否正常。有时软件需要重启才能识别新的后处理文件。
Q3: 配置五轴后处理时,机床在执行旋转轴G代码(A/B/C轴)时出现“轴超程报警”(OVERTRAVEL),即便刀路模拟中没有超程。
A3: 这个是经典的后处理与机床实际参数不匹配。首先,你需要在hyperMILL的机床定义中,精确设置所有旋转轴的物理限位(`Axis Limits`),包括最小角度和最大角度。其次,检查后处理文件`(.HPP)`内部定义的旋转轴映射关系和补偿机制,确保其与你的机床控制器参数(如FANUC的`参数900系列`)完全一致。特别注意`Inverse Kinematics`部分,确认后处理是否正确计算了机床的运动学模型。有时,后处理会在优化G代码时产生微小的角度调整,而这些调整可能导致接近极限的轴在实际机床上触发报警。我通常会手动检查G代码中涉及旋转轴运动的起始和结束点,与机床参数进行比对。
本文技术要点源自:《hypermill 2018四轴五轴后处理》原文完整版,建议收藏研究。












暂无评论内容